 |


Число зубьев стрелочных колес и грибов
|
|
|
|
| Часовое колесо | Вексельное колесо | Минутный триб | Триб вексельного колеса | Часовое колесо | Вексельное колесо | Минутный триб | Триб вексельного колеса |
Пример 1. В стрелочном механизме отсутствует минутный триб.
количество зубьев
Вексельное колесо 24
Триб вексельного колеса 15
Часовое колесо 60
Число зубьев вексельного колеса, сцепляющегося с минутным трибом, нужно разделить на 3, т. е. 24:3 = 8 зубьев в минутном трибе, где 3 — передаточное отношение между искомым трибом и вексельным колесом.
Пример 2. В стрелочном механизме нет вексельного колеса.
количество зубьев
Триб вексельного колеса 8
Часовое колесо 32
Минутный триб 12
Число-зубьев минутного триба нужно умножить на 3, т. е. 12 X — 36 зубьев в вексельном колесе.
|
|
|
Пример 3. В стрелочном механизме нет триба вексельного колеса.
количество зубьев
Минутный триб 9
Вексельное колесо 27
Часовое колесо 40
Число зубьев часового колеса разделить на 4, т. е. 40: 4 =10 зубьев в трибе вексельного колеса, где 4 — передаточное отношение между вексельным трибом и часовым колесом.
Пример 4. В стрелочном механизме нет часового колеса.
количество зубьев
Минутный триб 9
Вексельное колесо 27
Триб вексельного колеса 7
Число зубьев в трибе вексельного колеса умножить на 4, т. е, 7X4 — 28 зубьев в часовом колесе.
Во всех случаях при подборе новых стрелочных колес или трибов необходимо определять и их диаметр с помощью штангенциркуля, миниметра или калибра для колес (рис. 116).
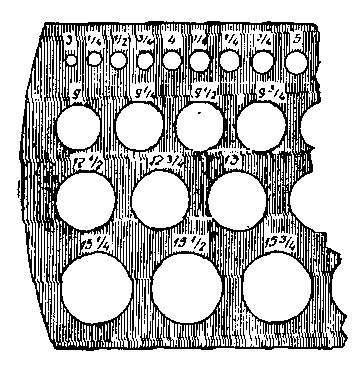
Рис. 116. Калибр для подбора колес
ДЕТАЛИ СПУСКОВОГО МЕХАНИЗМА
Ограничительные штифты. Если запрессовка ограничительного штифта ослабела, его необходимо заменить новым.
Штифт изготовляют из мягкой латунной проволоки для того, чтобы при необходимости его можно было подогнуть.
Если ограничительный штифт обточить на токарном станке... придавая ему малую конусность, штифт будет лучше. Штифт рекомендуется закреплять на резьбе со стороны циферблата, он недолжен выступать выше плоскости, платины, а высота его должна быть такая, чтобы вилка упиралась в его середину.
Копье. Если копье короткое, его необходимо выдвинуть специальными пинцетами или поставить новое, более длинное.
На рис. 117 показано выталкивание копья для его удлинения. При коротком копье достаточно небольшого сотрясения, чтобы эллипс заскочил за рожок вилки (рис. 118) или попал-на усик: рожка анкерной вилки, — в этих случаях эллипс может быть поврежден (рис. 119). Если копье укорочено, может произойти затирание копья в предохранительный ролик или заклинивание эллипса в рожках вилки (рис. 120) при обратном переводе стрелок.
|
|
|

Рис. 117. Специальный пинцет для работы с копьем

Рис. 118. Заскок эллипса за рожок вилки и проскакивание вилки в противоположную сторону

Рис. 119. Наскок эллипса на рожки вилки
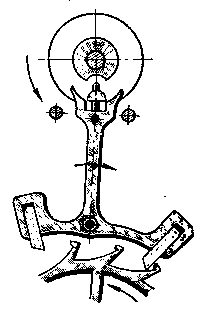
Рис. 120. Заклинивание эллипса при обратном переводе стрелок
Если копье в своем гнезде запрессовано слабо, надо поставить новое, выпилив его из латуни. Для устойчивости копье нужно за-яилить на небольшой конус, рабочую часть копья запилить бархатным напильником на две грани, но с очень небольшим скосом. Копье должно находиться в центре между рожками.
Если рабочая часть укорочена, то следует укрепить в тисках специальную наковальню, положив на плоскость наковальни копье рожками вилки вниз, но так, чтобы паз вилки вошел свободно» в наковальню, и очень легким ударом молотка оттянуть копье (рис. 121). Затем при помощи бархатного напильника нужна при-дать копью надлежащую форму.
Если копье задевает за эллипс, следует поднять эллипс или копье и отогнуть вниз, но так, чтобы оно не касалось платины и находилось бы в центре предохранительного ролика.
Анкерная вилка. Неправильная форма рожков анкерной вилки может служить причиной нарушения работы механизма хода и даже его остановки.
Например, вилка своими длинными и узкими усиками касается соединительной втулки двойного ролика в момент, когда вилка притянута к ограничительному штифту, — в этом случае концы усиков необходимо несколько укоротить.
Если паз вилки узкий, необходимо стенки паза отполировать тонким полировочником, не нарушая плоскости и формы паза.
Когда в часах, находящихся в вертикальном положении, ухудшается ход, то причина может заключаться в глубоком сцеплении эллипса с вилкой, а также в трении эллипса о рожки вилки. В первом случае эллипс следует немного подогреть и слегка наклонить к оси баланса, во втором случае — опилить угол рожков, не уменьшая паза вилки. Попадаются в часах подогнутые анкерные вилки, особенно латунные, которые обычно вправляют легкими ударами молотка по пуансону, держа вилку на подставке (рис. 122).
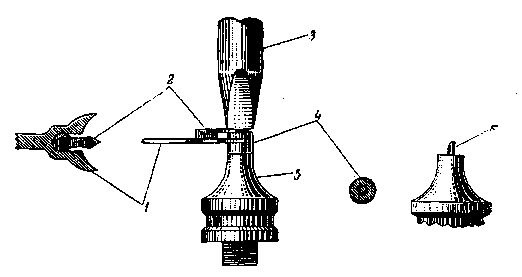
Рис. 121. Способ удлинения копья-язычка:
1 — вилка; 2 — копье; 3 — пуансон; 4 — наковальня; 5 — подставка под наковальню; б — ось, на которую надевается наковальня
|
|
|
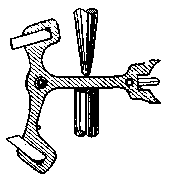
Рис. 122. Правка погнутой вилки

Рис. 123. Перекос палеты (пунктир)
Анкерная вилка и палеты. Если палета выкрошилась на рабочей части, необходимо проверить возможность ее использования. Если новой палеты нет, можно поднять палету выше или опустить ниже, устранив соприкосновение зубьев ходового колеса с поврежденным участком палеты.
Если установлен глубокий ход, т. е. зубья ходового колеса падают на плоскость покоя слишком далеко от кромки палеты, необходимо вставить палету поглубже в паз скобки вилки. Когда зубья ходового колеса почти не захватывают плоскость покоя, т. е. образуется так называемый «мелкий» ход, и вилка при этом не притягивается к ограничительным штифтам, а зубья ходового колеса падают на импульс палеты, то в этом случае надо выдвинуть одну или обе палеты из паза скобки вилки. Раньше чем приступить к перестановке палет, необходимо предварительно проверить палеты, цапфы анкерной вилки и ходового колеса, зубья ходового колеса и отверстия в камнях, так как недостатки в этих деталях также могут являться причиной мелкого хода.
Если зубья ходового колеса проходят выше или ниже уровня палет, нужно опустить или поднять палеты, при условии, что у ходового колеса и вилки установлен нормальный осевой зазор. Для того чтобы передвинуть палету в нужную сторону, ее следует переклеить.
Если новая палета не проходит в паз вилки, то его можно немного расширить соответствующим напильником, не нарушая общий радиус вилки.
Если палета держится в прорези скобки слабо, ее необходимо переклеить. Тонкую палету необходимо также переклеить, так как такая палета устанавливается с перекосом (рис. 123). Перекос и его направление можно увидеть, медленно передвигая анкер от одного ограничительного штифта к другому, наблюдая при этом за взаимодействием палет с зубьями ходового колеса.
В часах, у которых вилка и мост вилки находятся под балансом, надо проследить, не задевает ли палета о мост вилки, осо-бенно когда часы лежат циферблатом вверх.
|
|
|
Для того чтобы закрепить палеты шеллаком или их переклеить, также следует пользоваться приспособлением, показанным на рис. 71. На палету, которую нужно закрепить, накладывают кусочки шеллака и, как только приспособление достаточно нагреется, на него накладывают вилку. При этом ось анкерной вилки входит в одно из отверстий планки приспособления. Как только шеллак расплавится, вилку немедленно снимают. Какую бы операцию, с налетами не производили, не следует касаться инструментом их рабочей части.
При оплавлении шеллака нельзя допускать наплыва, так как он может задеть платину. Шеллак также не должен проступать на лицевую сторону вилки.
Перемещают палеты иглой, вилку при этом придерживают чуркой. Качество и чистота вклейки палет зависит от степени прогрева. Плохой прогрев вызывает быстрое затвердевание шеллака, перегретый шеллак растекается и попадает на верхнюю плоскость вилки.
Правильность вклейки палет проверяют в механизме при малом заводе пружины. При правильно установленных палетах копье находится точно на линии центров в тот момент, когда зуб ходового колеса находится на плоскости импульса палеты.
Ось анкерной вилки. Если цапфа оси сломана, следует вставить новую на сверлильной машине.
При необходимости изготовления новой оси, ее вытачивают из закаленной стали, заранее отпущенной. Цапфы подгоняют на цапф-машине, обрабатывают острыми углами бархатного напильника и воронилом. Особое внимание при этом следует обращать на качество отделки. Если ось должна быть с резьбой, то из стали серебрянки вытачивают заготовку, нарезают резьбу, закаливают, отпускают до соломенного цвета и обтачивают до нужного размера.
Если цапфа оси слегка согнута, ее можно выровнять, для чего ось вынимают из вилки и отпускают до темно-соломенного цвета, затем цапфу выравнивают и полируют на цапф-машине.
Ходовое колесо и триб. Неплотно сидящее на трибе ходовое колесо расклепывают пуансоном.
Если ходовое колесо, насаженное на ось триба, держится слабо, следует немного увеличить отверстие в ходовом колесе при помощи развертки, приточить футер с уступом, закрепить его в колесе, затем насадить колесо на триб с таким расчетом, чтобы вершины зубьев ходового колеса приходились посередине палет.
При насаживании колеса на триб необходимо пользоваться медной наковальней (нитбанком), чтобы при расклепывании не повредить триб.
Большой осевой зазор ходового колеса можно исправить, отпустив или подняв шатоны или изменив с помощью потанса высоту запрессовки камней в мосту и платине.
|
|
|
Бывают случаи, когда ходовое колесо сильно бьет по плоскости из-за погнутой оси триба или самого колеса; если их невозможно исправить, то нужно заменить весь узел.
Радиальное биение ходового колеса исправлению не поддается; колесо следует заменить.
АНГРЕНАЖ
Колеса. При исследовании ангренажа рекомендуется проверять сцепления колес попарно, т. е. вращая барабан с центральным колесом, центральное с промежуточным и т. д. Если при вращении колес выявится недостаточная слаженность сцепления между колесом и трибом, данная пара колес должна быть тщательно проверена (как указано на рис. 124) зуб за зубом.
Для выявления дефектов зацепления в отдельных парах колес удобно использовать прибор для проверки ската колес, показанный на рис. 125.
Спицы прибора с внешней стороны заточены на острый конус. Концы этих спиц микрометрическим винтом настраивают по платине или мосту на межцентровое расстояние испытываемой пары колес.
Проверяемые колеса вставляют в спицы и обкатывают их, выявляя дефекты зацепления.
От зубчатой передачи требуется, чтобы вращение колес было плавным с минимальным трением. Внешние дефекты зубчатой передачи — вмятины и забоины на зубьях, их погнутость и изношенность — обнаруживают лупой. Эксцентричность посадки колеса на ось (биение колеса) определяется миниметром [Миниметр — промышленный прибор, в практике ремонтных мастерских практически не применяется. Тем не менее, его можно рекомендовать для внедрения на заводах по ремонту часов. (Прим. ред.).].
Колесо вращают на своей оси, закрепленной в центрах, а зубья скользят по наконечнику миниметра, вызывая продольное перемещение его, которое регистрируется на шкале, показывая величину биения колеса триба.
При глубоком зацеплении между зубьями колес и трибов возникает сильное трение, что создает шум при быстром вращении зубчатой передачи. Чтобы исправить глубокое зацепление, нужно или заменить колесо меньшим, или его отфрезеровать на кружительной машине (при этом рекомендуется заранее проверить установку фрезы по старому колесу такого же шага). При отсутствии кружительной м.ашины опытный мастер может уменьшить диаметр колеса, опиливая зубья специальным вальцевальным напильником баретт (рис. 126).
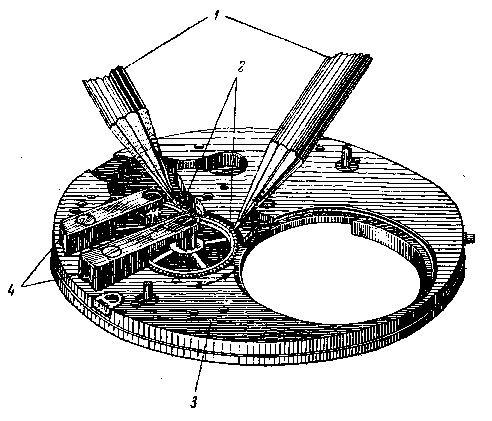
Рис. 124. Проверка сцепления зубьев колеса с трибом:
1 — чурки, упирающиеся в зубья колес; 2 — колеса; 3 — нижняя платина; 4 — мосты
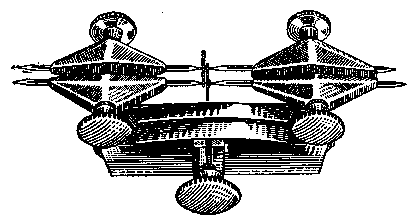
Рис. 125. Прибор для проверки ската колес
Если колесо установлено на трибе с перекосом, нужно поставить триб на одно из отверстий наковальни (рис. 127), а специальный пуансон — на выступ триба с задней стороны и легко ударить по пуансону молоточком.
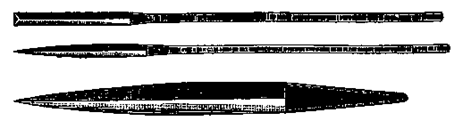
Рис. 126. Бархатные напильники для отделки зубьев колес и аналогичных работ
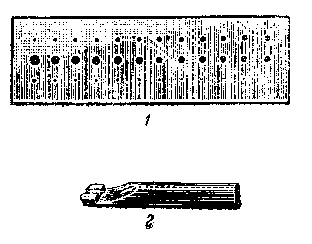
Рис. 127. Наковальня. 1 — наковальня; 2 — пуансон
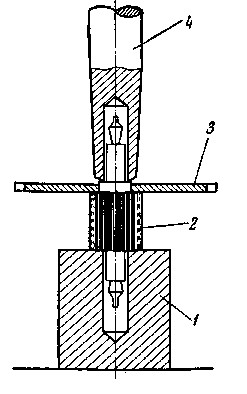
Рис. 128. Закрепление колеса на трибе:
1 — наковальня; 2 — триб; 3 — колесо; 4 — пуансон
В том случае, когда колесо насажено на триб эксцентрично, его следует вновь переставить, т. е. выбить триб и вновь надеть колесо. Закрепляют колесо на трибе способом, указанным на рис. 128, с последующей проверкой плавности зацепления с зубчатым колесом. При малом радиальном биении колеса также можно профрезеровать головки зубьев на кружительной машине, но очень осторожно, чтобы не срезать зубья и не сделать их тоньше; или, как было указано выше, биение колеса можно исправить бареттом.
Зубья колеса, имеющие заусенцы, царапины и другие мелкие недостатки, следует зачистить, слегка пройдя по зубьям щеткой из стеклянных волокон (карцовкой) (рис. 129).
Плоскостное биение колес проверяют тем же способом, как и баланс. Выравнивают колеса пинцетом.
Рис. 129. Карцовочная щетка из стеклянных волокон
Трибы. Царапины и риски на цапфах трибов удаляют так же, как и на цапфах оси баланса, но при этом применяют бархатный напильник и воронило с прямыми углами. Если цапфа триба покрыта коррозией слабо, ее снимают на цапф-машине. Чтобы устранить большой радиальный зазор в часах на камнях, следует поставить новый камень. В часах без камней большой радиальный зазор устраняется стягиванием отверстия. При коррозии на трибах смазывают маслом большой точильный камень и натирают на нем острый конец чурки; затем этой чуркой снимают коррозию с триба, после чего триб промывают в бензине.
Если триб разъеден коррозией сильно, то его необходимо заменить новым. Диаметр триба подбирают по калибровочной доске. При отсутствии калибра можно подобрать триб, измеряя его диаметр штангенциркулем или другим измерительным инструментом (рис. 130).
Если требуется изготовить новую цапфу для триба, то для правильного сверления отверстия под цапфы нужно подготовить конец триба, выровняв его торец точильным камнем (эльштейном). Во время сверления смычком следует двигать медленно, отверстие сверлить в два раза глубже длины цапфы.
После высверливания деталь промывают в бензине, предварительно очистив ее от стружки. Проволоку для цапфы запиливают на конус так, чтобы конусность была почти незаметна для глаза. Для толстых цапф следует проволоку заранее зикалить и отпустить до соломенного цвета. Затем проволоку вставляют плотно от руки в отверстие триба и запрессовывают ударом молотка, после чего цапфу протачивают, доводят бархатным напильником и во-ронилом отполировывают на цапф-машине. Диаметр цапфы должен быть немного меньше диаметра отверстия камня, чтобы обеспечить зазор, величина которого зависит от диаметра цапфы.
При вставке цапфы под секундную стрелку цапфа должна иметь еле заметный конус.

Рис. 130. Доска-калибр для измерения трибов и измерение трибов кронциркулем:
1 — доска-калибр; 2 — измерение кронциркулем шестизубового триба; 3 — измерение кронциркулем семизубового триба
Винты. Сломанные винты заменяют новыми. Для удаления сломанного винта из платины применяют несколько способов.
1. Если сломанный винт выступает сверху над платиной, следует попытаться нарезать на нем шлиц и вывернуть его отверткой.
2. Если сломанный винт не поддается вывертыванию отверткой или винт не выступает наружу, его следует смазать маслом и попытаться вывернуть острием грабштихеля или завинтить винт так, чтобы его можно было вынуть с задней стороны платины.
3. Если сломанный винт остался внутри отверстия, его зажимают с двух сторон остриями винтов подковки и, поворачивая от себя, эти винты одновременно отвинчивают оставшийся внутри отверстия сломанный винт (рис. 131).
Рис. 131. Подковка для вывинчивания заломанных винтов
В тех случаях, когда сломанный винт находится в латунной детали, его вытравляют раствором квасцов. Для этого, сняв с платины все стальные детали, погружают ее на несколько суток в концентрированный раствор квасцов, которые вызывают коррозию обломка винта, разъедая его. Остаток обломка выдавливают из отверстия и тщательно промывают платину.
Если резьба в платине повреждена, следует нарезать новую резьбу большого диаметра или предварительно развернуть отверстие и запрессовать футер.
Камень. Лопнувший или выкрошившийся камень необходимо заменить новым. Поврежденный камень выдавливают плоскообрезанной чуркой (путцгольцем). Внутреннюю поверхность оправы камня (гнездо) очищают острым латунным стержнем, но так, чтобы не испортить посадочное место под камень.
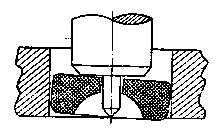
Рис. 132. Криво посаженный сквозной камень

Рис. 133. Криво посаженный накладной камень
Подбирать новый камень необходимо так, чтобы он легко запрессовывался в отверстие, но не качался в нем и чтобы диаметр отверстия камня соответствовал диаметру цапфы с небольшим зазором.
Криво посаженный камень может привести к увеличению трения и к ухудшению хода часов (рис. 132 и 133), такой камень нужно перепрессовать.
Если в механизме (бескамневом) разработано отверстие и смещен его центр, как, например, отверстие в мосту или в платине для цапфы центрального колеса, то следует:
1) разделить несработанную часть отверстия на две равные части и провести чертилкой по мосту или платине тонкую линию;
2) затем провести другую линию перпендикулярно первой через центр отверстия;
3) развернуть отверстие и запрессовать глухой футер. По ранее проведенным линиям провести линии через футер. Пересечение линий и будет центром отверстия.
После этого просверливают отверстие и разверткой доводят до надлежащего размера, снимают заусенцы, делают снаружи зенкером (рис. 134) небольшое углубление в мосту или платине для масла и затем отверстие отполировывают.
Рис. 134. Зенкер для раззенковки отверстий:
|
|
|
