 |


Рисунок 39. В изделиях из тканей тесьму-«молнию» накладывают лицевой стороной на лицевые стороны основных деталей и притачивают к срезам застежки с последующим ее отгибанием ее на изнаночную сторону изделия (рис
|
|
|
|
Рисунок 39
Обработка застежек на металлические крючки и петли осуществляется также, как данный вид застежки в изделиях бюстгальтерной группы (рис. 30, 31). Для предотвращения самопроизвольного растегивания крючков и петель в верхней части застежки при настрачивании тесьмы с крючками вкладывают петлю из ткани или тесьмы, а с другой стороны застежки пришивают пуговицу.
Обработка застежки на тесьму-“молнию”. Данный вид застежки обрабатывают в зависимости от модели в боковом или среднем шве изделия. Боковые или средние срезы изделия стачивают лилии разметки, определяющей нижний конец застежки.
В изделиях из тканей тесьму-«молнию» накладывают лицевой стороной на лицевые стороны основных деталей и притачивают к срезам застежки с последующим ее отгибанием ее на изнаночную сторону изделия (рис. 40а). Правую сторону застежки обрабатывают двумя строчками: первая - на расстоянии 2 мм от шва притачивания тесьмы, вторая строчка прокладывается с изнаночной стороны на расстоянии 1 мм от внутреннего края тесьмы-“молнии” (рис. 40а). Левую сторону застежки обрабатывают двумя строчками, одновременно подкладывая с изнаночной стороны полоску хлопчатобумажной ткани, которая закрывает внутренний край тесьмы-“молнии” на 5 мм. Длина полоски должна быть равной длине застежки. Верхний и боковые срезы полоски обметывают на специальной машине, нижний срез подгибают внутрь на 5 мм и настрачивают, одновременно закрепляя нижнюючасть правой стороны застежки до начала тесьмы-“молнии”. Первая строчка прокладывается с лицевой стороны на расстоянии 1-2 мм от сгиба основной детали верха, а вторая сточка - на расстоянии 1 мм от внутреннего края тесьмы-“молнии” (рис. 40а).
|
|
|
В изделиях из эластичных материалов срезы застежки вначале обметывают на специальной машине и стачивают до линий разметки. Тесьму настрачивают на подогнутые срезы застежки на расстоянии 7 мм от подогнутых краев. Внутренние края тесьмы настрачивают на расстоянии 1 мм от края тесьмы. Под левую сторону застежки подкладывают полоску ткани, обметанную ранее с трех сторон (рис. 40б).

а б
Рисунок 40
Обработка чулкодержателей
Чулкодержатели изготовляют из эластичной подвязочной ленты, продетой в отверстие зажима для чулок. Чулкодержатели могут быть съемными или несъемными, с одинарной или двойной эластичной лентой, с регулировкой или без регулировки длины ленты. Эластичную ленту нарезают по длине в зависимости от модели.
При обработке чулкодержателей с одинарной эластичной лентой нижний конец ее продевают в отверстия зажима для чулок, срез подгибают на 7 мм и застрачивают на машине челночного стежка (рис. 41а) или застрачивают швом вподгибку с открытым срезом на машине зигзагообразного стежка (рис 41б).
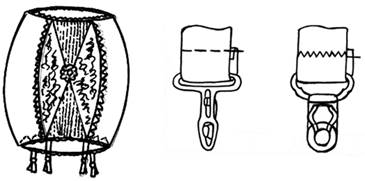
а б
Рисунок 41
Изготовленные чулкодержатели притачивают к нижнему срезу изделия (пояса, полукорсета, корсета, грации и др. ) предварительно перед обработкой нижнего среза или вкладывают верхние концы эластичной ленты при обработке нижних срезов.
В съемных чулкодержателях второй конец чулкодержателей эластичной подвязочной ленты продевают в специальный крючок и закрепляют его швом вподгибку с закрытым или с открытым срезом. Также при съемном чулкодержателе можно подвязочную ленту соединить с крючком для крепления чулкодержателя, продев ее в соответствующее отверстие, а заготовленный крючок вкладывается при обработке нижних срезов.
|
|
|
Обработка верхних и нижних срезов
В изделиях без подкладки верхние и нижние срезы обрабатывают обтачкой на одно- и двухигольной машине обтачными и накладными швами (рис 42 а, б). При обработке нижнего среза вкладывают эластичные ленты или петли для держания чулок.

а б
|
|
|
