 |


Оформление графической части
|
|
|
|
Качество графической части проекта, внешний вид чертежей, легкость и безошибочность их чтения во многом зависят от точного соблюдения правил, установленных в стандартах Единой системы конструкторской документации (ЕСКД).
Все чертежи проекта выполняются с помощью компьютерной графики. Толщина сплошной основной линии должна быть в пределах 1-1,5 мм, в зависимости от величины и сложности изображения, а также от формата чертежа. Цифры, буквы и знаки должны быть отчетливы, их начертание и размеры соответствовать ГОСТ 2.304-81. Проект выполняется на листах чертежной бумаги формата А4 по ГОСТ 2.301-88. Рекомендуется масштаб чертежей 1:1, так как он обеспечивает лучшее представление о действительных размерах элементов конструкций. Применение других масштабов (1:2 или 2: 1 по ГОСТ 2.302-88) в каждом конкретном случае решается студентом совместно с руководителем проекта.
Перечень обязательного графического материала указан в задании на курсовое проектирование и включает в себя:
1 лист (А4) - Рабочий чертеж детали (рис.3.11).
2 лист (А4) - Чертеж заготовки (рис.3.12).
3 лист (А4) - Технологический чертеж детали (рис.3.13).
4 лист (А4) - Технологический процесс изготовления детали для условий мелкосерийного производства со схемами базирования и установки (рис.3.14).
5 лист (А4) - Эскизы обработки нескольких операций по переходам с расчетом основного и штучного времени (рис.3.15, 3.16).
6 лист (А4) - Чертеж приспособления (рисунок 3.17).
Внешнее оформление чертежей, формат, обводка рамок, форма основной надписи, наименование и обозначение самого документа, заполнение отдельных граф должны соответствовать стандартам ЕСКД, принятым образцам и примерам. Количество изображений (видов, разрезов, сечений) на чертеже должно быть минимальным, но вместе с тем и достаточным для полного представления о предмете.
|
|
|
Чертежи детали и заготовки (с техническими требованиями) должны содержать все данные, необходимые для их изготовления, контроля и приемки. Выполняются они в соответствии с требованиями стандартов ЕСКД (ГОСТ 3.1125-88, ГОСТ 7505-89, ГОСТ 2590-88, ГОСТ 8479-70).
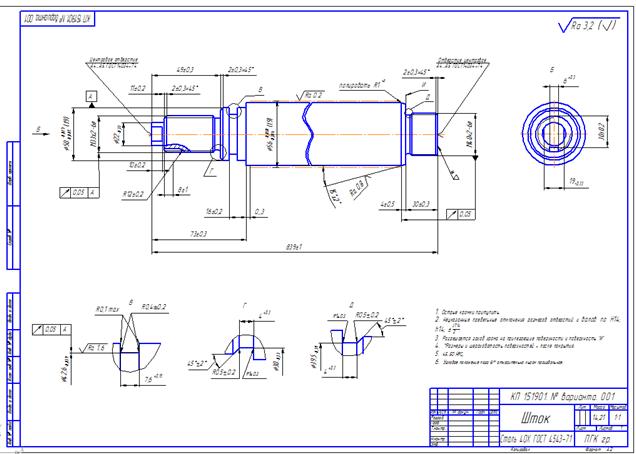
Рисунок 3.11 - Рабочий чертеж детали «Шток».
Чертеж заготовки разрабатывается на основании чертежа готовой детали с учетом припусков, допусков и напусков в том же масштабе, который принят для изображения детали: выполняется в соответствии с требованиями стандартов ЕСКД. Контур заготовки вычерчивают сплошными контурными линиями по номинальным размерам. Готовую деталь на чертеже заготовки наносят сплошной тонкой линией, давая лишь необходимые ее контуры, наглядно показывающие наличие припусков на обработку. Числовые значения припусков также дают на чертеже. Внутренний контур обрабатываемых поверхностей, а также отверстий, впадин и выточек, не выполняемых в отливке, вычерчивают сплошной тонкой линией.
На чертежах готовой детали и заготовки должны быть указаны технические требования. Требования, которые не могут быть выражены на чертеже графическим способом, располагаются на его поле над основной надписью. При этом даются технические требования, предъявляемые к материалу детали, термической обработке, качеству поверхностей, размеры, предельные отклонения размеров, формы, взаимного расположения поверхностей (если не указаны графически) и др. Порядок нанесения технических требований на чертеже регламентируется ГОСТ 2.316-88.
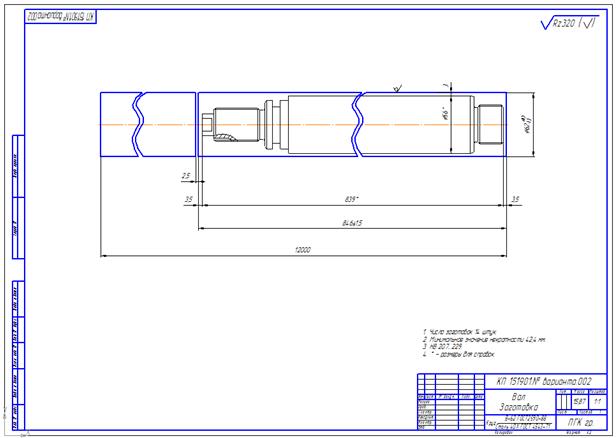
Рисунок 3.12 - Чертеж заготовки детали «Шток».
Для заготовок (поковка, штамповка, отливка) указываются термообработка и твердость, допускаемая величина остатков заусенца, способ очистки поверхности. глубина внешних дефектов, дефекты формы (сдвиг, эксцентричность сечений и отверстий, кривизна или стрела прогиба, смещение стержней) и другие пространственные погрешности, принятые при расчете припусков на механическую обработку.
|
|
|
В случае, когда чертежи готовой детали и заготовки совмещены, технические требования пишутся раздельно. В графе основной надписи чертежа заготовки над наименованием детали следует писать: … поковка… или … отливка…. В случае совмещенного выполнения чертежей детали и заготовки контур детали вычерчивается сплошными основными линиями, а припуски – сплошными тонкими линиями. При этом направление штриховки припусков, попадающих в разрезы или сечения, принимается одинаковым с направлением штриховки, примененной для этих же разрезов и сечений детали. Припуски, не попадающие в разрезы или сечения, не штрихуются.
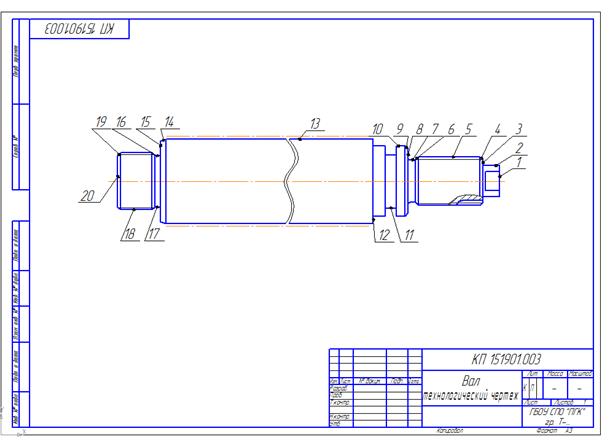
Рисунок 3.13 - Технологический чертеж детали «Шток».
Когда припуск на обработку резанием однозначно определяется одним видом или разрезом, не имеет смысла давать его изображение на других проекциях.
В курсовом проекте для наглядности часть технологических операций или переходов (4-8) изображается на листах чертежной бумаги форматом A1 в виде эскизов обработки. На этих листах приводятся основные наиболее интересные и оригинальные операции технологического процесса, а также те операции, в которые внесены существенные изменения по сравнению с базовым вариантом.
Эскизы обработки должны быть выполнены с необходимым числом проекций, видов и разрезов; в них должны быть показаны устройства для установки режущих инструментов на выдерживаемые размеры и для ограничения их хода. На чертеже показываются конструктивные элементы приспособлений, обеспечивающих установку заготовки в требуемое положение.
Деталь на чертежах - схемах изображается синим цветом. Ее конфигурация должна соответствовать конфигурации, полученной в процессе обработки на данной операции или переходе. Обработанные поверхности детали вычерчиваются красным карандашом или линией удвоенной толщины.
Указываются операционные и настроечные размеры, их предельные отклонения, пара метры шероховатости.
|
|
|
Предпочтительный масштаб изображения 1: 1. Для мелких деталей (часовое, приборное и другие производства) масштаб может быть увеличенным, а для крупных корпусных и других деталей уменьшенным (в отдельных случаях допускается произвольный масштаб).
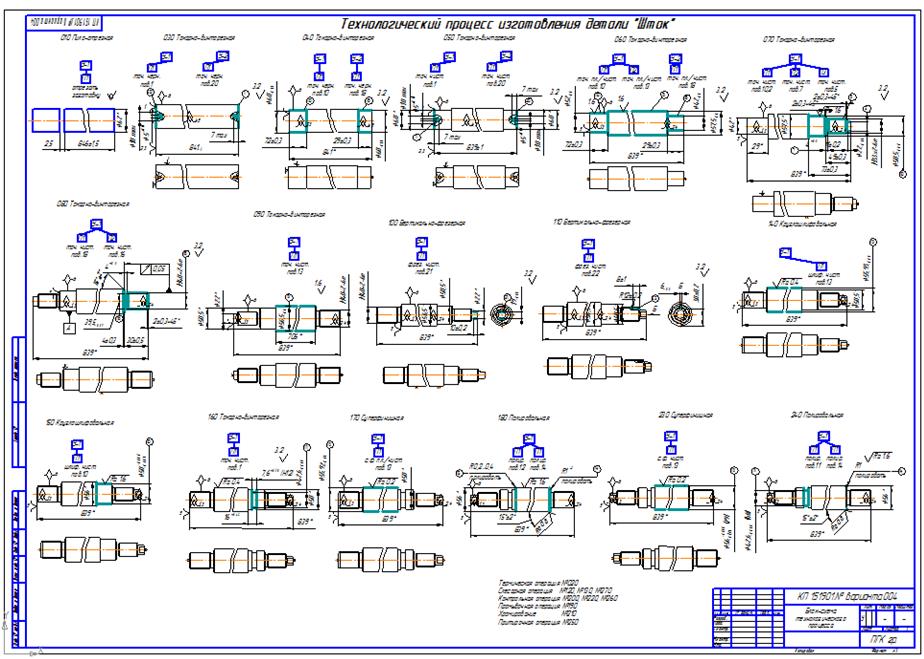
Рисунок 3.14- Технологический процесс изготовления детали «Шток».
Режущий инструмент, применяемый на данном переходе, вычерчивается в конечном положении. Показываются рабочие движения обрабатываемой детали и режущего инструмента, а также циклы движения суппортов или циклограммы движении инструментов.
Допускаются следующие варианты выполнения чертежей эскизов обработки:
1) при сложной операции на одном и более листах формата А4;
2) при простых операциях - на листах формата А4. При этом эскиз обработки на каждую операцию выполняется как самостоятельный чертеж. Не допускаются разграничения переходов и позиций одной операции.
На листе вычерчивается и заполняется штамп с основной надписью и технологическая таблица, содержащая следующие столбцы: номер операции; номер позиции, переходов; оборудование; режущий инструмент; режимы резания (скорость круга, скорость детали, подача продольная, подача поперечная, глубина резания и др.). При числе характеристик режима резания свыше трех рекомендуется таблицу располагать не над штампом, а на свободном поле листа.
На эскизах обработки изделие показывается обязательно в том положении, в каком проходит указанную в этом документе обработку, и в том виде и с теми размерами, которые приобретает после ее окончания. Дается только то, что необходимо для осуществления данной технологической операции или перехода - технологические базы, места, направления и виды зажимов, размеры с предельными отклонениями, шероховатость поверхностей и технические требования. На эскизах, входящих в состав графической части проекта (на чертежных листах форматом А4), для наглядности приводится упрощенное изображение режущих инструментов в положении окончания обработки. При многоинструментальной обработке на операционном эскизе должны быть показаны все режущие инструменты в том расположении относительно друг друга и обрабатываемой детали, в каком они находятся в конечный момент резания (см. карту наладки). На эскизах, входящих в альбом технологических карт, режущие инструменты даются только в случае многоинструментальной обработки.
|
|
|
Таблицы, схемы и технические требования размещают на свободном поле карты эскизов справа от изображения или под ним. На операционные эскизы масштабы не установлены. Необходимое количество изображений (видов, разрезов, сечений и выносных элементов) на операционном эскизе устанавливается из условия обеспечения наглядности и ясности изображения обрабатываемых поверхностей или для указания взаимного расположения деталей и сборочных единиц в изделии.
Обрабатываемые поверхности следует обводить сплошной линией удвоенной толщины по ГОСТ 2.303-88. По согласованию с руководителем проекта допускается на эскизах обработки контур детали изображать синим цветом, а обрабатываемую поверхность – красным. На операционных эскизах все размеры обрабатываемых поверхностей и выдерживаемые технические требования условно нумеруют арабскими цифрами. Номер поверхности проставляют в окружности диаметром 6-8 мм и соединяют с размерной линией.
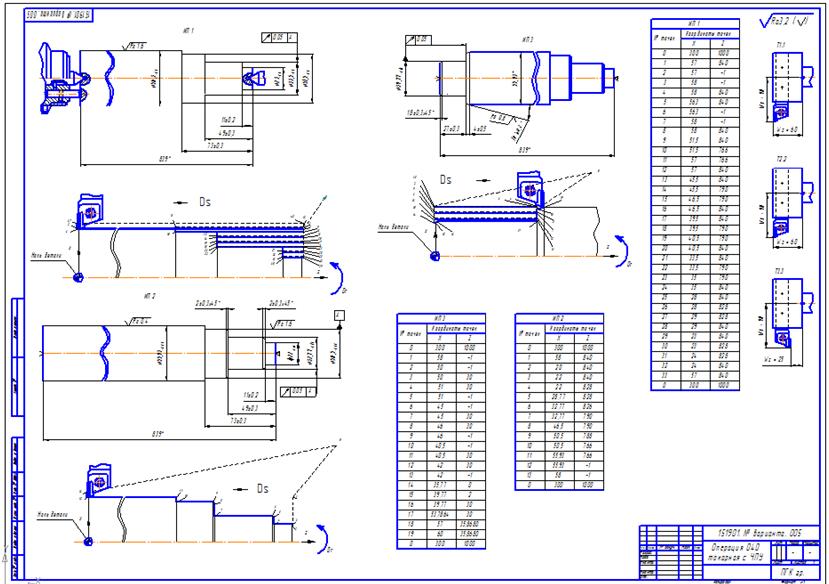
Рисунок 3.15 - Карта наладки обработки детали «Шток».
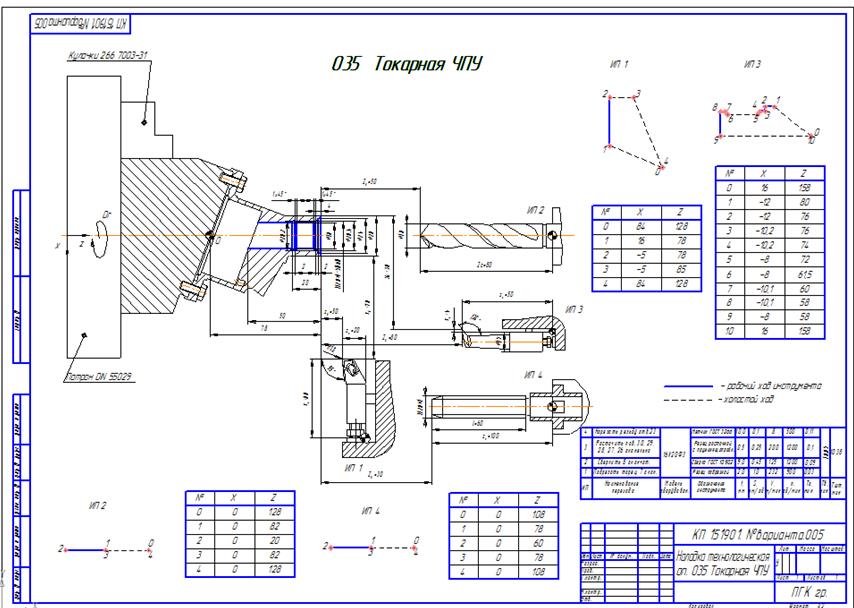
Рисунок 3.16 - Карта наладки обработки детали «Крышка».
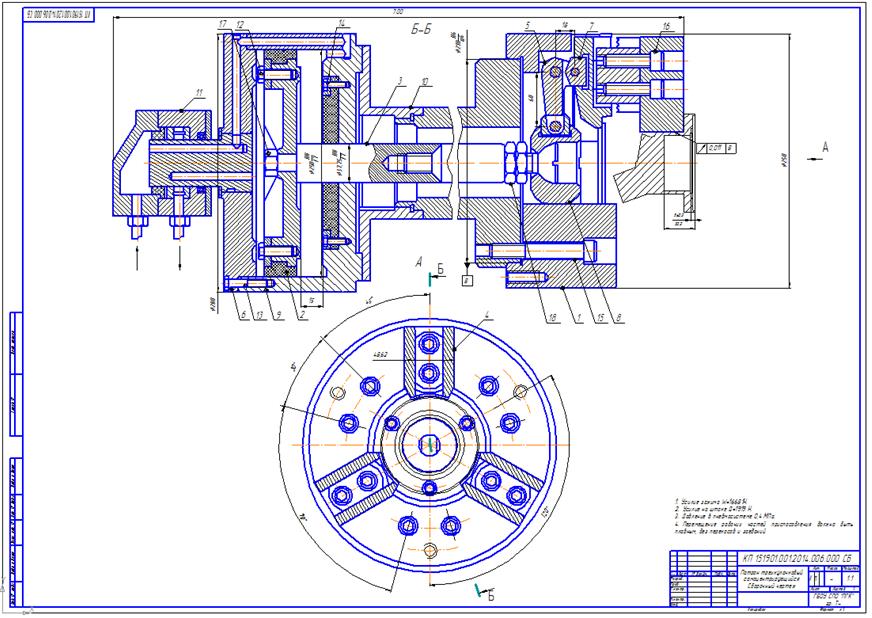
Рисунок 3.17 - Патрон трехкулачковый самоцентрирующийся (сборочный чертеж).
|
|
|
