 |


Остаточный припуск на поверхность
|
|
|
|
Задание припусков на поверхность. Остаточный припуск позволяет задать припуск на обрабатываемые и контролируемые поверхности различной величины.
Рабочая — задание припуска на обрабатываемые поверхности.
Контролируемая — задание припуска на контролируемые поверхности.
Аппроксимация
Аппроксимация — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода. По умолчанию эта величина равна 0.01 мм.
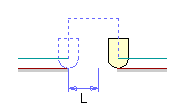
Ширина разрыва поверхности
Ширина разрыва поверхности — устанавливает максимальную ширину зазора между поверхностями, который будет игнорироваться при формировании траектории движения инструмента. Если диаметр инструмента меньше, чем ширина зазора, или ширина зазора больше, чем заданная максимальная ширина, то инструмент будет перемещаться над зазором на холостом ходу.
| 6.5.3.5 Ширина разрыва поверхности больше заданной | 6.5.3.6 Ширина разрыва поверхности меньше заданной |
| 
|
Аппроксимация траектории дугами
Аппроксимация траектории дугами — аппроксимация дугами участков траектории движения инструмента лежащих в плоскостях ZX или YZ. Для формирования участка траектории аппроксимированного дугой необходимо чтобы не менее пяти рассчитанных точек траектории принадлежали дуге.
| |
| Данный параметр следует использовать только для стоек поддерживающих круговую интерполяцию в плоскостях ZXи YZ. |
Обкатка
Обкатка — обработка с обкаткой края поверхности. Данный параметр используется только для 3x координатной обработки.
| Обкатка выключена | Обкатка включена |

| 
|
Сохранить петли
Сохранить петли — Если установлен флажок Сохранить петли, то траектория движения инструмента строится без контроля на проникновение инструмента в тело детали.
|
|
|
Подбор
Подбор — (Автоматический подбор необработанных зон) — обработка зон, оставшихся после обработки данного конструктивного элемента предыдущим инструментом. Если флажок Подбор снят, то обрабатывается весь конструктивный элемент.
|
| |
| Параметр Подбор можно использовать только для технологических объектов, параметрически связанных по конструктивному элементу. Чтобы получить дополнительную информацию о параметрически связанных технологических объектах, смотрите раздел "Параметрические связи между технологическими объектами". |
Коррекция/Врезание

Коррекция
Параметрами радиусной коррекции являются длины взаимоперпендикулярных отрезков для включения/выключения радиусной коррекции при радиусном подходе/отходе. Взаимоперпендекулярные отрезки для включения/выключения радиусной коррекции строятся касательно и перпендикулярно дуге подхода/отхода в точке начала дуги.
Эквидистантная: Эквидистантная радиусная коррекция – траектория прохода инструмента строится с учетом его радиуса.
Контурная: Контурная радиусная коррекция – траектория прохода инструмента строится без учета его радиуса.
Выключено: – траектория прохода инструмента строится с учетом его радиуса, но команда «Включить радиусную коррекцию» сформирована не будет.
Длины отрезков
Касательный: Длина касательного отрезка.
Перпендикулярный: Длина перпендикулярного отрезка

Врезание
Выберите тип врезания из списка и введите его параметры.

| |
| На параметры врезания влияет также угол направления врезания, который задается в диалоге конструктивного элемента. Более подробно об этом читайте в разделе «Точка врезания» |
Типы врезания:
По нормали: Врезание в материал по нормали на всю глубину. Чтобы выполнить врезание, необходимо задать подачу врезания, а также включить врезание при задании параметров конструктивного элемента.
|
|
|

Линейное: Линейное врезание происходит с возвратом в точку врезания с учетом подачи, длины, угла и шага врезания. Для того чтобы задать линейное врезание необязательно задавать все параметры врезания. Если значение подачи будет равным нулю, то врезание будет происходить с рабочей подачей.
Для того чтобы задать геометрию врезания в системе имеются параметры шаг, длина, угол. Для однозначного определения геометрии достаточно ввести значения двух параметров. То есть врезание может быть задано шагом и длинной, шагом и углом, длинной и углом. Параметр, значение которого не участвует в определение геометрии врезания, должен быть равен нулю.
В случае если мы введем все параметры, определяющие геометрию врезания, то система будет автоматически выбирать ту пару параметров, при которой будет наименее нагруженное врезание.

Линейное+наклон: При данном типе врезания происходит врезание в двух направлениях под наклоном без возврата в точку врезания. Параметры линейного врезания под наклоном задаются точно также как и параметры линейного врезания.

Радиусное: Радиусное врезание с возвратом в точку врезания. Для того чтобы задать радиусное врезание необязательно задавать все параметры врезания. Если значение подачи будет равным нулю, то врезание будет происходить с рабочей подачей.
Для того чтобы задать геометрию врезания в системе имеются параметры шаг, радиус, угол. Для определения геометрии обязательно должно быть задано только значение радиуса. Параметр, значение которого не участвует в определение геометрии врезания, должен быть равен нулю. Например, если мы зададим шаг равным нулю, то система выполнит врезание за один шаг. Если ввести значение угла равным нулю, то врезание будет идти по спирали под углом 360 градусов.

Радиусное+наклон: В данном случае происходит врезания по спирали с определенным наклоном. Для того чтобы задать радиусное врезание с наклоном необязательно задавать все параметры врезания. Если значение подачи будет равным нулю, то врезание будет происходить с рабочей подачей.
|
|
|
Для того чтобы задать геометрию врезания в системе имеются параметры шаг, радиус, угол. Для определения геометрии обязательно должно быть задано только значение радиуса. Параметр, значение которого не участвует в определение геометрии врезания, должен быть равен нулю. Например, если мы зададим шаг равным нулю, то система выполнит врезание за один шаг. Если ввести значение угла равным нулю, то врезание будет идти по спирали под углом 360 градусов.
В случае если мы введем все параметры, определяющие геометрию врезания, то система будет автоматически выбирать ту пару параметров, при которой будет наименее нагруженное врезание.

Подход/Отход

Подход
Выберите тип подхода из списка и задайте параметры подхода.
Выключено - Движение инструмента непосредственно в точку начала обработки контура.
Линейный - Движение к точке начала обработки контура по касательной к поверхности. Для подхода к поверхности, необходимо задать длину перемещения подхода.

Длина - Длина перемещения подхода (линейный).
Отход
Выберите тип отхода из списка и задайте параметры отхода.
Выключено - Инструмент остается в точке конца обработки контура.
Линейный - Движение из точки конца обработки по касательной к поверхности. Для задания отхода по касательной к поверхности, необходимо задать длину перемещения отхода.

Длина - Длина перемещения отхода (линейный).
6.6 Технологический переход "Фрезеровать с постоянным уровнем Z"
Фрезеровать с постоянным уровнем Z — технологический переход, определяющий обработку КЭ Поверхность, а также конструктивных элементов Колодец, Уступ”, Стенка”, Окно”, “Плоскость”, Паз”, Отверстие”, если их дно задано поверхностью. Тип инструмента, используемого в переходе «Фрезеровать» — фреза.
6.6.1 Задание технологического перехода "Фрезеровать с постоянным уровнем Z"
1. Нажмите и удерживайте кнопку  " Фрезеровать 3Х " на панели " Переходы " и выберите кнопку
" Фрезеровать 3Х " на панели " Переходы " и выберите кнопку  " Фрезеровать с постоянным уровнем Z ". Появится диалог " Фрезеровать: Z level ".
" Фрезеровать с постоянным уровнем Z ". Появится диалог " Фрезеровать: Z level ".
|
|
|
2. Задайте параметры фрезерования, инструмента, схемы подхода (отхода).
3. Нажмите OK. Технологический переход " Фрезеровать Z level " будет сформирован. В строке подсказки появится сообщение: (ТО:# Фрезеровать Z level/***).
Параметры технологического перехода " Фрезеровать с постоянным уровнем Z " определяются в диалоге " Фрезеровать Z level ". ADEM CAM позволяет задать схему обработки, параметры подхода, отхода и врезания, высоту гребешка, режимы резания и другие необходимые характеристики.
6.6.1.1.1 Разделы по теме:

| Параметры |
|
| Дополнительные параметры |
|
| Подход/отход |
6.6.2 Параметры ТП “Фрезеровать с постоянным уровнем Z“

Шпиндель
Чтобы назначить режимы работы шпинделя, в группе Шпиндель задайте следующие параметры:
N — Частота вращения шпинделя (обороты в минуту).
Vc — Скорость резания (метры в минуту).
ЧС — Направление вращения шпинделя против часовой стрелки.
ПЧС — Направление вращения шпинделя против часовой стрелки.
Направление
Чтобы назначить направление фрезерования, задайте параметры в группе Направление.
| Встречное | Попутное |

| 
|
Встречное — задание встречного направления фрезерования.
Попутное — задание попутного направления фрезерования.
Подача
Чтобы назначить режимы резания в группе Подача задайте значение рабочей подачи и выберите из списка:
в мин. — задание величины подачи в миллиметрах в минуту.
на оборот — задание величины подачи в миллиметрах на оборот.
Гл.рез. — (Глубина резания) — толщина слоя материала, снимаемого за один проход в плоскости ХY. Если значение глубины резания равно нулю, то считается, что глубина резания не задана, будет выполнен один финишный проход вдоль контуров. При обработке КЭ Поверхность, если значение глубины резания равно нулю — толщина слоя материала определяется величиной гребешка.

Тип обработки
Задание схемы обработки. ADEM CAM позволяет выбрать одну из двух схем обработки:
Петля — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с сохранением выбранного (встречное или попутное) направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..

Зигзаг — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с чередованием встречного и попутного направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..
|
|
|

Гребешок
Гребешок — максимальная высота гребешков металла, оставшихся после обработки над поверхностью детали.

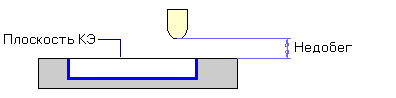
Недобег
Недобег — расстояние от инструмента до плоскости привязки конструктивного элемента, на котором производится переключение с холостого хода на подачу врезания.
|
| |
| Если величина подачи врезания не задана, то недобег определяется как расстояние от инструмента до плоскости дна конструктивного элемента (или текущей плоскости обработки при многопроходной обработке по Z), на котором производится переключение с холостого хода на рабочую подачу. Это удобно использовать, например, при фрезеровании литых заготовок. |
СОЖ
Задайте параметры работы со смазочно-охлаждающей жидкостью в группе СОЖ.
Поставьте флажок СОЖ и задайте в соответствующем поле номер трубопровода для подачи СОЖ в зону резания.
Текущий инструмент
Текущий инструмент — если флажок установлен, для текущего технологического перехода используется последний загруженный инструмент.
|
|
|
