 |


Приложение В. Продолжение таблицы В.1. N026 Окантовывание среза тесьмой A DDL-555 N036
|
|
|
|
Приложение В
Таблица В. 1 – Перечень средств малой механизации и оборудования, применяемых для обработки корсетных изделий, фирмы “JUKI” (Япония)
| № пп. | Марка приспо-собления | Назначение | Графическое изображение шва | Параметры, мм | Класс машины |
| К051 | Настрачивание кружева | 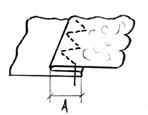
| А=5 | LZ-1286 LZ-1280 | |
| К106 | Настрачивание кружева | 
| А В 6, 4 9 5, 6 8 4, 8 7 4, 0 6 3, 2 5 | MF-880 (двухигольная, четырехниточная) MF-860 (трех-игольная, пяти-ниточная) | |
| К050 | Настрачивание шва с прокладыванием тесьмы | 
| А=10 | LZ-1286 LZ-1280 | |
| К105 | Расстрачивание шва | 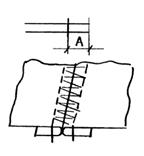
| A=7 | MF-860 | |
| К111 | Подшивание низа, прокладывание эластичной тесьмы | 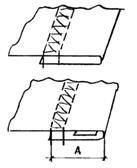
| A=10-30 | MF-860 MF-870 |
Продолжение таблицы В. 1
| N026 | Окантовывание среза тесьмой | 
| A | DDL-555 | |
| N036 | Окантовывание срезов тесьмой | 
| A | DLU-490 DLU-491 | |
| N015 | Окантовывание среза полоской материала | 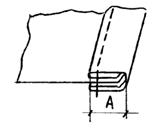
| A | DLM-523 | |
| N017 | Окантовывание срезов полоской материала | 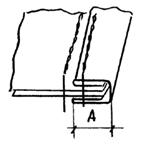
| A=5 | MO-845 | |
| P220 | Окантовывание среза тесьмой | 
| A | MF-880 MF-890 | |
| P350 | Окантовывание срезов тесьмой | 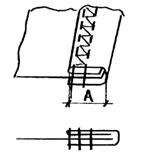
| A | MF-860 MF-880 MF-890 |
Продолжение таблицы В. 1
| P420 | Окантовывание среза тесьмой | 
| A | MF-860 MF-870 MF-880 MF-890 | |
| M004 | Обработка бретелей | 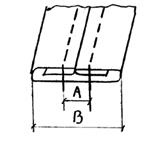
| А В 9, 5 18 7, 9 16 6, 4 14 4, 8 12 3, 2 10 | LH-515 LH-1152 | |
| N002 | Обработка бретелей | 
| А В 31, 8 37 28, 6 34 25, 4 30 22, 1 27 19, 1 24 15, 9 20 12, 7 18 9, 5 14 7, 9 12 6, 4 10 4, 8 9 | LH-515 LH-1152 | |
| M095 | Обработка бретелей | 
| A | DDL-550 | |
| M0110 | Обработка бретелей | 
| А В 8 43 9 39 10 33 11 27 12 23 8 19 | MO-860 |
Продолжение таблицы В. 1
|
|
|
| M052 | Соединение деталей двойным швом | 
| А В 12, 7 17 9, 5 14 7, 9 12 6, 4 10 | MH-380 | |
| M042 | Соединение деталей двойным швом | 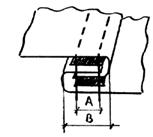
| А В 12, 7 17 9, 5 14 7, 9 12 6, 4 10 | MS-261J | |
| M046 | Настрачивание детали | 
| А В 6, 4 10 5, 6 10 4, 8 9 | MH-380 | |
| B021 | Стачивание вытачек на чашках бюстгальтера | 
| LZ-1280 LZ-1286 | ||
| B028 | Настрачивание полоски материала | 
| A | LZ-1280 LZ-1286 | |
| B049 | Расстрачивание шва, настрачивая полоску материала | 
| А В 12, 7 17 9, 5 15 7, 9 12 6, 4 10 4, 8 8 | LH-515 LH-1152 |
Продолжение таблицы В. 1
| B055 | Настрачивание кружева | 
| А В 12, 7 20 9, 5 16 7, 9 14 6, 4 12 4, 8 11 | LH-515 LH-1152 | |
| M006 | Обработка верхних и нижних срезов | 
| А В 12, 7 17 9, 5 15 7, 9 12 6, 4 10 4, 8 8 | LH-515 LH-1152 | |
| M017 | Втачивание чашек бюстгальтера | 
| А В 8, 0 12 6, 4 11 5, 6 10 4, 8 9 | LH-515 LH-1152 | |
| M038 | Втачивание чашек бюстгальтера | 
| А В 8, 0 12 6, 4 11 5, 6 10 4, 8 9 | LH-515 LH-1152 | |
| M039 | Втачивание чашек бюстгальтера | 
| А В 8, 0 12 6, 4 11 5, 6 10 4, 8 9 | LH-515 LH-1152 |
Продолжение таблицы В. 1
| M058 | Настрачивание полосок материала | 
| A | LZ-1280 LZ-1286 | |
| M060 | Настрачивание полоски материала | 
| A | LH-515 LH-1152 | |
| M061 | Втачивание чашек бюстгальтера | 
| А В 8, 0 12 6, 4 11 5, 6 10 4, 8 9 | LH-515 LH-1152 | |
| M122 | Обработка верхних и нижних срезов | 
| А В 8, 0 12 6, 4 11 5, 6 10 4, 8 9 | LH-515 LH-1152 | |
| M124 | Втачивание чашек бюстгальтера | 
| А В 8, 0 12 6, 4 11 5, 6 10 4, 8 9 | LH-515 LH-1152 | |
| N091 | Окантовывание срезов | 
| A | LZ-1286 |
Продолжение таблицы В. 1
| B024 | Настрачивание кружева | 
| LZ-1280 | ||
| B051 | Настрачивание полоски материала (тесьмы) | 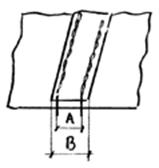
| А В 12, 7 17 9, 5 15 7, 9 12 6, 4 10 5, 6 9 4, 8 8 | MH-380 | |
| Q017 | Настрачивание кружева | 
| LZ-1280 LZ-1286 | ||
| B030 | Расстрачивание шва, прокладывая тесьму | 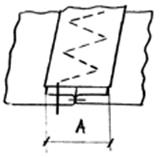
| A=9 | LZ-1286 |
|
|
|
Таблица В. 2 – Перечень средств малой механизации и оборудования, применяемых для обработки корсетных изделий, фирмы “OSAKA” (Япония)
| № пп | Марка приспособления | Назначение | Графическое изображение шва | Параметры, мм | Класс машины |
| А-5 | Обработка бретелей | 
| А | ||
| A5B | Окантовывание срезов полоской материала | 
| A | ||
| A30 | Соединение деталей двойным швом | 
| A 3, 2 4, 8 | ||
| A417A | Обработка верхних и нижних срезов | 
| A 3, 2 4, 8 6, 4 8, 0 9, 5 | 112W | |
| A417B | Соединение деталей | 
| A 3, 2 4, 8 6, 4 8, 0 9, 5 | 112W |
Продолжение таблицы В. 2
| A41 | Настрачивание полоски материала | 
| A 3, 2 4, 8 6, 4 8, 0 9, 5 | 112W | |
| A44 | Соединение деталей | 
| A 6, 4 8, 0 9, 5 12, 7 15, 9 | 112W | |
| A72B | Обработка верхних и нижних срезов | 
| A |
Таблица В. 3 – Перечень оборудования, применяемого для обработки корсетных изделий, фирмы “RIMOLDI” (Италия)
| Класс машины | Графическое изображение шва | Параметры |
| GX1-17-2WD-02 GX1-17-2WD-03 | 
| 4, 5 3, 5 |
| GX3-17-2WD-02 GX3-17-2WD-03 | 
| 4, 5 3, 5 |
| GX1-34-2WR-25 GX1-34-2WR-26 GX1-34-2WR-43 | 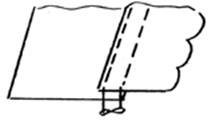
| 3, 5 4, 5 3, 0 |
| GX3-34-2WR-25 GX3-34-2WR-26 GX1-34-2WR-43 | 
| 3, 5 4, 5 3, 0 |
| GX1-34-2WR-35 | 
| 3, 5 |
| GX3-34-2WR-35 | 
| 3, 5 |
Таблица В. 4 – Перечень средств малой механизации, применяемых для обработки корсетных изделий, фирмы “CF” (Италия)
| Класс приспособления | Графическое изображение шва | Параметры |
| G0160 | 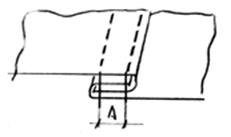
| 4, 8 6, 4 |
| G0165 | 
| 0-15 |
| G0173 | 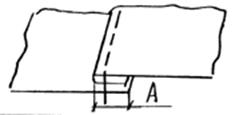
| |
| G0209 | 
| 10-20 |
| G1046SET | 
| |
| G0147SET | 
| 3, 5 4, 0 4, 5 5, 0 6, 0 |
Продолжение таблицы В. 4
| G0401SET | 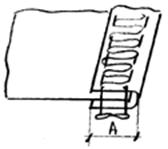
| 7, 5 12, 5 |
| G0269SET | 
| |
| G0290 | 
| 22, 5 |
| G0300 | 
| |
| G0321 | 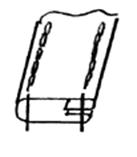
|
Продолжение таблицы В. 4
| G0376 | 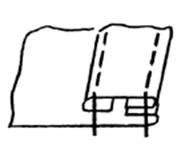
| |
| G0445SET | 
|
СОДЕРЖАНИЕ
| Раздел 3. Особенности обработки корсетных изделий............................... | |
| Тема 3. 1. Общие сведения о корсетных изделиях, их ассортимент и применяемые материалы............................................................................. …….. | |
| Тема 3. 2. Особенности обработки изделий бюстгальтерной группы........ | |
| Тема 3. 3. Особенности обработки корсетных изделий поясной группы... | |
| Тема 3. 4. Особенности обработки комбинированных корсетных изделий | |
| Литература...................................................................................... …………… | |
| Приложение А............................................... ………………………………… | |
| Приложение Б………………………………………………………………… | |
| Приложение В………………………………………………………………… |
|
|
|
|
|
|
