 |


Практическая работа №4. Методические указания. Пример расчета. Задача. Решение
|
|
|
|
Практическая работа №4
Тема: Определение нейтральной линии для швеллерного калибра.
Цель: Научиться определять положение нейтральной линии для швеллерного калибра и выполнять чертеж калибра на компьютере с использованием универсальной системы автоматизированного проектирования (САПР) КОМПАС.
Продолжительность занятия – 2 часа.
Методические указания
1. Линия прокатки (ЛП) – это линия соприкосновения начальных диаметров
2. Средняя линия валков (СЛВ) – это линия которая делит расстояние между осями валков пополам.
При прокатке в валках одинакового диаметра СЛВ совпадает ЛП. При прокатке с верхним давлением СЛВ будет лежать выше ЛП, а при нижнем давлении ниже ЛП.
3. Нейтральная линия калибра (НЛК) – это линия относительно которой величина моментов сил приложенных от верхнего и нижнего валков совпадают.
При прокатке металла в симметричных калибрах НЛК совпадает с линией прокатки (ЛП). Для несимметричных калибров НЛК определяется несколькими способами. Наиболее точный способ заключается в том, что НЛК проходит через центр тяжести поперечного сечения проката.
При неправильном положении нейтральной линии калибра, когда катающие диаметры и окружные скорости валков неодинаковы, валок с большим катающим диаметром является ведущим и через полосу увлекает за собой валок с меньшим катающим диаметром. Благодаря зазорам в муфтах и шпинделях меньший валок опережает связанный с ним шестеренный валок, иногда почти на пол-оборота. Когда полоса выйдет из валков, меньший валок останавливается, так как он уже не увлекается большим валком и начинает вращаться от шестеренного валка, как только в муфтах и шпинделях исчезнет
|
|
|
зазор. В этот момент возникает удар, который может привести к поломке муфт и шпинделей. Кроме того во время прокатки малый валок, увлекаемый большим, является тормозом, что приводит к увеличению расхода энергии и возникновению напряжений на прокатываемой полосе.
Изгиб полосы за счет неравенства катающих диаметров является причиной сильного износа привалковой арматуры (выводных проводок) и может вызвать оковывание полосы вокруг валка.
Таким образом, правильное положение нейтральной линии калибра обеспечивает:
1) прямолинейный выход полосы из валков;
2) отсутствие ударов и излишних напряжений в муфтах и шпинделях;
3) меньший расход энергии при прокатке;
4) меньший износ калибров;
5) отсутствие напряжений и трещин в прокатываемой полосе;
6) надежную работу привалковой арматуры.
Положение НЛК можно определить:
1) Через середину высоты калибра;
2) через центр тяжести сечения калибра;
3) Через центр тяжести контура калибра.
Простые калибры – прямоугольные, квадратные, ромбические, шестигранные, овальные, круглые имеют нейтральную линию калибра, проходящую через середину сечения и совпадающую с осью симметрии и центром тяжести.
В симметричных фасонных калибрах (балка, рельс и др. ) нейтральная линия также проходит через середину профиля.
В несимметричных фасонных калибрах нейтральную линию часто определяют как линию, проходящую через центр тяжести калибра.
Для этого профиль делят на элементарные участки и для каждого участка находят центр тяжести и статический момент.
Рисунок 3 относится к несимметричным калибрам.

Рисунок 3 – Положение нейтральной линии в швеллерном калибре.
Пример расчета
Задача
Произвести расчет нейтральной линии калибра для швеллера №30 с закрытыми и открытыми полками.
Дано:
H=300 мм; В=100 мм; d=6, 5 мм; t=11мм; R=12 мм; r=5 мм;  =850 мм.
=850 мм.
|
|
|
Решение
Для открытых фланцев:
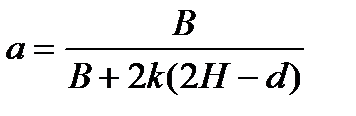
1) Определяем отношение периметров калибра по верхнему и нижнему валкам:


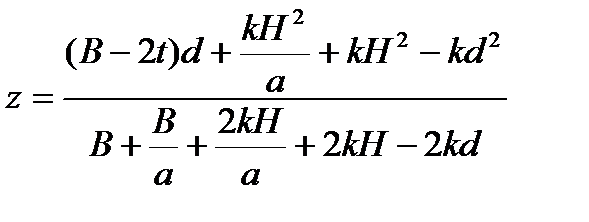
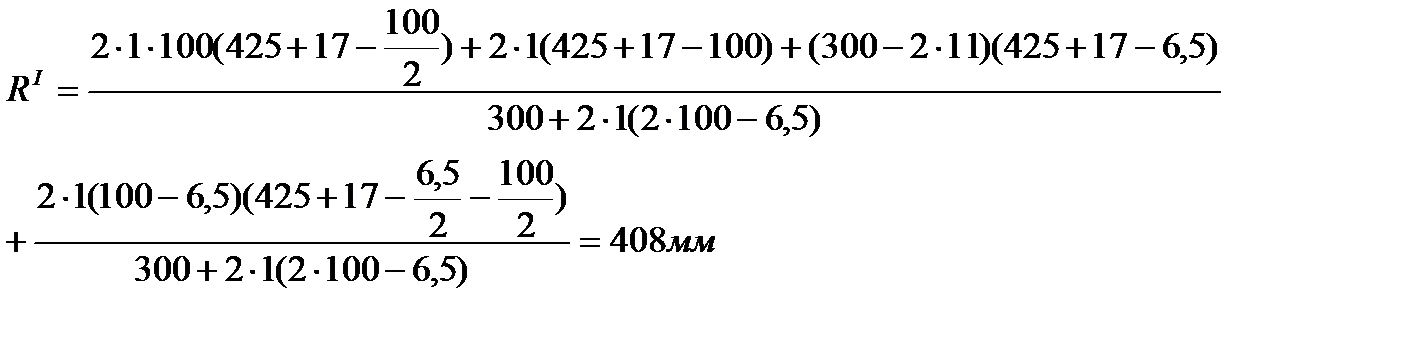
2) Определяем расстояние от наружной грани калибра до нейтральной линии:

Рекомендуется проверить правильность положения нейтральной линии калибра, для этого следует задаться начальным радиусом валков и проверить равенство средних катающих радиусов.
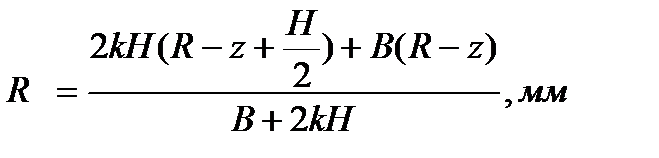
3) Определяем катающий радиус для нижнего валка:


4) Определяем катающий радиус для верхнего валка:

Катающие радиусы верхнего и нижнего валков получились одинаковые, следовательно, правильно определено расстояние от верхней грани швеллера до нейтральной линии калибра.
Для закрытых фланцев:
5) Определяем отношение периметров калибра по верхнему и нижнему валкам:

6) Определяем расстояние от наружной грани калибра до нейтральной линии:


Рекомендуется проверить правильность положения нейтральной линии калибра, для этого следует задаться начальным радиусом валков и проверить равенство средних катающих радиусов.
7) Определяем катающий радиус для верхнего валка:
8) Определяем катающий радиус для нижнего валка:
где  - ширина калибра, мм;
- ширина калибра, мм;
 - высота калибра, мм;
- высота калибра, мм;
 - зазор между валками, мм;
- зазор между валками, мм;
 - толщина шейки, мм;
- толщина шейки, мм;
 - радиус закругления у основания, мм;
- радиус закругления у основания, мм;
 - радиус закругления в глубине вреза, мм;
- радиус закругления в глубине вреза, мм;
 - отношение периметров калибра по верхнему и нижнему валкам;
- отношение периметров калибра по верхнему и нижнему валкам;
 - расстояние от наружной грани калибра до нейтральной линии;
- расстояние от наружной грани калибра до нейтральной линии;
 - коэффициент в фасонных калибрах принимают
- коэффициент в фасонных калибрах принимают  =1
=1  0, 5. Во избежание оковывания полосы лучше пользоваться коэффициентом =1, имея ввиду возможное защемление металла во фланцах.
0, 5. Во избежание оковывания полосы лучше пользоваться коэффициентом =1, имея ввиду возможное защемление металла во фланцах.
Катающие радиусы верхнего и нижнего валков получились одинаковые, следовательно, правильно определено расстояние от верхней грани швеллера до нейтральной линии калибра.
|
|
|
