 |


Заводной триб (полубочонок) и кулачковая муфта (бочонок).
|
|
|
|
В этих деталях чаще всего изнашиваются косые зубья, восстановление которых практически невозможно. В таких случаях подбирают соответствующую по диаметру другую пару кулачковой муфты и заводного триба. При несоответствии в замененной паре посадочных размеров для заводного валика, изготавливают новый заводной валик.
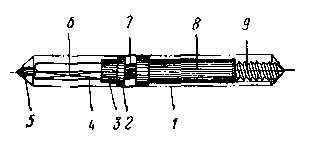
Рис. 153. Изготовление нового заводного валика:
1 — заготовка валика; 2 — заточка уступа валика; по диаметру отверстия платины и моста; 3 — заточка уступа по диаметру отверстия заводного триба (полубочонка); 4 — заточка под грань; 5 — заточка направляющей оси; 6 — опиловка квадрата; 7 — заточка выточки; 8 — заточка верхнего уступа; 9 — заточка под резьбу
Изготовление заводного валика. При изготовлении нового заводного валика (рис. 153) рекомендуется все размеры определять штангенциркулем. Необходимо, чтобы зазоры между валом и сопряженными с ним деталями были доведены до минимума.
Для точного определения толщины уступа 2 мост барабана должен быть плотно привинчен к платине и по отверстию, куда входит вал, должен быть обточен уступ.
Уступ для заводного триба 3 нужно обточить по диаметру отверстия заводного триба. Чтобы обеспечить плотность прилегания кулачковой муфты (бочонка), следует на уступе для грани сделать небольшую подточку 4. Направляющая ось 5 валика должна входить в отверстие до упора. После выточки верхнего уступа 6 обтачивают уступ под резьбу 7, который должен быть немного больше диаметра отверстия в заводной головке.
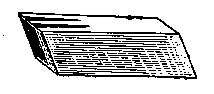
Рис. 154. Финагель
Проточку 8 выполняют отрезным резцом. Чтобы опилить на заводном валике правильную грань, пользуются финагелем (рис. 154), с ровным углублением по всей длине, в которое должна входить заготовка валика. Опиленные грани будут представлять собой в сечении правильный квадрат.
|
|
|

Рис. 155. Разные виды ручным тисков
Для крепления заготовки рекомендуется применять круглые тиски с гайкой, запиленной с четырех сторон (рис. 155), используя каждую из сторон в качестве ориентира. Можно также применять ручные тиски с барашком, поворачивая которые в разные положения, можно ориентироваться по барашку. Опиливать грань следует плоским полубархатным напильником с гладкими боковыми ребрами. Изготовив заводной валик, его закаливают, затем отпускают до синего цвета. Все трущиеся части должны быть отполированы, в том числе и гра.ни.
Подсчет числа зубьев в колесах и трибах ангренажа. В случае неисправности одного из ангренажных колес надо подобрать новое, размер которого и число зубьев должен определить мастер.
Для подсчета числа зубьев секундного колеса применяется следующий метод. Как правило, в часовых механизмах секундное колесо совершает в десять раз медленнее триба ходового колеса, поэтому и число зубьев у него должно быть в десять раз больше, чем у триба.
Для проверки правильности подсчета колес и трибов ангренажа нужно произведение количества зубьев всех колес (без барабана) разделить на произведение количества зубьев всех трибов (без триба среднего колеса); частное должно равняться 60.
При этом количество зубьев ходового колеса необходимо удвоить, так как за один оборот ходового колеса баланс делает вдвое больше колебаний.
Предположим, что нужно определить число зубьев отсутствующего промежуточного колеса.
Если центральное колесо имеет 64 зуба, а трибы промежуточного и секундного колес 8 зубьев, то прежде всега следует узнать передаточное отношение пары зубчатых колес, для чего необходимо число зубьев центрального колеса разделить на число зубьев промежуточного колеса:
|
|
|
64: 8 = 8.
Полученное частное показывает, что число зубьев у центрального колеса.в 8 раз больше числа зубьев триба промежуточного колеса. Значит, отношение числа зубьев промежуточного колеса к числу зубьев триба секундного колеса должно быть равно 7,5. Затем это число надо умножить на количество зубьев триба секундного колеса. Полученное произведение и будет количеством зубьев промежуточного колеса: 7,5X8 = 60.
Для облегчения подбора колес и трибов ангренажа приведена табл. 3.
Таблица 3
|
|
|
