 |


Глубина и количество проходов
|
|
|
|
При обработке с постоянным уровнем Z можно задаем многопроходную обработку в закладке «Параметры»
Глубина — величина глубины одного прохода по Z. ADEM CAM определяет количество врезаний на основе общей глубины конструктивного элемента. Последнее врезание может оказаться на меньшую глубину, чем заданное. Например, глубина конструктивного элемента равна 50 мм, а величина глубины врезания равна 12 мм. За четыре врезания инструмент опустится на 48 мм (12*4=48), а последнее врезание произойдет на 2 мм. Таким образом, весь конструктивный элемент будет обработан по глубине за пять врезаний.
Проходов — количество одинаковых по глубине проходов в при обработке с постоянным уровнем Z. Глубина снимаемого слоя металла за одно врезание определяется делением глубины конструктивного элемента на количество врезаний.
6.6.3 Дополнительные параметры ТП "Фрезеровать с постоянным уровнем Z "

Направление по Z
Чтобы назначить направление обработки по оси Z, выберите нужный параметр из списка в группе Направление по Z.
Вниз — обработка конструктивного элемента в направлении от плоскости КЭ к плоскости дна.
Вверх — обработка конструктивного элемента в направлении от плоскости дна к плоскости КЭ.
Диапазон углов обработки
Задание диапазона углов обработки. Диапазон углов определят область поверхности, которая будет обработана. Обрабатывается та часть поверхности, где угол между нормалью к поверхности и проекцией вектора нормали на плоскость XY лежит в заданном диапазоне.
Включено — включает контроль диапазона углов обработки.
Начальный — задание нижней границы диапазона углов обработки.
Конечный — задание верхней границы диапазона углов обработки.
|
|
|
6.6.3.3 Остаточный припуск:
Остаточный припуск — это необработанный слой материала, оставленный на внешнем контуре конструктивного элемента или контурах внутренних элементов. Величина остаточного припуска может быть как положительной, так и отрицательной.
Аппроксимация
Аппроксимация — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода. По умолчанию эта величина равна 0.01 мм.
Ширина разрыва поверхности
Ширина разрыва поверхности — устанавливает максимальную ширину зазора между поверхностями, который будет игнорироваться при формировании траектории движения инструмента. Если диаметр инструмента меньше, чем ширина зазора, или ширина зазора больше, чем заданная максимальная ширина, то инструмент будет перемещаться над зазором на холостом ходу.
| Ширина разрыва поверхности больше заданной | Ширина разрыва поверхности меньше заданной |
| 
|
Соединение по прямой – если данный флажок установлен, то траектория движения инструмента в местах разрыва поверхности строится по кратчайшему расстоянию. Если флажок не установлен, то движение инструмента идет с учетом эквидистанты к поверхности.
Полная траектория
Полная траектория – если данный флажок установлен, траектория движения инструмента формируется с учетом вертикальных стенок, которые система достраивает к обрабатываемым поверхностям.
| Полная траектория включена | Полная траектория выключена |

| 
|
Обкатка
Обкатка — обработка с обкаткой края поверхности. Данный параметр используется только для 3x координатной обработки.
| Обкатка выключена | Обкатка включена |

| 
|
Подход/отход

Подход
Выберите тип подхода из списка и задайте параметры подхода.
Выключено - Движение инструмента непосредственно в точку начала обработки контура.
|
|
|
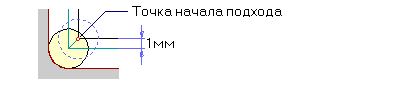
Эквидистантный - Подход к контуру по биссектрисе угла в точке подхода на расстоянии 1 мм. Если точка подхода находится внутри контура или на граничных точках незамкнутого контура, подход к контуру будет произведен по нормали к контуру в точке подхода.
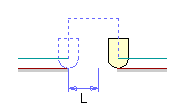
Линейный - Движение к точке начала обработки контура по прямой под определенным углом к контуру. Для подхода к контуру по прямой под заданным углом, необходимо задать длину перемещения подхода.

Радиусный - Подход к контуру по дуге заданного радиуса. Для задания радиусного подхода, необходимо задать радиус дуги подхода и центральный угол.

Длина - Длина перемещения подхода (линейный).
Радиус - Радиус дуги подхода (радиусный).
Угол - Для линейного подхода: Угол подхода инструмента к контуру в точке начала обработки контура. Определяется как угол между вектором подхода и вектором движения в первой точке эквидистанты. Для радиусного подхода: Центральный угол дуги. Если эта величина равна нулю, угол считается незаданным и подход будет произведен по дуге в четверть окружности (90 градусов).
Отход
Выберите тип отхода из списка и задайте параметры отхода.
Выключено - Инструмент остается в точке конца обработки контура.
Эквидистантный - Отход от контура по биссектрисе угла в точке конца обработки контура на расстояние 1 мм. Если точка конца обработки находится внутри контура или на граничных точках незамкнутого контура, отход от контура производится по нормали к контуру.

Линейный - Движение из точки конца обработки контура по прямой под определенным углом к контуру. Для задания отхода по прямой под определенным углом, необходимо задать длину перемещения отхода.

Радиусный - Отход от контура по дуге заданного радиуса. Для задания отхода по дуге, необходимо задать радиус дуги и центральный угол.

Длина - Длина перемещения отхода (линейный).
Радиус - Радиус дуги отхода (радиусный).
Угол - Для линейного отхода: Угол отхода инструмента из точки конца обработки контура. Для радиусного отхода: Центральный угол дуги. Если значение равно нулю, угол считается незаданным, и отход производится по дуге в четверть окружности (90 градусов).
6.7 Технологический переход "Фрезеровать 5X"
|
|
|
Фрезеровать 5X — технологический переход, определяющий обработку конструктивного элемента Поверхность. Тип инструмента, используемого в переходе Фрезеровать — фреза.
6.7.1 Задание технологического перехода "Фрезеровать 5Х"
1 Нажмите и удерживайте кнопку  “ Фрезеровать 3Х " на панели " Переходы " и выберите на выпадающей панели кнопку
“ Фрезеровать 3Х " на панели " Переходы " и выберите на выпадающей панели кнопку  “ Фрезеровать 5X ". Появится диалог " Фрезеровать: 5Х ".
“ Фрезеровать 5X ". Появится диалог " Фрезеровать: 5Х ".
2 Задайте параметры фрезерования, инструмента, схемы подхода (отхода).
3 Нажмите OK. Технологический переход “ Фрезеровать ” будет сформирован. В строке подсказки появится сообщение: (ТО:# Фрезеровать/***).
Параметры технологического перехода " Фрезеровать 5X " определяются в диалоге " Фрезеровать 5X ". ADEM CAM позволяет задать схему обработки, параметры подхода, отхода и врезания, высоту гребешка, режимы резания и другие необходимые характеристики.
6.7.1.1.1 Разделы по теме:

| Параметры |
|
| Дополнительные параметры |
|
| Врезание |
|
| Отход/подход |
6.7.2 Параметры технологического перехода "Фрезеровать 5X"

Шпиндель
Чтобы назначить режимы работы шпинделя, в группе Шпиндель задайте следующие параметры:
N — Частота вращения шпинделя (обороты в минуту).
Vc — Скорость резания (метры в минуту).
ЧС — Направление вращения шпинделя против часовой стрелки.
ПЧС — Направление вращения шпинделя против часовой стрелки.
Тип обработки
Задание схемы обработки. ADEM CAM позволяет выбрать одну из девяти различных схем 5Х-обработки:
Эквидистанта — эквидистантная обработка, эта схема обработки используется только при наличии ограничивающего поверхность контура, глубина резания и количество проходов должны быть равны 0. В этом случае будет выполнен один проход по контуру.

Петля — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с сохранением выбранного (встречное или попутное) направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..
|
|
|

Зигзаг — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с чередованием встречного и попутного направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..

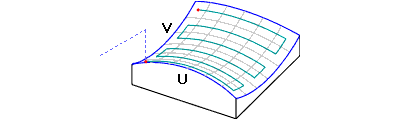
Петля UV — обработка вдоль параметрических (UV) линий поверхности с сохранением выбранного (встречное или попутное) направления фрезерования. Направление задается углом относительно оси Х.
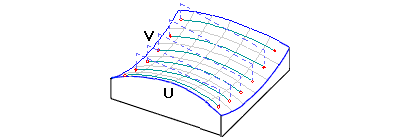
Зигзаг UV — обработка вдоль параметрических (UV) линий поверхности с чередованием встречного и попутного направления фрезерования. Направление задается углом относительно оси Х.
Петля контурная — обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.

Зигзаг контурный — обработка, определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.

Петля контурная II - обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется вдоль контуров.

Зигзаг контурный II - обработка определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется вдоль контуров.

Направление
Чтобы назначить направление фрезерования, задайте параметры в группе Направление.
| Встречное | Попутное |

| 
|
Встречное — задание встречного направления фрезерования.
Попутное — задание попутного направления фрезерования.
Подача
Чтобы назначить режимы резания в группе Подача задайте значение рабочей подачи и выберите из списка:
в мин. — задание величины подачи в миллиметрах в минуту.
на оборот — задание величины подачи в миллиметрах на оборот.
Гл.рез. — (Глубина резания) — толщина слоя материала, снимаемого за один проход в плоскости ХY. Если значение глубины резания равно нулю, то считается, что глубина резания не задана, будет выполнен один финишный проход вдоль контуров, ограничивающих обрабатываемую поверхность. При обработке КЭ Поверхность, если значение глубины резания равно нулю — толщина слоя материала определяется величиной гребешка.
|
|
|

Проходов — (Число проходов) — заданное число проходов для обработки конструктивного элемента. Если вместе с числом проходов задана глубина резания, траектория будет содержать заданное количество проходов с шагом, равным глубине резания.
Гребешок
Гребешок — максимальная высота гребешков металла, оставшихся после обработки над поверхностью детали.

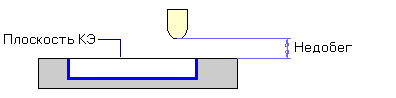
Недобег
Недобег — расстояние от инструмента до плоскости привязки конструктивного элемента, на котором производится переключение с холостого хода на подачу врезания.
| |
| Если величина подачи врезания не задана, то недобег определяется как расстояние от инструмента до плоскости дна конструктивного элемента (или текущей плоскости обработки при многопроходной обработке по Z), на котором производится переключение с холостого хода на рабочую подачу. Это удобно использовать, например, при фрезеровании литых заготовок. |
СОЖ
Задайте параметры работы со смазочно-охлаждающей жидкостью в группе СОЖ.
Поставьте флажок СОЖ и задайте в соответствующем поле номер трубопровода для подачи СОЖ в зону резания.
Текущий инструмент
Текущий инструмент — если флажок установлен, то для текущего технологического перехода используется последний загруженный инструмент.
6.7.3 Дополнительные параметры ТП "Фрезеровать 5X"

Диапазон углов обработки
Задание диапазона углов обработки. Диапазон углов определят область поверхности, которая будет обработана. Обрабатывается часть поверхности, где угол между нормалью к поверхности и проекцией вектора нормали на плоскость XY лежит в заданном диапазоне.
Включено — включает контроль диапазона углов обработки.
Начальный — задание нижней границы диапазона углов обработки.
Конечный — задание верхней границы диапазона углов обработки.
6.7.3.2 Остаточный припуск:
Остаточный припуск — это необработанный слой материала, оставленный на внешнем контуре конструктивного элемента или контурах внутренних элементов. Величина остаточного припуска может быть как положительной, так и отрицательной.
Аппроксимация
Аппроксимация — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода.
|
|
|
