 |


Винт для установки расстояния между цапфами оси баланса; 2 — линейка для определения биения обода баланса или колеса
|
|
|
|
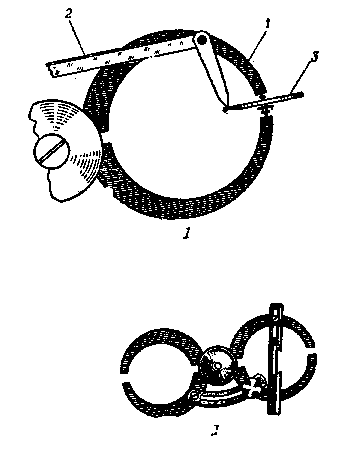
Рис. 86. 1 — специальный циркуль (восьмерка) для проверки биения баланса и колес:
1 — циркуль; 2 — линейка; 3 — баланс; II — циркуль с линейкой, закрепленной винтом
1. Ангренаж-машину (рис. 84). Баланс устанавливается в ан-гренаж-машине на цапфах.
2. Специальный циркуль с приспособлениями для проверки баланса в обоих случаях (рис. 85), т. е. на плоскостное и радиальное биение.
3. Циркуль (рис. 86) применяется для проверки баланса только на биение по плоскости. На двух внутренних плоскостях циркуля высверлены или раззенкованы отверстия разных размеров. Держа циркуль в ладони левой руки, плотно приложив линейку с остроугольным выступом к боковой стенке циркуля и придерживая его большим пальцем, устанавливают выступ линейки ближе к поверхности баланса.
4. Станок для проверки баланса по плоскости (рис. 87), закрепляющийся в тисках. Проверка баланса во всех случаях производится медленным поворотом баланса и наблюдением просвета между остроугольным выступом линейки и ободом.
Выравнивание и уравновешивание баланса. Погнутый баланс нужно начинать выравнивать с перекладины, которую поднимают или опускают так, чтобы весь обод баланса лежал в одной плоскости. Одновременно нужно проверить зазоры между ободом баланса и окружающими его в часах деталями.

Рис. 87. Специальной станок для проверки баланса
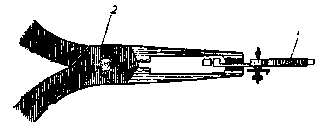
Рис. 88. Инструмент для правки баланса:
1 — баланс; 2 — плоскогубцы для правки баланса
Для выравнивания баланса рекомендуются следующие специальные инструменты и приспособления, которые мастер сам может изготовить в мастерской.
1. Плоскогубцы (рис. 88). Рабочие плоскости концов плоскогубцев должны быть гладко отшлифованы.
|
|
|
2. Оправка-подставка из дерева твердой породы с гладкой рабочей поверхностью, с отверстием для двойного ролика. На оправку кладут перекладину баланса и с небольшим нажимом выправляют ее пуансоном (рис. 89).
При правке обода баланса по плоскости, во избежание вмятин, не следует обод баланса сжимать концами пинцета. В одном случае его правят широкой боковой плоскостью пинцета, в другом — тупым латунным пинцетом. Лучше всего баланс выравнивать пальцами, так как при этом устраняется опасность образования вмятин. Если необходимо выправить баланс по радиусу, рекомендуется применять приспособление, указанное на рис. 90; при этом нажимать на упоры следует осторожно, чтобы не лопнул обод баланса.
Для правильного хода часов и точности показаний времени во всех их положениях большое значение имеет уравновешенность и точная балансировка баланса.
Уравновешивается баланс на перевес-машинке, т.е. на двух паралельных ножевых опорах, изготовленных из стали или агата (рис. 91). На этих опорах цапфами оси свободно ставят баланс так, чтобы он мог легко вращаться.
Если баланс в какой-либо части обода утяжелен, он опустится центром тяжести вниз, если баланс уравновешен точно, он будет занимать положение безразличного равновесия, то есть будет либо неподвижен, либо медленно и равномерно вращаться в том или ином направлении.
Но прежде чем приступить к уравновешиванию баланса, следует проверить состояние его деталей, например, не согнуты ли цапфы (если согнуты — выправить их), хорошо ли закреплены винты баланса (если слабо закреплены — завернуть), если на балансе и в шлицах его винтов есть грязь и масло, баланс необходимо тщательно почистить.
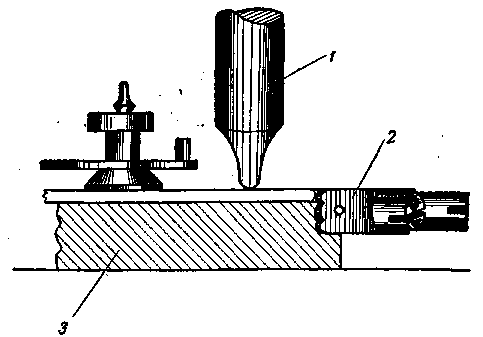
Рис. 89. Способ выравнивания баланса: 1 — пуансон; 2 — баланс; 3 — деревянная подставка
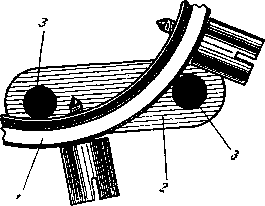
Рис. 90. Выравнивание баланса по радиусу:
1 — баланс; 2 — металлическая пластинка; 3 — упоры, туго закрепленные на пластинке
|
|
|
Рис. 91. Перевес-машинка для проверки уравновешенности баланса

Рис. 92. Облегчение винтов баланса: 1 метод опиловки; 2 метод зенковки
При уравновешивании баланса зенкуют голювки более тяжелых винтов обода (рис. 92) или соответственно заменяют, подбирая более легкие или тяжелые головки.
Смену винтов производят в диаметрально противоположных частях баланса. Если центр тяжести баланса оказался между двумя винтами, их спиливают или одинаково зенкуют. В исключительных случаях допускается опиловка головок винтов баланса с нижней стороны. Чтобы утяжелить винты, под них подклады-вают шайбы из фольги. В обоих случаях следует тщательно проследить, чтобы головка винта не касалась балансового моста (рис. 93).
Для предохранения волоска от повреждения и создания удобства в pa-боте с балансом рекомендуется специальное приспособление (рис. 94), которое может быть изготовлено самим мастером. Подвешивая мост балансом, мастер получает свободный доступ к любому винту и легко заменяет винты и ставит шайбы. Для облегчения работы по отвинчиванию и завинчиванию винтов баланса рекомендуется применять клюбку (рис. 95).
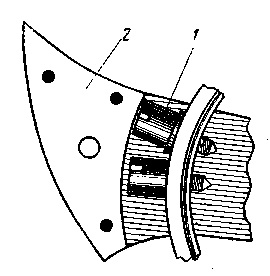
Рис. 93. Винт баланса с шайбой:
1 — головка винта баланса касается боковой поверхности моста, 2 — мост баланса
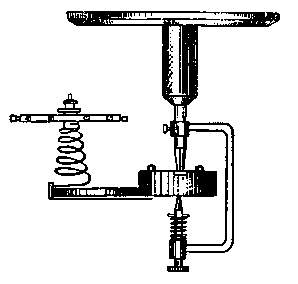
Рис. 94. Приспособление для подвешивания моста с узлом баланса
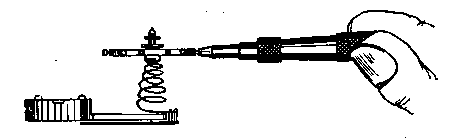
Рис. 95. Клюбка для завинчивания и отвинчивания винтов баланса
Подбирая при необходимости новый баланс, следует руководствоваться размерами старого баланса, если же баланс утерян — размерами площади моста, которая определяет размеры баланса, и упругостью спирали.

Рис. 96. Пинцет для выравнивания цапф
Погнутость цапфы оси. Ее выравнивают специальными пинцетами (рис. 96). При этом нельзя гнуть цапфу в обратную сторону, а следует слегка сдавливать ее пинцетами, сжимая и разжимая их несколько раз, пока цапфа не выровняется. После выравнивания цапфу нужно обязательно отполировать на цапф-машине.
Вставка цапфы. Под поломкой оси подразумевается чаще всего поломка в балансе или трибе нижней или верхней цапфы или обеих цапф. При отсутствии новой оси или триба можно вставить только цапфу. Ту часть оси или триба, в которую нужно поставить цапфу, вставляют в трубку из красной меди и подогревают до красна для отпуска, затем точильным камнем на месте сверления отверстия для цапфы делают небольшую плоскость. Отверстие сверлят на специальной сверлильной машинке (рис. 97). Деталь в центры машинки должна вставляться сравнительно свободно, но без излишнего качания. Перед сверлением подбирают спицу сверлильной машинки так, чтобы уступ оси слегка входил во внутренний конус.
|
|
|
Во время сверления не нужно сильно нажимать на сверло, особенно вначале, так как при этом сверло или уйдет в сторону от центра, или затупится, загортует место сверления и не будет сверлить.
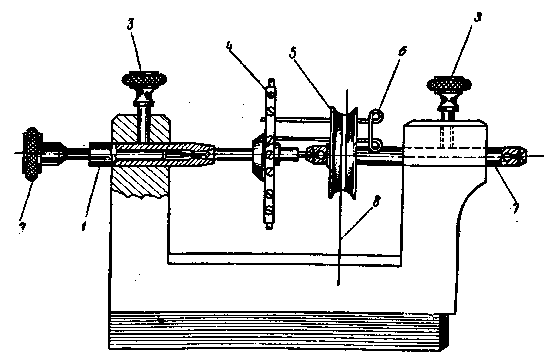
Рис. 97. Машинка для сверления:
1 — передний центр; 2 — державка со сверлом; 3 — винты, закрепляющие центры; 4 — баланс; 5 — ролик; 6 — поводок; 7 — задний центр; 5 — шелковая нитка смычка
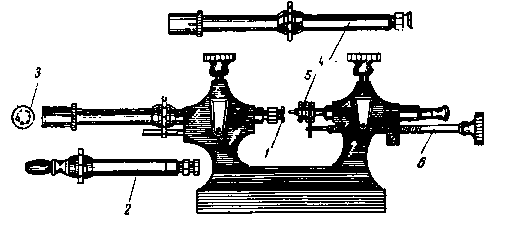
Рис. 98. Цапф-машина (станок для обработки цапф):
1 — центр с канавками для заточки и полировки цапф; 2 — центр для цапф секундного колеса; 3 — центр с канавками для заточки и полировки пятки цапф; 4 — центр для цапф средней толщины; 5 — поводок; 6 — винт, передвигающий поводок
В начале сверления ролик с закрепленной на нем деталью вращают медленно, и только когда сверло немного углубится, вращение можно ускорить.
Во время сверления сверло рекомендуется поворачивать вокруг своей оси, что способствует выходу стружек из отверстия и предупреждает возможность заедания сверла. При сверлении необходимо сверло периодически вынимать из отверстия для выбрасывания стружек и смазывания маслом рабочей части сверла. Глубина отверстия должна быть в полтора-два раза больше длины цапфы. После сверления деталь надо промыть в бензине. Для сверления.мастер сам может изготовить перовое сверло.
Цапфу изготовляют из кусочка тонкой рояльной струны и, слегка опилив ее на конус, вставляют от руки в отверстие хотя бы до половины. Затем осторожно вставляют деталь в отверстие наковальни и ударяют молоточком по ручным тисочкам, в которых закреплена струна. Лишний конец струны отрезают кусачками, оставляя конец, равный длине цапфы с некоторым припуском. Затем при помощи мелкозернистого камня (эльштейна) шлифуют и полируют пятку цапфы, поворачивая как ось, так и камень из стороны в сторону. Потом цапфу обтачивают на спице цапф-машины (рис. 98).
|
|
|
Следующая операция — доводка цапфы по диаметру до надлежащего размера на спице цапф-машины бархатным напильником и полировка ворони лом (рис. 99). В спице цапф-машины имеется несколько канавок различной глубины. Цапфу укладывают в одну из них так, чтобы она выступала немного выше верхней плоскости спицы.
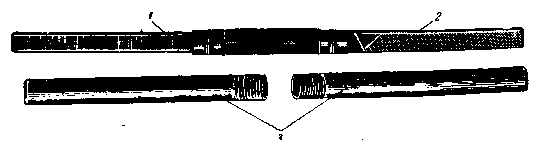
Рис. 99. Бархатный напильник и воронило:
1 — бархатный напильник; 2 — воронило (полирфайль); 3 — футляр
На рис. 100 показано правильное положение цапфы в канавке спицы и неправильное, где цапфа выступает значительно выше плоскости спицы. В последнем случае возникает опасность выпада детали, кроме того, противоположная цапфа в задней спице может сломаться.
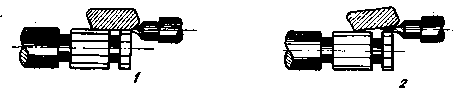
Рис. 100. Положение цапф на спине цапф-машины:
1 — правильное; 2 — неправильное
Доводят цапфу на цапф-машине не спеша. Мастер слегка на-, жимает «а цапфу в тот момент, когда он поворачивает баланс на себя при движении бархатного напильника от себя.
При окончательной доводке цапфы необходимо проверять ее по отверстию в камне, чтобы не сделать цапфу тоньше требуемого размера.
После окончательной доводки определяют высоту цапфы. Если цапфа окажется длинной, ее укорачивают точильным камнем, смазанным маслом: при этом пятку цапфы делают овальной и отполировывают воронилом.
Изготовление новой оси баланса. Наряду со вставкой цапфы в ось баланса, зачастую приходится изготовлять новую ось. Но раньше, чем перейти непосредственно к изготовлению оси баланса, следует провести ряд операций, обеспечивающих высокое качество узла баланса и связанных с ним деталей.
Рис. 101. Последовательность обточки оси баланса:
1 — заготовка отрезана от прутка; 2 — обточен уступ для посадки баланса; 3 — обточен уступ для посадки волоска; 4 — обточен уступ двойного ролика; 5 — обточены нижние и верхние шейки и цапфы
Вначале необходимо снять с моста баланса накладку и градусник, проверить состояние накладок и накладных камней, привести их в порядок. Затем нужно проверить место в платине, где монтируется мост баланса, и проверить сам мост, особенно там, где находятся ножки. Неровности следует зачистить мелким бархатным или полубархатным напильником или штихелем, но очень осторожно и аккуратно, чтобы не попортить гальваническое покрытие платины. Необходимо закрепить плотно мост на платине и проверить, не согнут ли он вверх или вниз; при необходимости выровнять его. Затем нужно проверить состояние нижних и верхних камней, а при необходимости заменить их, проверить состояние винтов накладок и их гнезда. И уже после всех проделанных вышеуказанных операций следует удалить старую ось баланса.
|
|
|
Рис. 103. Опускание двойного ролика пинцетом:
1 — пинцет; 2 — баланс; 3 — пуансон; 4 — катушка
Рис. 102. Пуансоны:
1 — р.абочая часть пуансона плоская для закрепления оси баланса на латунной перекладине; 2 — рабочая часть пуансона овальная для закрепления оси баланса на стальной перекладине
Удаление старой оси баланса. Эту операцию можно делать несколькими способами:
1) обточить на токарном станке нижнюю часть фаски запле-чика, на котором насажен двойной ролик так, чтобы не задеть перекладину баланса. После обточки баланс поставить на плоский гладкий пуансон с отверстием, закрепленный в тиски; и легким ударом молотка по оси выбить ее из баланса;
2) обточить верхнюю часть, т. е. место закрепления оси баланса. Обтачивать нужно медленно и аккуратно, чтобы не задеть перекладину баланса, а затем поставить баланс на наковальню (нитбанк) и, слегка ударяя молоточком по оси, выбить ее.
Для определения длины оси без цапф следует плотно закрепить мост баланса и измерить высоту нутромером, а для определения длины оси с цапфами определить наружный размер кронциркулем. Остальные размеры оси баланса мастер определяет обмером заменяемой (старой) оси.
Последовательность обточки оси баланса показана на рис. 101. Обычно дсь изготовляют из стали-серебрянки диаметром 2 — 2,5 мм.
Уступ оси, входящий в отверстие перекладины баланса, нужно обтачивать так, чтобы баланс плотно надевался от руки к доводился легким ударом молотка по пуансону. При этом отверстие в пуансоне должно быть немного больше диаметра уступа оси; пуансон внизу должен быть плоским.
Высота уступа должна быть немного больше толщины перекладины баланса.
Для закрепления оси в латунной перекладине баланса применяют пуанеон с плоским кон-, цом рабочей части 1 (рис. 102), а в стальной перекладине — пуансон с овальным концом 2. В обоих случаях ось закрепляют легкими ударами молотка по пуансону.
Уступ для колодки волоска должен иметь небольшой конус снизу вверх, чтобы колодку волоска можно было надеть без больших усилий.
Место для посадки двойного ролика также должно быть обточено немного на конус, чтобы ролик входил на ось плотно от руки и вплотную доходил до упора. Ролик доводят до конца уступа с некоторым усилием плоской боковой стороной пинцета (рис. 103).
Чтобы баланс и двойной ролик садились плотно на свои места, необходимо сделать неглубокую подточку (на рис. 101 подточка показана пунктиром). Основания цапф должны иметь овальную форму в виде раструба.
Обтачиваемые цапфы должны быть одинаковой длины, а диаметр цапф должен соответствовать отверстиям в камнях для цапф осей баланса. Обтачивают цапфы вчерне с припуском под шлифовку на токарном станке, а полируют на цапф-машине.
Спицы цапф-машины бывают двух видов (рис. 104) 1 — спица снабжена у самого края поверхности обратными центрами от 0,1 до 0,3 мм, это дает возможность обрабатывать тонкие цапфы, выдвигаемые из-за края спицы острым боком резца; 2 — спица, у которой у самого края поверхности имеются по окружности сквозные отверстия, в которые входит с очень малым люфтом.цилиндрическая шейка цапфы.
Рис. 104. Обточка цапф на цапф-машине:
1 — крепление цапфы на спице с наружной канавкой; 2 — крепление цапфы на спице со сквозными отверстиями
После изготовления и вставки оси баланса закрепляют нижнюю накладку, регулируют вертикальный люфт баланса и шлифуют камнем пятку цапфы. Далее, закрепив верхнюю накладку и градусник, еще раз окончательно проверяют вертикальный люфт и отполировывают воронилом пятки цапф, после чего проверяют биение и перевес баланса. Затем закрепляют двойной ролик, как указано выше, но так, чтобы эллипс находился как раз в центре перекладины баланса.
Работу баланса в механизме проверяют без волоска и определяют точку, где необходимо закрепить волосок так, чтобы при незаведенной пружине анкерная вилка стояла бы точно посередине между ограничительными штифтами.
При закреплении готовой оси иногда обнаруживается, что ось очень сильно закалена. В этом случае ее необходимо отпустить до соломенного цвета, но с тем, чтобы не задеть цапфы огнем; ось вставляют в циркуль (восьмерку) и держат над маленьким огнем (рис. 105).
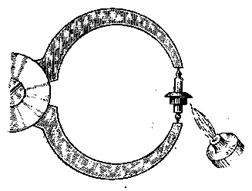
Рис. 105. Нагрев готовой оси баланса
В механизме анкерного хода обычно применяют двойкой ролик. Иногда попадают в ремонт часы, имеющие баланс с одинарным роликом, поэтому о таком ролике следует сказать особо.
Одинарный ролик баланса. Если одинарный ролик сидит на оси недостаточно плотно, его можно закрепить шеллаком. Необходимо проверить, чтобы ролик был хорошо отцентрован и чтобы в каком-нибудь месте не уходил в сторону или вверх. Боковая поверхность ролика и колье вилки должны быть хорошо отполированы.
Если копье задевает за ролик и если на ролике имеются риски-, это нужно устранить, отполировав ролик.
Если ролик имеет настолько большое отверстие, что закрепление его шеллаком не дает.нужных результатов, в этом случае можно отверстие ролика стянуть при помощи пуансона. Для этого следует вынуть эллипс и отпустить ролик до темно-синего цвета, взять пуансон с коническим концом, в котором имеется отверстие, и вставить в него направляющий штифт. Штифт вводится в отверстие ролика и выходит с обратной стороны наружу. Затем ролик кладут на наковальную (нитбанк) над отверстием, равным диаметру штифта, и ударом по пуансону стягивают отверстие. Ролик должен надеваться на ось с небольшим натягом.

Рис. 106. Пинцет для снятия двойного ролика:
1 — пинцет; 2 — баланс; 3 — перекладина
Двойной ролик. Указанный выше способ закрепления одинарного ролика также относится и к двойному ролику. Двойной ролик следует снимать специальными пинцетами (рис. 106).
Чтобы определить, плотно ли закреплен ролик на оси баланса, необходимо пинцетами ухватить боковую сторону импульсного ролика и попытаться повернуть его в ту или другую сторону. Если нижний предохранительный ролик помят и выправить его невозможно, следует снять эллипс, отрезать предохранительный ролик или сточить его на токарном станке.
Для изготовления ролика берут латунный пруток, по диаметру несколько больший, чем ролик, просверливают отверстие так, чтобы обеспечить плотную посадку на ось баланса. Затем просверливают отверстие в том месте, где должен быть вырез, надевают заготовку на державку и закрепляют шеллаком. После этого обтачивают заготовку на токарном станке. Требуемый вырез ролика образуется во время обточки.
Обтачивать предохранительный ролик нужно заостренным лезвием грабштихеля. Ролик должен быть тщательно отполировав и иметь совершенно плоский бортик без завалин.
Сняв ролик с державки, надевают его на ось баланса, при этом центр выреза ролика должен быть расположен точно против эллипса. Ролик вставляют от руки и окончательно доводят легким прижимом пинцета. Затем ролик при необходимости приклеивают шеллаком. После этого следует поставить баланс в механизм и проверить, попадает ли копье в центр ролика и выдержан ли надлежащий зазор между ограничительными штифтами, копьем ироликом.
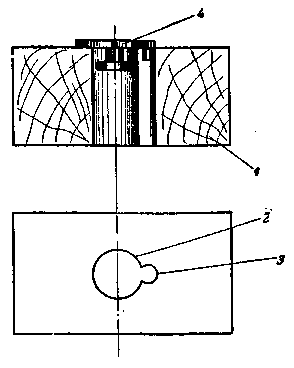
Рис. 107. Приспособление для выравнивания двойного ролика: 1 — деревянная подставка; 2 — отверстие для предохранительного ролика; 3 — отверстие для эллипса; 4 — двойной ролик
Если предохранительный ролик немного помят, его можно выровнять на токарном станке: увеличить длину копья и соответственно углубить предохранительный вырез. Обточку на токарном станке производят очень осторожно, чтобы грабштихелем не завалить углы выреза.
Если верхняя часть ролика погнута, снимают ролик, ставят его на пластину из твердого дерева, в которой должно быть отверстие, куда бы плотно входил предохранительный ролик. Затем горячей иглой прожигают место для эллипса и, поставив ролик, выравнивают его, прижимая плоским молотком или пуансоном (рис. 107).
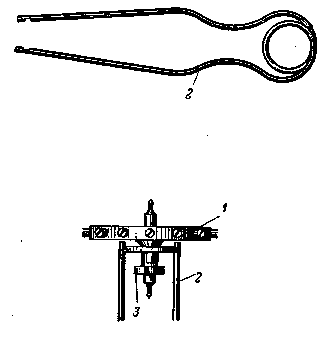
Рис. 108. Приспособление для закрепления шеллаком двойного ролика и эллипса:
1 — баланс; 2 — щипцы; 3 - — двойной; ролик
Эллипс. Качающийся или криво посаженный эллипс необходимо выровнять и закрепить шеллаком. Для этой операции необходимо нагреть щипцы, сделанные из проволоки красной меди. При большой опытности эту операцию можно проводить, не снимая спирали и моста (рис. 108).
Между рожками вилки и эллипсом должен быть небольшой зазор, но такой, чтобы эллипс проходил без всякого тренич. Если же зазор большой, то и диаметр эллипса должен быть соответственно больше. Кроме того, эллипс не должен сидеть глубоко в пазу вилки.
Если у мастера нет нового эллипса, его можно изготовить: при стальной анкерной вилке — из нагартованной латуни, а при латунной — из стали-серебрянки. Для изготовления эллипса из стали-серебрянки следует отпустить серебрянку до желтого или светло-синего цвета.
Отверстия в пластинке должны находиться ближе к краям так, чтобы предохранительный ролик любого размера свободно проходил по наружной стороне пластинки. Размеры этих отверстие должны соответствовать применяемым в практике эллипсам. При этом не эллипс вставляют в отверстие ролика, а, наоборот, ролик надевают на эллипс и затем эллипс закрепляют шеллаком.
Шлифуя эллипс на камне, придают ему нужную форму.
Далее эллипс полируют крокусом и подгоняют как по отверстию в ролике, так и по рожкам вилки. Затем ножовкой надрезают полученный фасонный пруток с двух сторон так, чтобы после изготовления эллипса его можно было бы легко отломать. После этого закаляют эллипс в масле (чтобы не появилась окалина до закалки эллипс смазывают мыльной пеной), потом снова полируют крокусом и, придерживая пинцетом рабочую часть эллипса, отламывают лишний металл и зачищают оставшиеся на эллипсе заусенцы бархатным напильником. Готовый эллипс укрепляют на ролике и проклеивают шеллаком. Эллипс должен плотно входить в отверстие ролика. Чтобы было удобнее вставлять эллипс, мастер может сделать соответствующий инструмент. Для этого нужно коническим пуансоном в тонкой металлической пластинке пробить ряд эллипсообразных отверстий, предварительно засверлив их (рис. 109).
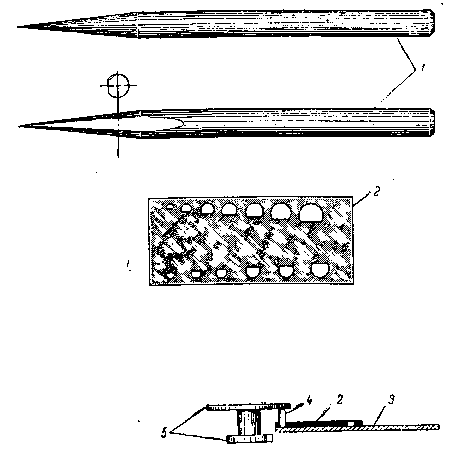
Рис. 109. Приспособление для вставки эллипса в двойной ролик:
1 — пуансон; 2 — пластинка; 3 — деревянная подставка; 4 — эллипс; 5 — двойной ролик
Применяется и другое приспособление для вставки эллипса без баланса (рис. 110). Для этого берут металлическую планку длиной 50 мм и шириной 30 мм, к которой приклепывают три металлические пластинки (их лучше изготовлять из пружины карманных часов). В первой пластинке пропиливают паз, который будет удерживать эллипс в приспособлении. Верхнюю пластинку следует приклепать одной заклепкой, под головку которой подложить шайбу. Пластинка должна двигаться по планке без зазора. Вторую пластинку приклепывают наглухо рядом с верхней, в пазу которой и зажимается эллипс.
Третью пластинку приклепывают внизу для крепления пружины. Пружину навивают из тонкой струны; она не должна сильно зажимать эллипс, так как последний может выскользнуть из приспособления.
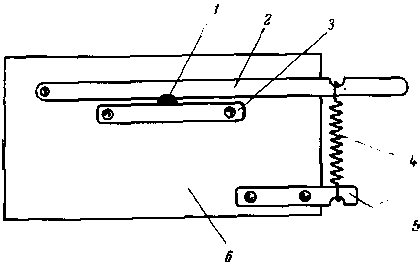
Рис. 110. Приспособление для вставки эллипса:
1 — эллипс; 2 — первая пластинка; 3 — вторая пластинка; 4 — спиральная пружина; 5 — третья пластинка; 6 — металлическая планка
На указанном приспособлении ролик также надевают на.эллипс.
СТРЕЛКИ И ЦИФЕРБЛАТ
Стрелки. Стрелки снимают специальными рычажками, пинцетом (рис. 111) или двумя отвертками. Стрелки нужно снимать осторожно, чтобы не нанести царапин на циферблате или не повредить его эмаль [Эмалированные циферблаты в настоящее время встречаются весьма редко, в часах устаревших конструкций. (Прим. ред.).]. Для этого на циферблат под стрелки следует подложить замшу или кусок бумаги, вырезанные в форме сектора. Если минутная стрелка держится на оси слабо, то ее отверстие необходимо стянуть пуансоном. Затем это отверстие нужно подправить разверткой; для этого существует специальный инструмент — зажимные тисочки для стрелок (рис. 112). Если таких тисочков нет, можно использовать пинцет, сделав на нем в нескольких местах распиловку разных размеров (рис. 113). Слабую посадку часовой стрелки следует исправить следующими способами: стянуть отверстие стрелки специальным пуансоном или прорезать ножовкой трубку стрелки, после чего надеть ее на деревянную оправку и сжать тисочками до нужного размера.
Если секундная стрелка сидит на трубке свободно (-или криво), лучше заменить ее новой. Если трубка стрелки сидит на цапфе секундного колеса слабо, нужно сжать трубку патроном ручных тисочков или патроном токарного станка.
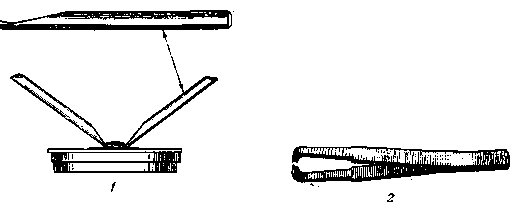
Рис. 111. Инструменты для снятия стрелок:
1 — рычажки; 2 — пинцет
В том случае, если трубка секундной стрелки не надевается на цапфу секундного колеса,. следует увеличить отверстие трубки разверткой. Если трубка секундной стрелки высокая, необходимо ее опилить снизу до требуемого размера, а затем разверткой подправить отверстие и снять заусенцы напильником.
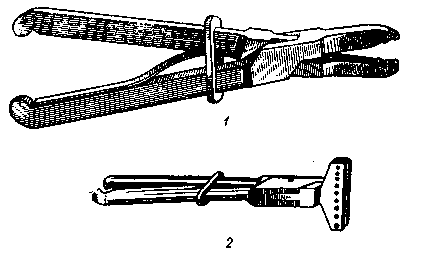
Рис. 112. Зажимные тисочки для стрелок: 1 — для разных стрелок; 2 — для часовых стрелок

Рис. 113. Пинцет, заменяющий зажимные тисочки: 1 — стрелка; 2 — пинцет
Длина трубки должна быть такой, чтобы она не касалась платины, так как это может служить причиной замедленного хода или остановки часов.
Длинные стрелки укорачивают, обрезая у них острые концы.
Стрелки, покрывшиеся коррозией, следует сменить, а если нет?яовых, очистить ржавчину грабштихелем, мелкозернистой наждачной бумагой и отполировать, #
После полировки стрелкам придают необходимый цвет, для чего на огне спиртовки нагревают тонкую латунную или из красной меди пластинку, а затем кладут на нее стрелку.
Как только стрелка приобретает темно-соломенный цвет, который при остывании стрелки.превратится в синий, ее сбрасывают с пластинки.
Циферблат. Снимают циферблат с большими предосторожностями, так как на циферблатах с гальваническим покрытием от грязных пальцев остаются пятна и царапины, а на эмалированном циферблате от легкого нажима получаются трещины или скалы--вается эмаль.
Тонкий циферблат при неосторожном обращении можно легко вогнуть.
Если циферблат смещен в сторону, смещение устраняют, осто-:рожно выгибая ножки.
Если отверстие в циферблате теснит трубку часовой стрелки, но сам циферблат не смещен, нужно опилить ту сторону отвер-.стия, которая упирается в стрелку.
Если отверстие в циферблате теснит секундную стрелку, но сам циферблат не смещен, следует раззенковать отверстие с обеих»сторон, а затем расширить его разверткой, увеличив до нужного размера.
Во избежание нанесения на циферблат царапин, эту работу!рекомендуется производить с нижней стороны циферблата.
Если эмалевый циферблат имеет трещины или загрязнен, а заменить, его нечем, то его промывают, натирая мылом и смывая -теплой водой до тех пор, пока трещины не сделаются малозаметными. После промывки циферблат нужно высушить, завернуть:в папиросную бумагу и не касаться пальцами тех мест, где были трещины.
Стойкая горячая эмаль — это прочное стеклообразное вещество, получаемое путем обжига минеральных смесей. Эмаль может быть белой и окрашенной окислами тяжелых металлов в разные цвета.
Обычная эмаль для циферблатов изготовляется следующим образом: бело-желтый воск растапливают на медленном огне в фарфоровой посуде (в тигле или банке). Затем, помешивая расплавленный воск стеклянной палочкой, в него добавляют свинцовые белила высшего качества. Если масса получается слишком жидкой, в нее снова добавляют белила. Нельзя перегревать массу, так как вместо снежно-белого она приобретает;желтоватый цвет. Цветная эмаль получается от примешивания минеральных красок соответствующего цвета.
Небольшие надломы в эмалевом циферблате исправляют накладыванием кусочков эмали с последующим подогревом ее на-огне. Как только эмаль разойдется и остынет, ее подравнивают лезвием бритвы.
При отсутствии эмали повреждение можно заделать гипсом.
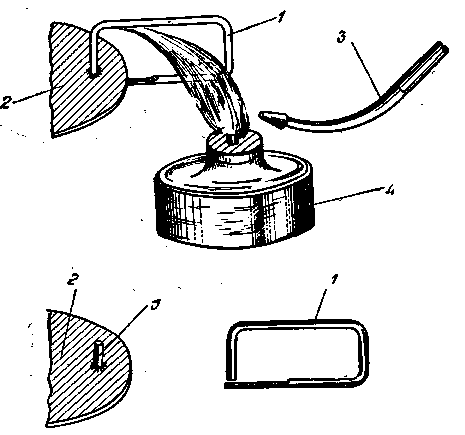
Рис. 114. Изготовление ножки к циферблату:
1 — заготовка для припайки ножки; 2 — цеферблат; 3 — февка; 4 — спиртовка; 5 — готовая ножка
При поломке ножек циферблата его закрепляют на винтах, для чего по краю циферблата просверливают отверстия. При сверлении эмалевых циферблатов поверхность их смазывают скипидаром Соответственно отверстия просверливают в платине, при этом сверху на циферблате отверстия несколько раззенковывают, чтобы головки винтов входили заподлицо. В отверстиях платины нарезают метчиком резьбу и подбирают готовые винты или изготовляют новые.
Для изготовления ножек к циферблату берут латунную проволоку толщиной, почти равной диаметру отверстия, куда вставляют ножки, и делают заготовку (рис. 114). Затем заготовку припаивают к пластинке мягким припоем и обрезают, оставляя требуемую длину ножки.
|
|
|
