 |


Ручная дуговая сварка и её применение
|
|
|
|
1. ЦЕЛЬ РАБОТЫ: изучить сущность и виды электродуговой сварки и её применение. Освоить технику ручной дуговой сварки, научиться наплавлять валик.
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
Сварка – технологический процесс получения неразъемных соединений из металлов, их сплавов и других материалов.
Электродуговая сварка относится к сварке металлов плавлением (термической сварке), сущность которой заключается в расплавлении кромок свариваемых соединений.
Источником теплоты при дуговой сварке является электрическая дуга, которая горит между двумя электродами, при этом часто один электрод представляет собой свариваемую заготовку.
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные генераторы).
При применении постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключается к отрица-тельному полюсу, во втором – к положительному.
Дуговая сварка может проводиться неплавящимся и плавящимся электродом.
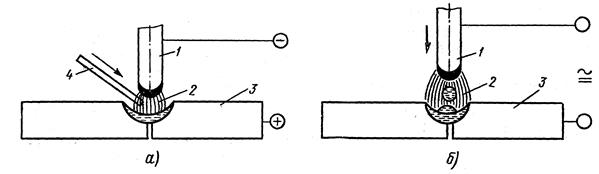 Сварка неплавящимся электродом проводится по методу Н.Н.Бенардоса (рисунок 1, а). При этом электрод 1 изготавливается из какого-либо тугоплавкого материала, питание дуги 2 обеспечивают источники постоянного тока, дуга расплавляет основной 3 и дополнительный металл 4. Схема включения электрода и изделия в электрическую цепь соответствует сварке при прямой полярности, т.е. электрод – катод, изделие – анод.
Сварка неплавящимся электродом проводится по методу Н.Н.Бенардоса (рисунок 1, а). При этом электрод 1 изготавливается из какого-либо тугоплавкого материала, питание дуги 2 обеспечивают источники постоянного тока, дуга расплавляет основной 3 и дополнительный металл 4. Схема включения электрода и изделия в электрическую цепь соответствует сварке при прямой полярности, т.е. электрод – катод, изделие – анод.
Рисунок 1 - Виды сварки: а – неплавящимся электродом
(по методу Н.Н.Бенардоса); б – плавящимся
электродом (по методу Н.Г.Славянова)
Сварка плавящимся электродом по методу Н.Г.Славянова осуществляется от источников переменного или постоянного тока (рисунок 1, б). При этом дуга расплавляет основной металл и металлический электрод.
|
|
|
Неплавящиеся электроды представляют собой стержни, изготавливаемые из чистого вольфрама, электротехнического угля и синтетического графита.
Плавящиеся электроды состоят из металлического стержня и покрытия. Металлические стержни изготовляют из специальной сварочной проволоки (стальной, из алюминиевых, медных и титановых сплавов). Все марки стальной сварочной проволоки в зависимости от химического состава разделяют на три группы: углеродистую (Св-08; Св-10ГС и др.), легированную (Св-18ХМА; Св-10Х5М и др.) и высоколегированную (Св-06Х19Н10М5Т; Св-07Х25Н13 и др.). В марках проволоки «Св» обозначает слово «сварочная».
Назначение покрытия – защита зоны сварки от воздействия воздуха, легирование металла сварного шва полезными компонентами, стабилизация горения дуги и удаление вредных примесей из сварочной зоны. Покрытие наносится методом окунания или прессовки под давлением. В состав покрытий вводят шлакообразующие, газообразующие, связующие вещества, а также раскислители.
Электроды классифицируют по следующим признакам: типу покрытия, химическому составу жидкого шлака и назначению.
По назначению электроды подразделяют на следующие четыре группы: для сварки углеродистых и легированных конструкционных сталей; для сварки теплоустойчивых сталей; для сварки высоколегированных сталей; для наплавки поверхностных слоев с особыми свойствами.
Условное обозначение электродов для дуговой сварки и наплавки включает тип и марку электрода.
Типы электродов зависят от группы электродов по назначению.
Электроды для сварки конструкционных сталей подразделяют на типы Э34, Э42, …, Э45 в зависимости от механических свойств наплавленного металла. Цифры в обозначении означают прочность наплавленного металла в кгс/мм2. Например, электрод Э34 обеспечивает предел прочности сварного шва - sв = 34 кгс/мм2 (~ 340 МПа).
|
|
|
Электроды для сварки теплоустойчивых сталей подразделяют на типы Э-ХМ, Э-ХМФБ и др. в зависимости от химического состава наплавленного металла. Обозначение их аналогично маркировке легированных сталей. Буквы М, Х, Ф и Б означают легирование соответственно молибденом, хромом, ванадием и ниобием, повышающими теплоустойчивость сварного шва. Например, электрод Э-ХМ дает наплавку, содержащую до 1 % Cr и Mo.
Электроды для сварки высоколегированных сталей ЭА-3М6, ЭА-2Б и др. классифицируют по структуре и составу металла сварного шва. Принцип маркировки – как для высоколегированных сталей. Так, например, электрод ЭА-3М6 является электродом аустенитного типа (А – аустенит), обеспечивающим наплавку, содержащую 0,03 % С и 6 % Мо.
Обозначение наплавочных электродов соответствует химическому составу наплавки и ее твердости по Роквеллу. Буква У означает содержание углерода в десятых долях процента. Например, ЭН-У30Х28С4Н4-50 - электроды наплавочные (ЭН), дающие наплавку, содержащую 3% С, 28 % Cr, 4% Si, 4% Ni, и обладающие твердостью HRC 50.
Марка электрода (УОНИ-13/45, ЦЛ-18 и т.д.) определяет состав покрытия и характеризует его технологические свойства: род и полярность тока, возможность сварки в различных пространственных положениях и др.
Схема сварки покрытым электродом представлена на рисунке 2. Под воздействием сварочной дуги 7 стержень электрода 6 плавится, металл его в виде капель поступает в металлическую ванну 8. При этом также плавится покрытие 5 электрода, образующее газовую защитную атмосферу 4 и жидкую шлаковую ванну 3 на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну, которая после затвердевания образует сварной шов 1. Жидкий шлак по мере остывания образует на поверхности твердую шлаковую корку 2.
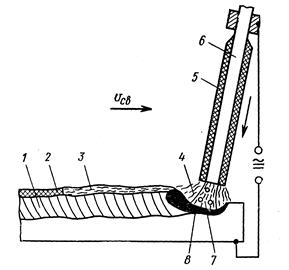 |
Рисунок 2 - Схема сварки покрытым электродом
Применение. Ручная дуговая сварка покрытым электродом в силу простоты, универсальности и высокого качества швов находит широкое применение. Этот вид сварки применяется главным образом в изделиях, имеющих короткие и прерывистые швы, швы сложной конфигурации, т.е. там, где трудно или невыгодно применять автоматические методы сварки. Положительной стороной ручной дуговой сварки является возможность производить сварку в любом пространственном положении, что особенно важно для сварки в монтажных условиях.
|
|
|
К недостаткам ручной дуговой сварки относятся: трудности сварки тонкого материала (менее 1-2 мм), длительный срок обучения сварщика высокой квалификации (1,0-1,5 г), большая зависимость качества сварки от индивидуальных особенностей сварщика, малая производительность.
Ручной дуговой сваркой можно сваривать стали, чугун, медь и медные сплавы. Естественно, что для каждого металла и его сплавов необходимо применять соответствующие электродные проволоки и покрытия. Виды соединений для ручной дуговой сварки приведены на рисунке 3.
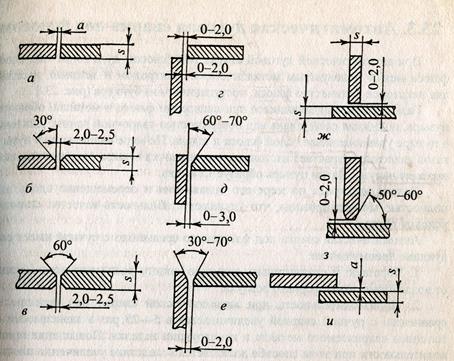 |
Рисунок 3 - Рекомендуемые типы соединений для ручной дуговой
сварки: стыковое без разделки кромок (а),
стыковые с V-образной разделкой кромок (б),
стыковое соединение с Х-образной разделкой
кромок (в), угловое (г, д, е), тавровое (ж, з),
нахлесточное (и)
Соединение стыковое без разделки кромок (рисунок 3, а) рекомендуется для толщин металла не более 3 мм. Наличие зазора обеспечивает полное проплавление. Зазор а при S = 1-2 мм должен быть равен 0-1 мм, а при S = 3 мм – а = 0-1,5 мм.
Соединения стыковые с V-образной разделкой кромок (рисунок 3, б) рекомендуются для толщины 3-21 мм. Если толщина больше (до 30 мм) или необходимо уменьшить угловые деформации и площадь сечения шва, то применяют стыковое соединение с Х-образной разделкой кромок (рисунок 3, в). При этом необходимо иметь в виду, что сварка такого соединения требует доступа к нему с двух сторон.
Из угловых соединений (рисунок 3, г, д, е) соединение типа г рекомен-дуется для толщин не более 8 мм, соединение типа д – для толщин не более 26 мм. Для больших толщин рекомендуется соединение типа е.
Тавровое соединение указанного вида (рисунок 5, ж) рекомендуется для толщины не более 5-6 мм. В случае больших толщин на вертикальной стенке снимаются двусторонние фаски (рисунок 3, з).
|
|
|
Соединение нахлесточное (рисунок 3, и) применяется при S = 2-6 мм. Зазор а допускается от 0 до 4 мм. В отличие от стыкового соединения нахлесточное облегчает сборку сварных узлов, однако, из-за несоосности соединяемых деталей при работе в таких соединениях возникает изгибающий момент, снижающий прочность соединения, особенно из высокопрочных материалов. Нахлесточное соединение нерационально как с точки зрения уменьшения расхода металла, так и снижения массы конструкции. При применении нахлесточного соединения, так же как таврового и углового, имеющих повышенную жесткость, больше вероятность образования трещин при сварке.
3. ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
Ручную дуговую сварку выполняют сварочными электродами, которые, подают в дугу и перемещают вдоль заготовки. Для удержания электрода и подвода к нему тока сварщик использует электродержатель. Сварщик защищает лицо от светового и ультрафиолетового излучений дуги предохранительным щитком или маской с темным стеклом, а тело и руки – брезентовой спецодеждой и рукавицами. Рабочее место сварщика – специальная сварочная кабина (рисунок 4).
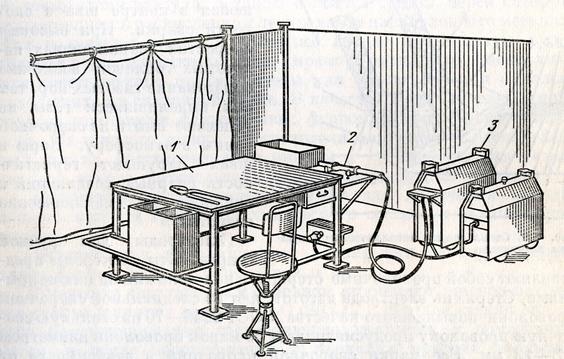 |
Рисунок 4 - Рабочее место для ручной дуговой сварки: 1 – стол;
2 – электродержатель; 3 – сварочный трансформатор
Процесс сварки начинается с возбуждения дуги. При ручной электродуговой сварке зажигание дуги чаще всего производится методом короткого замыкания, который выполняется двумя способами.
Первый способ заключается в легком касании торцом электрода свариваемого места и быстром отводе его вверх на 3-4 мм. Второй способ заключается в «чирканьи» электродом по месту зажигания дуги и также соответственном отводе его от металла. Прикосновение электрода к изделию должно быть кратковременным, иначе электрод приваривается к свариваемому металлу. Если электрод приварился, то его следует оторвать резким поворачиванием вправо и влево.
После зажигания дуги и ее устойчивого горения электроду сообщают три основных движения:
1) подачу электрода по направлению его оси с учетом скорости плавления электрода;
2) перемещение вдоль шва в соответствии с режимом сварки и формированием нужного шва (валика);
3) поперечные движения – для равномерного распределения наплавляемого металла и обеспечения необходимой ширины сварного шва (для широких швов).
Ширина колебаний относительно оси шва не должна превышать двух-трех диаметров электрода, а сами колебания выполняются по спирали или зигзагу.
Электрод при сварке следует держать наклонно под углом 15-20°С к вертикальной линии в сторону перемещения электрода.
|
|
|
В процессе сварки необходимо держать длину дуги, равную  (где d – диаметр электрода, мм). Дуга такой длины горит устойчиво и спокойно. Она обеспечивает получение высококачественного шва. При меньшей длине дуги наблюдается «примерзание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво, расплавленный металл электрода разбрызгивается, окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество окислов, глубина проплавления основного металла недостаточная.
(где d – диаметр электрода, мм). Дуга такой длины горит устойчиво и спокойно. Она обеспечивает получение высококачественного шва. При меньшей длине дуги наблюдается «примерзание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво, расплавленный металл электрода разбрызгивается, окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество окислов, глубина проплавления основного металла недостаточная.
Вид тока и полярность выбирают в зависимости от применяемого материала и технологических требований к сварному изделию. При сварке деталей, требующих большого подвода теплоты для прогрева кромок, применяют прямую полярность («+» источника питания присоединяют к детали, а «-» источника – к электроду). При сварке тонкостенных изделий и сталей, не допускающих перегрева (нержавеющих, жаропрочных, высокоуглеродистых) применяют сварку постоянным током обратной полярности («+» - на электрод, «-» - на деталь). Если к сварному изделию не относятся указанные особенности, то сварку проводят переменным током.
4. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ
ЭЛЕКТРОДУГОВОЙ СВАРКИ
4.1. Вся сварочная аппаратура, источники сварочного тока, свариваемые конструкции, осцилляторы, столы сварщиков должны быть надежно заземлены.
4.2. Для защиты работающих в сварочном производстве от влияния вредных газов необходимо устраивать системы вентиляции, обеспечивающие чистоту воздуха и нормальные метеорологические условия.
4.3. Перед началом работы, а также периодически необходимо тщательно проверять исправность изоляции сварочных проводов и надежность всех контактных соединений.
4.4. Для сварки необходимо использовать индивидуальные кабины (для выполнения сварочных работ в стационарных условиях) и переносные щиты и ширмы (при сварке крупных изделий и на непостоянных местах работы).
4.5. Сварку проводить только с применением индивидуальных средств защиты (щитки и шлемы со вставными стеклами, брезентовый или специальный костюм, резиновые боты, рукавицы). Спецодежда сварщика должна быть сухой и исправной, а обувь не должна иметь металлических гвоздей.
5. НЕОБХОДИМЫЕ ПРИБОРЫ, ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
5.1. Сварочные посты.
5.2. Электроды (не менее 15 шт.).
5.3. Металл для наплавки.
5.4. Зубило, молоток.
5.5. Защитные очки.
6. МЕТОДИЧЕСКИЕ УКАЗАНИЯ И СОДЕРЖАНИЕ ОТЧЕТА
6.1. В отчете привести краткие сведения из теории. Особое внимание обратить на классификацию электродуговой сварки, обозначение электродов и виды сварных соединений.
6.2. Ознакомиться с техникой электродуговой сварки и правилами безопасности при выполнении сварочных работ при дуговой сварке.
6.3. Для заданного электрода определить величину сварочного тока и установить ее на сварочном трансформаторе.
6.4. С соблюдением правил техники безопасности под наблюдением учебного мастера или преподавателя включить сварочный трансформатор и произвести наплавку валика. В процессе наплавки постоянно следить за длиной дуги и поддерживать ее постоянной. После окончания сварки выключить рубильник.
7. РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
7.1. Технология конструкционных материалов: Учебник для студентов машиностроительных ВУЗов / А.М. Дальский, Т.М. Барсукова, Л.Н. Бухаркин и др.; Под общ. ред. А.М. Дальского. – 5-е изд., испр. – М. Машиностроение, 2009. – 511 с.
7.2. Фетисов, Г.П. Материаловедение и технология металлов: Учеб. для ВУЗов по машиностроительным специальностям / Г.П. Фетисов, М.Г. Кафпман, В.М. Матюнин и др. – М.: Высш. шк., 2009. – 637 с.
Лабораторная работа № 7
|
|
|
