 |


Лекция № 15 (4 часа). 15. Специальные методы сварки (холодная, ультразвуковая, диффузионная, трением и взрывом, токами высокой частоты). Сущность методов. Техническая возможность и параметры. Область применения
|
|
|
|
Лекция № 15 (4 часа)
15. СПЕЦИАЛЬНЫЕ МЕТОДЫ СВАРКИ (ХОЛОДНАЯ, УЛЬТРАЗВУКОВАЯ, ДИФФУЗИОННАЯ, ТРЕНИЕМ И ВЗРЫВОМ, ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ). СУЩНОСТЬ МЕТОДОВ. ТЕХНИЧЕСКАЯ ВОЗМОЖНОСТЬ И ПАРАМЕТРЫ. ОБЛАСТЬ ПРИМЕНЕНИЯ
15. 1. Холодная сварка
15. 1. 1. Сущность метода и основные области применения
Холодная сварка – метод получения неразъёмного соединения однородных и разнородных пластичных металлов и сплавов при значительной совместной пластической деформации без внешнего нагрева соединяемых деталей. Соединение при холодной сварке образуется в результате возникновения металлических сил связи между соединяемыми частями при их совместной направленной пластической деформации, в процессе которой поверхностные оксидные плёнки разрушаются и выносятся из зоны контакта, образуя при этом участки контакта ювенильных поверхностей. Пластическая деформация может происходить под действием нормальных к плоскости соединения или нормальных и тангенциальных сил.
Отсутствие внешнего нагрева в процессе холодной сварки позволяет сваривать упрочняемые металлы без ухудшения их свойств, соединять электрические провода, имеющие изоляционные покрытия, и разнородные металлы без образования в стыке хрупкой интерметаллидной прослойки, вести процесс в огне- и взрывоопасных средах, герметизировать ёмкости, нагрев которых недопустим.
15. 1. 2. Промышленное применение
Наиболее широко холодная сварка применяется в электротехнической промышленности. С её помощью успешно заменяют дефицитную медь алюминием в качестве токопроводящего материала. Холодная сварка обеспечивает безотходное изготовление обмоток электрических машин и трансформаторов. Замена штамповки медных коллекторных пластин электрических двигателей на холодную сварку позволяет сократить отходы металла в 8…10 раз.
|
|
|
В радиотехнике и радиоэлектронике холодную сварку применяют для герметизации корпусов полупроводниковых приборов; в цветной металлургии – для соединения алюминиевых или титановых катодных штанг с магистральными медными шинами; в приборостроении – для изготовления шасси приборов из алюминия и его сплавов. В автомобильной промышленности холодную сварку применяют при производстве радиаторов из алюминиевых сплавов; в машиностроении – при изготовлении переходных элементов из разнородных материалов, используемых в криогенной технике; на электрифицированном железнодорожном и городском транспорте – для соединения медных контактных (троллейбусных) проводов, а также при изготовлении посуды, бачков, молочных фляг и других изделий из алюминия.
15. 1. 3. Технологические схемы сварки
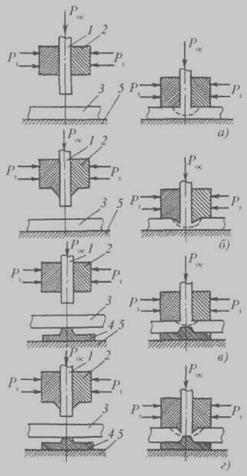
Холодная точечная сварка может выполняться без предварительного (рис. 15. 1а, б) или с предварительным (рис. 15. 1в, г) зажатием деталей путём одностороннего (рис. 15. 1а, в) или двустороннего (рис. 15. 1б, г) деформирования пуансоном. Сварка по замкнутому контуру осуществляется для придания рабочему выступу пуансона требуемой конфигурации шва.
Шовная сварка реализуется двумя основными путями: при наличии на рабочей части ролика отдельных «выступов» можно получить многоточечную сварку с последовательным выполнением точек или одновременным соединением деталей по всей длине шва. В первом случае сварка проводится вращающимися роликами (рис. 15. 1е, ж) при одностороннем (рис. 15. 1е) или двустороннем деформировании (рис. 15. 1ж). во втором случае сварка осуществляется вдавливанием пуансонов подобно точечной сварке (рис. 15. 1з, и).
 |
Пуансоны имеют рабочие выступы, как правило, кольцевой формы.
|
|
|
Рис. 15. 1. Схемы холодной сварки: а…д – точечная внахлёстку; е…и – шовная; к…м – стыковая; н – сдвигом (а, в, е, и – с односторонним; б, г, д, ж, з – с двусторонним деформированием); к – с плоскими торцами; л – с заострёнными; м – с конусной полостью зажимных губок; 1 – свариваемые детали; 2 – пуансоны; 3 – рабочий выступ; 4 – опорная ограничивающая поверхность; 5 – прижимы; 6 – зажимы плиты; 7 – кольцевые выточки; 8 – рабочий ролик; 9 – опорный ролик; 10 – матрица; 11 – зажимные губки; 12 – клин; 13 – выступ клина; Рос – сила осадки; Рз – сила зажатия; Р – сила деформирования; Т – тангенциальная сила; N – нормальная сжимающая сила
При холодной сварке сдвигом одновременно создаются нормальные и тангенциальные силы (рис. 15. 1н). на сваренных заготовках отсутствуют вмятины от вдавливания пуансона и практически сохраняется исходная толщина соединяемых деталей, так как в пластической деформации участвуют тонкие слои металла, находящиеся в непосредственной близости от поверхности раздела.
 |
При сварке тавровых соединений наиболее часто на практике применяются схемы, показанные на рис. 15. 2а, г.
Рис. 15. 2. Схемы сварки тавровых соединений: а, б – с односторонним деформированием; в, г – с двусторонним деформированием; 1 – пруток; 2 – зажимные губки; 3 – пластина; 4 – пуансоны; 5 – опора; Рос – сила осадки; Рз – сила зажатия
|
|
|
