 |


Периодическая прокатка труб на роликовых станах ХПТР
|
|
|
|
В конце 50-х годов в нашей стране во ВНИИметмаше под руководством В. В. Носаля и В. А. Вердеревского был разработан способ периодической прокатки роликами (рис. 32) тонко- и особотонкостенных труб диаметром 4,0—120 и толщиной стенки 0,03—3,0мм.
Заготовка 1 (рис. 33) деформируется на цилиндрической оправке 2 роликами 3, ручей которых выполнен постоянным радиусом. Кольцевой зазор при прямом ходе рабочей клети из положения I в положение II уменьшается: цапфы ролика катятся по опорной планке 4, высота которой нарастает по ходу прокатки, и ролики, постепенно приближаясь к оправке, обжимают заготовку по диаметру и толщине стенки. Поворот и подача трубы происходят одновременно при заднем положении клети.
Общая относительная деформация трубы за один проход 80—85 % в стане ХПТР достигается в основном за счет уменьшения толщины стенки, так как по диаметру труба может быть уменьшена только на 2—4 мм.
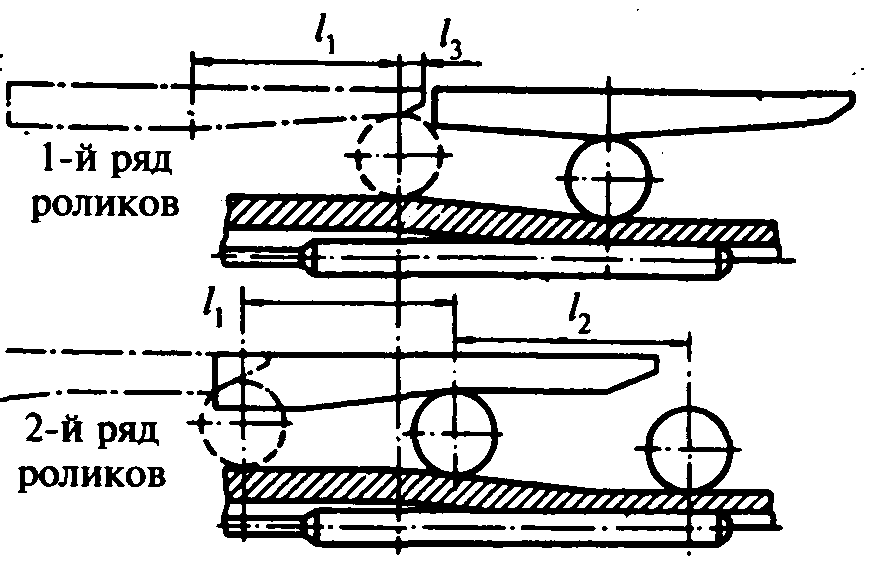
Рис. 32. Схема поочередной двухрядной прокатки на стане ХПТР
Станы ХПТР обеспечивают получение труб с высоким классом чистоты поверхности (4—6), малыми допусками по толщине стенки (±5  ±10 %) и отношением диаметра к толщине стенки 150: 1.
±10 %) и отношением диаметра к толщине стенки 150: 1.
Рабочая клеть стана ХПТР (рис. 34) принципиально отличается от конструкции рабочей клети стана ХПТ. Она представляет сварную конструкцию 3, называемую кареткой, в которой смонтирована толстостенная труба-втулка 10 с гнездами для установки клиньев 13 и опорных планок 5 и 12. В трубу-втулку помещен сепаратор 14 с тремя или четырьмя роликами 11, которыми на оправке 4 осуществляется деформация трубы 2.
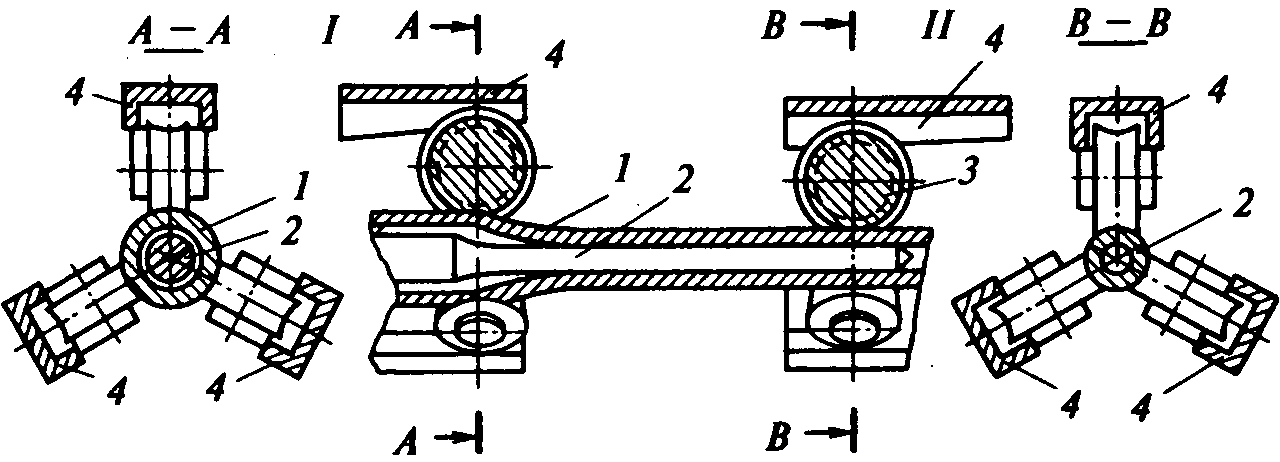
Рис. 33 Схема прокатки труб на роликовом стане ХПТР (I — переднее и II — заднее положение клети):
1 — трубная заготовка; 2 — центральная оправка; 3 — ролики; 4 — опорные планки
|
|
|
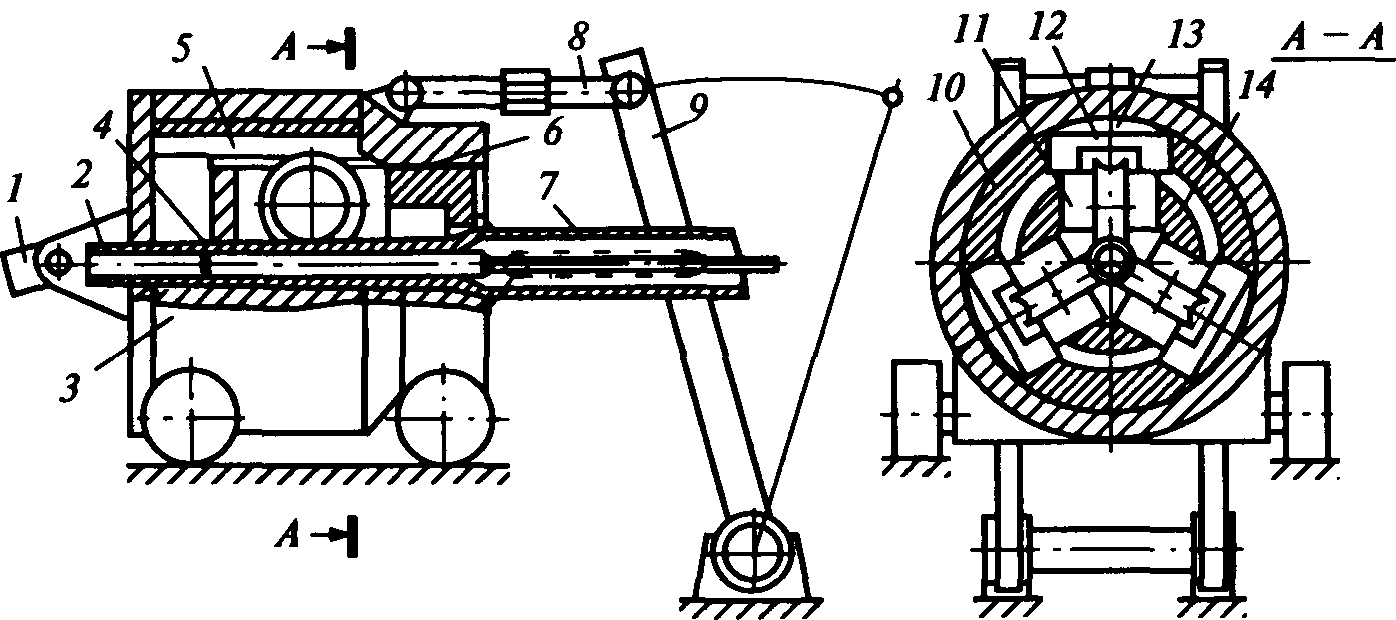
Рис. 34. Рабочая клеть стана ХПТР 30-60 (описание в тексте)
Хвостовик сепаратора пропущен через ползун 6, скользящий по внутренней поверхности трубы-втулки. Сепаратор и каретка тягами 7 и 8 соединены с кулисой 9, которая совершает качательные движения от шатунов 1 кривошипно-шатунного механизма. Шатуны могут крепиться и непосредственно к каретке (см. рис. 34). Точки крепления тяг сепаратора и каретки размещены на кулисе так, чтобы линейная скорость каретки примерно в два раза была больше скорости сепаратора. В результате этого при возвратно-поступательном движении рабочей клети опорные планки и ролики двигаются относительно друг друга. Так как высота планки увеличивается по ходу движения роликов при движении клети вперед, то они сближаются и обжимают заготовку на оправке. По направляющим станины клеть перемещается на бегунках или ползунах. Цапфами ролики опираются на направляющие планки, рабочая поверхность которых имеет специальный профиль.
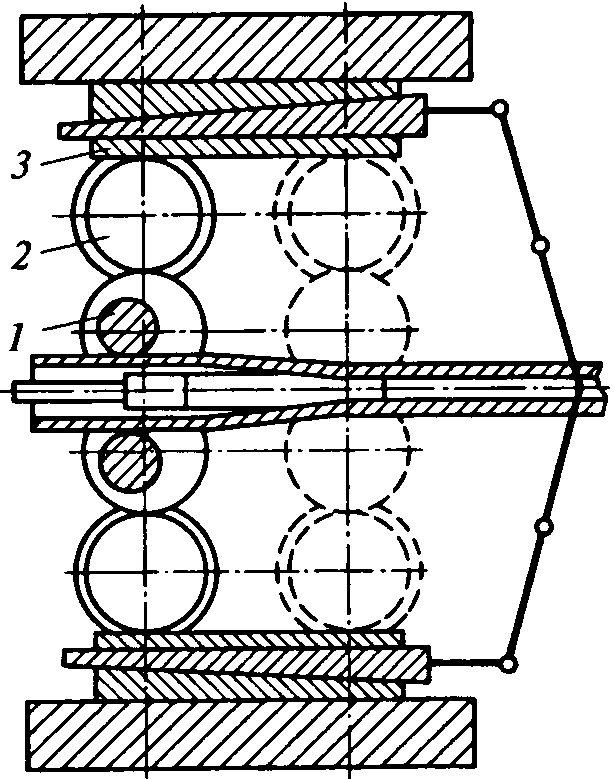
Рис. 35. Схема стана холодной прокатки труб с неподвижной станиной и опорными валками (описание в тексте)
При холодной прокатке труб больших размеров, в том числе многониточной прокатке как в отечественной, так и в зарубежной практике используются рабочие клети с неподвижной станиной (рис. 35). В этом случае возвратно-поступательное движение совершают закрепленные в кассете рабочие валки при помощи шатунов приводного механизма. При использовании клетей этого типа масса подвижных частей, совершающих возвратно-поступательное движение, уменьшается в три раза. Для повышения точности параметров труб большого диаметра в рабочей клети кроме рабочих валков дополнительно устанавливают опорные валки. Клеть (см. рис. 35) предназначена для одновременной прокатки трех и более труб диаметром 31— 39 мм со скоростью 100 двойных ходов в мин. В подвижной кассете размещены два рабочих 1 и два опорных 2 валка. Усилие прокатки воспринимается неподвижной станиной через опорные направляющие 3. Рабочие валки имеют несколько кольцевых калибров в соответствии с числом ниток. Рабочие и опорные валки связаны между собой зубчатыми колесами, которые находятся в зацеплении с неподвижными рейками, установленными на станине.
|
|
|
|
|
|
