 |


Качественные показатели часовых масел
|
|
|
|
| Показатели | Нормы по маркам масел | Методы проверки | ||||
| МБП-12 | МЗП-6 | МЦ-3 | РС-1 | С-3 | ||
| Вязкость кинематическая при 50° С в пределах...... | 19-22 | 23-26 | 27—30 | при 70° 15-19 | ГОСТ 33-53 | |
| Отношение кинематической вязкости при 20° С к кинематической вязкости при 50° С (не более)..... | 3,2 | 3,4 | 3,5 | ГОСТ 33-53 | ||
| Кислотное число в мг КОН на 1 г масла (не более)..... | 0,18 | 0,18 | 0,18 | 0,80 | 0,15 | ГОСТ 5985-51 |
| Испаряемость, % (не более)..... | 0,20 | 0,20 | 0,10 | Отсутствует | — | ГОСТ 7934-56, раздел I |
| Растекаемость, % (не более)..... | 0,5 | 0,5 | 0,5 | Отсутствует | — | ГОСТ 7934-56, раздел II |
| Температура застывания, град, (не выше) | —20 | —20 | -15 | — | —45 | ГОСТ 1532-42 |
При пользовании часовыми-маслами следует обращать внимание на упаковку и соблюдать правила хранения. Масла должны применяться только свежие.
Для особо мелких часовых механизмов типа женских наручных часов «Заря» разрабатываются новые маловязкие часовые масла марок МЧМ-3, МЧМ-4, МЧМ-6.
ШЛИФУЮЩИЕ И ПОЛИРУЮЩИЕ МАТЕРИАЛЫ
Часовые детали в условиях ремонтной мастерской шлифуют корундовыми, карборундовыми и микрокорундовыми камнями различной зернистости.
Процесс тонкой шлифовки осуществляется на специальном доводочном камне — микрокорунде. Обычно его называют оселком, или элыптейном.
Шлифуют также и наждачной пастой следующего состава (%).
Сорт А (для 8 — 9-го классов чистоты поверхности)
наждак (зернистость 28 мк) 64
стеарин 36
Сорт Б (для 9 — 10-го классов чистоты поверхности)
наждак (зернистость 20 мк) 95
свиное сало (смалец) 2,5
керосин 2,5
Полируют часовые детали пастами из окиси хрома следующего состава (%).
Сорт А (для 11 — 12-го классов чистоты поверхности)
|
|
|
окись хрома (зернистость 3,5 мк) 67
стеарин 13
парафин 13
олеиновая кислота 5
графит 0,2
техническое сало 1,8
Сорт Б (для 12 — 13-го классов чистоты поверхности)
окись хрома (зернистость 3,5 мк) 60
стеарин 13
олеиновая кислота 5
графит 0,2
керосин 20
Для более чистой и точной доводки и полировки (14-й класс) применяют пасту из диамаитина следующего состава (%).
диамантин (лейко-сапфир или монокорунд)
зернистостью 3,5 мк 75
пчелиный воск 25
МОЮЩИЕ ВЕЩЕСТВА И РАСТВОРЫ
Для мойки деталей часов применяют следующие вещества: толуол, бензин, бензол, эфир, спирт-ректификат и различные растворители.
При механической мойке деталей применяют раствор следующего состава (при расчете на 1 л):
зеленое мыло, г 100
спирт-ректификат, г 100
аммиак десятипроцентный, см3 100
щавелевая кислота, г 2
дистиллированная вода (теплая) — остальное
Щавелевую кислоту растворяют отдельно в теплой дистиллированной воде. Также отдельно растворяют зеленое мыло. Затем весь состав соединяют в стеклянной или эмалированной посуде и взбалтывают. Перед применением состав подогревают до температуры 30 — 40° С и взбалтывают.
РАЗНЫЕ ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Помимо перечисленных материалов, при ремонте часов применяют следующие вспомогательные материалы:
а) клей шеллак — для закрепления камней (лалет и эллипса) и блокировки плоских деталей и винтов при шлифовке и полировке;
б) цапон-лак (раствор нитроцеллюлозы в бутилацетате для покрытия часовых деталей внешнего оформления в качестве защиты от коррозии);
в) деревянные палочки различных видов (путцгольцы) для чистки отверстий и выемок в деталях часовых механизмов;
г) стержни, получаемые из сердцевины бузины, — для чистки цапф осей и трибов после полировки;
д) папиросная бумага — для чистки и сушки отдельных деталей часов, а также для завертывания особо чувствительных к грязи деталей (циферблатов, осей баланса, волосков и др);
|
|
|
е) замша — для чистки и протирки деталей;
ж) белый или цветной лак — для проклейки стекла;
з) набор шайб из фольги — для балансировки баланса;
и) латунная фольга и пергаментная бумага — для прокладок при установке циферблата.
ВИДЫ ОБРАБОТКИ МЕТАЛЛОВ И ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ
Обработка резанием. Сущность процесса резания состоит в том, что режущий инструмент — грабштихель или резец, имеющий вид клина, под действием внешней силы входит в материал обрабатываемой детали и срезает верхний слой его. Для обточки крупных деталей пользуются толстым грабштихелем, а для обточки мелких и тонких деталей — тонким грабштихелем (рис. 51),

Рис. 51. Грабштихели (ручные резцы) различной толщины с правильными углами заточки
Скорость резания зависит от материала, а, как правило, материал неодинаков: в одном случае он тверже, а в другом — мягче. Поэтому в отдельных случаях требуется термическая обработка материала. Если стальная заготовка не поддается обточке или поддается тяжело, ее отпускают до светло-синего цвета.
Кроме того, скорость резания зависит от материала грабштихеля и его твердости. Грабштихель должен быть тверже обрабатываемого материала и от повышения температуры во время обточки не должен терять своей твердости.
Скорость резания и чистота обработки во многом зависят от правильной заточки режущей части грабштихеля (рис. 52), а также от правильной установки грабштихеля «а токарном станке. Режущая часть грабштихеля должна находиться на оси (в центре) обрабатываемой детали (рис. 53). Концы обрабатываемой детали, находящейся в спицах станка, нужно чаще смазывать маслом.
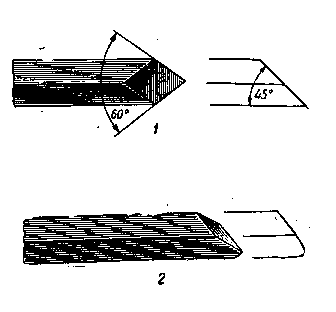
Рис. 52. Заточка грабштихеля:
1 — правильная; 2 — неправильная
Если во время обработки металла стружка идет длинная и завивается, это значит, что грабштихель острый, правильно заточен и хорошо установлен.
Во время работы грабштихель затупляется, и его необходимо затачивать на камне. После заточки необходимо снять заусенцы с его режущих ребер точильным бруском.
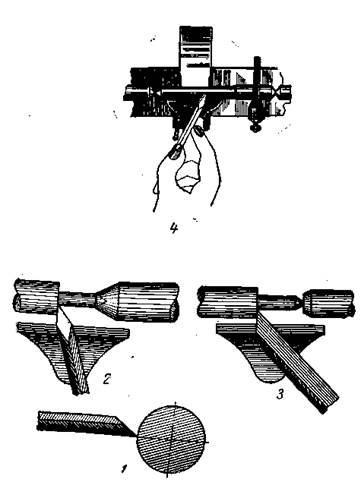
Рис. 53. Правильная установка резца грабштихеля:
1 — грабштихель находится в центре обрабатываемой детали; 2 — граб-1 штихель — на подручнике; обработка детали правой режущей кромкой; 3 — обработка детали левой режущей кромкой; 4 — положение грабштихеля во время обточки детали
|
|
|
Контроль размеров и измерительный инструмент. Прежде чем перейти к определению размеров, например новой оси баланса, заводного валика и других деталей, необходимо выяснить, каким инструментом и каким способом следует производить измерение. Нередко.мастер притачивает деталь по месту, а в лучшем случае использует только кронциркуль и нутромер.
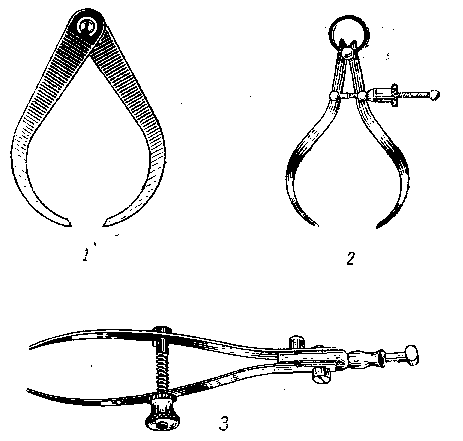
Рис. 54. Три типа кронциркуля: 1 — простой; 2 — пружинный; 3 — эластичный

Рис. 55. Три типа нутромера: 1 — простой; 2 — пружинный; 3 — эластичный
Кронциркули и нутромеры служат для измерения линейных размеров с последующим их отсчетом по масштабной линейке. Кронциркули (рис. 54) и нутромеры (рис. 55) бывают простые и пружинные. Преимущество пружинных заключается в том, что их ножки разводят не непосредственно рукой, а с помощью винта и гайки. Наружные размеры измеряются кронциркулем, а внутренние — нутромером. Различие между кронциркулем и нутромером состоит только в форме их ножек.
Ножки кронциркуля и нутромера вращаются в шарнире с некоторым (не очень большим) трением, не спадая после замера.
При измерении детали кронциркулем или нутромером берут инструмент правой рукой за шарнирную часть и раздвигают ножки приблизительно на проверяемый размер. Затем легкими ударами сближают ножки так, чтобы оли прикасались губками к поверхности измеряемой детали без качки и без просвета. При этом инструмент надо держать строго перпендикулярно к оси измеряемой детали.
После снятия размера с детали кронциркуль или нутромер осторожно прикладывают к масштабной линейке так, чтобы одна ножка упиралась в торец линейки. Слегка поддерживая эту ножку мизинцем левой руки, накладывают вторую ножку на линейку и отсчитывают полученный размер. При наружных измерениях удобно пользоваться швейцарской десятичной меркой, у которой размерная линейка находится на самом циркуле (рис. 56).
|
|
|
Высокая точность определения размеров обрабатываемых деталей требует применения более точного измерительного инструмента, например штангенциркуля. Наиболее удобно пользоваться штангенциркулем «Колумбус» (рис. 57).
Штангенциркуль «Колумбус» снабжен нониусной шкалой. На движке в вырезе со скошенными краями внизу нанесено 10 рисок. Первая риска слева на нониусе считается нулевой риской. Деления на штанге 1 и мониусе 9 нанесены так, что когда ножки 4 — 5 штангенциркуля сдвинуты плотно, нулевая риска нониуса точно совпадает с нулевой риской штанги, а десятое деление нониуса — с девятой риской штанги. Если при передвижке ножки 4 нулевая риска прошла несколько дальше цифры 5, значит размер данной детали более 10 мм; чтобы определить, на какую величину этот размер больше 10 мм, смотрят, с какой риской на штанге лучше всего совпадает нулевая риска нониуса 9. И затем отсчитывают, сколько рисок на штанге после 10 мм. Если при подсчете оказалось, что нулевая риска нониуса 9 прошла вперед на шесть рисок, подсчитанных на штанге 1, значит измеряемая деталь имеет размер 10,6 мм.

Рис. 56. Швейцарская десятичная мерка
Во время измерения достаточно, чтобы губки штангенциркуля плотно подошли к измеряемой детали, но не следует их прижимать с большим усилием.
Если ножки (4 — 5) плотно прилегают одна к другой и нулевые линии (риски) совпадают одна с другой совершенно точно, без просвета по всей их длине, значит штангенциркуль исправен.
Чтобы штангенциркуль был в полной исправности, следует держать его в кожаном или брезентовом футляре. Его нельзя бросать, держать вместе с другими инструментами, так как неосторожный, хотя бы легкий удар по рабочей части ножек может его повредить.
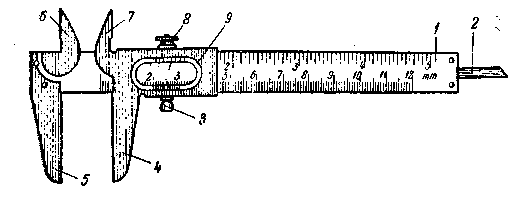
Рис. 57. Штангенциркуль «Колумбус»:
1 — основная линейка; 2 — выдвижная линейка-нутромер- 3 — головка для передвижки ножки; 4 — ножка передвижная; 5 — ножка непередвижная- 6 — левая острая ножка; 7 — правая острая ножка; S — гайка для закрепления ножки; 9 — вырез с нониусом
Опиловка и полировка-цапф. Для доводки и исправления цапф осей служат мелкий бархатный.напильник, а для полиров-ки — воронило. Каждый из указанных инструментов имеет две рабочие стороны. Одна сторона, с прямыми острыми углами, предназначается для доводки, исправления и полировки цапф трибов и других деталей с прямыми основаниями, другая, овальная, — для доводки, исправления и полировки цапф оси баланса.
Во время работы воронило смазывают маслом. Чтобы масло не окатывалось, на ворониле делают мельчайшую насечку, проводя воронилом по наждачной бумаге.
Шлифовка и полировка винтов и плоских деталей. Стальные детали (винты, пружины и др.) шлифуют на матовом стекле, покрытом мелким наждачным порошком с маслом. Можно также шлифовать на специальном мелкозернистом камне.
|
|
|
При шлифовке и полировке винтов их закрепляют в специальном пинцете (рис. 58).
Ремонтуарные колеса с углублениями закрепляют шеллаком в специальной державке и шлифуют на токарном станке, вращающемся в одну сторону. Колесо шлифуют палочкой, на которую набирают наждачный порошок, смешанный с маслом; полируют также палочкой, на которую набран диамантин с маслом или крокус с маслом.
Окончательную отделку детали получают при полировке мягкой кожей или замшей с незначительным количеством крокуса.
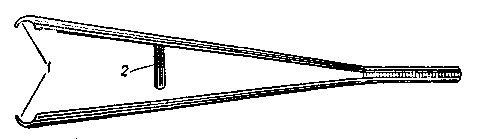
Рис. 58. Пинцет для шлифовки и полировки винтов:
1 — паз в пинцете для удержания винта; 2 — направляющий штифт с отверстием на противоположной стороне для устойчивости пинцета

Рис. 59. Приспособление для шлифовки — наждачная бумага «двух-нолька», наклеенная на деревянную пластинку
Шлифуют также очень мелкой наждачной бумагой, наклеенной столярным или другим клеем на деревянную дощечку (рис. 59).
Нарезание резьбы. Для нарезания наружной резьбы пользуются плашками или винтовальной доской. Чтобы нарезать винт или наружную.резьбу (например, на заводном валике), надо взять материал, диаметр которого был бы несколько больше диаметра данной детали.
Место нарезаемой резьбы обильно смазывают маслом. Если нарезаемая деталь вращается туго, то ее следует медленно поворачивать то в одну, то в другую сторону. Конец нарезаемой детали делают коническим, что облегчает начало нарезания резьбы. После нарезания конус стачивают. Внутреннюю резьбу нарезают метчиком, который делают с тремя или четырьмя канавками, если позволяет толщина метчика. Конец метчика затачивают на небольшой конус (рис. 60).
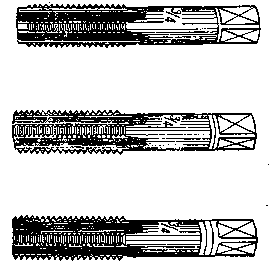
Рис. 60. Метчики для нарезания резьбы
В винтовальной доске должно быть два ряда отверстий с одинаковой резьбой. Один ряд — для предварительной, а другой для окончательной нарезки резьбы (рис. 61).

Рис. 61. Винтовальная доска:
|
|
|
