 |


Окончательная отделка изделия. В окончательную отделку изделий входят: обметывание петель, пришивание пуговиц, элементов отделки, чистка и ВТО изделий, их маркировка и упаковка.
|
|
|
|
Окончательная отделка изделия
В окончательную отделку изделий входят: обметывание петель, пришивание пуговиц, элементов отделки, чистка и ВТО изделий, их маркировка и упаковка.
Петли изготовляют на специальных машинах-полуавтоматах двухниточного челночного или цепного переплетения без разметки или с разметкой. Разметку петель производят по вспомогательным лекалам.
Длина петель должна быть больше диаметра пуговицы на 2 - 5 мм. Обметывание петель должно быть плотным без просветов между стежками, количество стежков в 10 мм строчки — 20 - 25
Пуговицы пришивают на специальных машинах-полуавтоматах в автоматическом режиме: при пришивании пуговиц с двумя отверстиями—10 - 15 уколов в каждую пару отверстий, с четырьмя отверстиями — 8 - 10 уколов.
Чистка изделия от производственного мусора заключается в обрезке концов ниток вручную ножницами с лицевой и изнаночной сторон изделия.
Готовые изделия приутюживают вручную электрическим утюгом весом 1, 5 кг. Изделия приутюживают с лицевой стороны без увлажнения.
При маркировке изделия в товарном ярлыке заполняют следующие данные: номер модели, размер и полнотную группу, розничную цену. Товарный ярлык притачивают по верхнему краю готового изделия редкой строчкой на стачивающей машине.
Готовые изделия подбирают в партии согласно маршрутным листам, упаковывают и сдают на склад. Корсетные изделия упаковывают в коробки или в пачки.
Контрольные вопросы
1. Из каких этапов состоит технологический процесс обработки корсетных изделий бюстгальтерной группы?
2. Объясните, какие существуют методы обработки бретелей бюстгальтеров?
3. Какие виды швов применяют при обработке чашек бюстгальтеров?
|
|
|
4. Каковы технические условия соединения частей пояса бюстгальтера на подкладке?
5. Какие существуют способы соединения чашек с поясом бюстгальтера?
6. От каких факторов зависит способ обработки верхних и нижних срезов бюстгальтеров?
7. В чем заключается обработка срезов бюстгальтера тесьмой или полоской ткани?
8. Какими способами обрабатываются верхние и нижние срезы бюстгальтеров?
9. В чем заключается обработка застежки на крючки и петли?
10. В чем заключается обработка застежки на пряжку?
11. В чем заключается отделка корсетных изделий?
12. Какие требования предъявляются к маркировке корсетных изделий?
ТЕМА 2. 3 ОСОБЕННОСТИ обработки корсетных
изделий поясной группы
План лекции:
1. Этапы обработки корсетных изделий поясной группы.
2. Соединение деталей.
3. Обработка застежек.
4. Обработка чулкодержателей.
5. Обработка верхних и нижних срезов.
Пояса, корсеты, полукорсеты, пояса-панталоны, поясы-трусы и другие подобные изделия изготавливают их тканых эластичных материалов без подкладки и с подкладкой к отдельным или ко всем деталям, без прокладок и с прокладками или с накладками-усилителями из основного материала. Для отделки изделий применяются кружевное плотно, отделочные ленты и др.
Технологический процесс обработки корсетных изделий поясной группы возможно разделить на следующие этапы:
1. Соединение деталей.
2. Обработка застежек.
3. Обработка чулкодержателей.
4. Обработка верхних и нижних срезов.
Соединение деталей
Накладные детали (накладки-усилители) размещают по модели и настрачивают с подгибанием срезов (рис. 32а, б) или без подгибания, закрывая срез кружевом (рис. 32б) или строчкой плоскошовного стежка (рис 32г), применяя машины как прямого (рис. 32а, в) и зигзагообразного стежка, так и плоскошовные машины.
|
|
|

а б в г
Рисунок 32
Соединение деталей (передних, боковых, задних) в изделиях из тканей без подкладки производят настрочными (рис. 33а) или накладными швами (рис 33б) на одноигольной или двухигольной швейной машине с применением специальных приспособлений. Для закрепления срезов деталей, применяется тесьма или обтачки (полоски) из хлопчатобумажных тканей.
а б
Рисунок 33
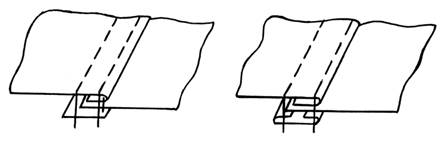
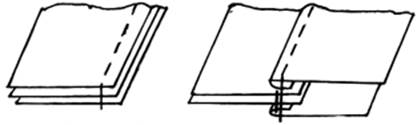
В изделиях из тканей с подкладкой соединение деталей может быть выполнено стачным, настрочным и накладными швами. При соединении деталей стачным швом сначала стачивают одну деталь верха с одной или двумя деталями подкладки швом 7-10 мм (рис. 34, а). Затем нижний слой подкладки отгибают в сторону, на шов накладывают вторую из соединяемых деталей верха с подгибанием среза на 6-7 мм, подогнутый край детали настрачивают одной или двумя строчками в соответствии с моделью (рис. 34, б).
При соединении деталей накладным швом одну из деталей верха накладывают на вторую, уложенную вместе с деталями подкладки, с подгибанием среза в сторону изнанки на 6–7 мм и настрачивают на стачивающей машине (рис. 34в), располагая строчку от сгиба детали на 1-1, 5 мм. Затем нижнюю деталь подкладки отгибают в сторону и шов настрачивают второй строчкой по модели (рис. 34г). Если соединение выполняют на двухигольной машине, подгибание срезов деталей верха и подкладки производится одновременно с настрачиванием с помощью специальных приспособлений.
а б

в г
Рисунок 34
Соединение деталей из эластичных материалов выполняют накладным швом на плоскошовной машине девятиниточного цепного стежка. Ширина наложения одной детали на другую 4 - 5 мм.
При соединении деталей из эластичных материалов зигзагообразной строчкой простого и сложного стежка применяются швы разных видов: накладной без подгибания срезов (рис. 35а) (расстояние между срезами составляет 7-10 мм); накладной с подгибанием срезов (рис. 35б) (ширина подгиба срезов составляет 7 – 10 мм); настрочной шов (рис. 35в), при выполнении которого детали соединяют стачным швом на машине зигзагообразного стежка с последующим настрачиванием шва на той же машине или детали соединяют на машине цепного стежка с одновременным обметыванием срезов с последующим их настрачиванием на машине сложного зигзагообразного стежка (рис. 35г).
|
|
|

а

б в г
|
|
|
