 |


Характеристика и организационно-технологические особенности выполнения ТО и текущего ремонта
|
|
|
|
Проведение ТО и ТР агрегатов, узлов и систем автомобиля связано с выполнением ряда специфических работ, различных по своему содержанию, применяемым технологиям и оборудованию, экологическим требованиям и безопасности труда. Так, например, моечные работы связаны с потреблением значительных объемов воды, подачей ее под давлением и с подогревом, с последующей очисткой от осадков и нефтепродуктов; сварочные, кузнечные, медницкие работы связаны с разогревом металла; аккумуляторные работы - с химическими растворами (электролитом).
УБОРОЧНО-МОЕЧНЫЕ РАБОТЫ
Предназначены для удаления загрязнений кузова, салона, узлов и агрегатов автомобилей, в том числе и для создания благоприятных условий при выполнении других работ ТО и ТР; поддержания требуемого санитарного состояния внутри кузова и салона автомобилей; защиты лакокрасочного покрытия от воздействия внешней среды; поддержания наружных поверхностей кузова в состоянии, отвечающем эстетическим требованиям.
Уборка салона и кузова автомобиля заключается в удалении загрязнений и мусора, протирке стекол, внутренних поверхностей и оборудования. Для уборки применяют щетки, обтирочный материал, пылесосы, в том числе моющие. Для повышения качества очистки и восстановления декоративных свойств поверхностей применяют специальные моющие и полирующие средства.
Сущность процесса мойки состоит в переводе твердых загрязнений в растворы и дисперсии и удалении их с поверхностей автомобилей и деталей вместе с моющим раствором. Мойку автомобилей производят холодной или теплой водой. В последнем случае разница температур воды (моющего раствора) и обрабатываемой поверхности не должна превышать 20 °С, чтобы предотвратить образование микротрещин лакокрасочного покрытия.
|
|
|
По трудоемкости удаления различают загрязнения слабосвязанные, средне-связанные и прочносвязанные. Для удаления слабосвязанных загрязнений (пыль, песок, примеси глины) достаточно использовать воду без применения моющих и чистящих средств. Для удаления среднесвязанных (глинистых, соляных и маслянистых), а также прочносвязанных (масла, битум, смолы и др.) загрязнений требуется применение различных моющих и чистящих средств - шампуней или аэрозолей. Не следует применять для мойки автомобилей щелочные моющие средства, стиральные порошки и растворители. Моющие средства наносятся на поверхность кузова автомобилей при помощи пульверизаторов, моечных пистолетов или обтирочного материала, после чего производится споласкивание чистой водой. В водяной пленке, остающейся на поверхности кузова после применения моющих средств, можно наблюдать слабосвязанные пылевидные соединения. Частицы пыли после высыхания воды образуют на поверхности налет в виде беловатых пятен. Для предотвращения образования налета необходимо либо протирать поверхности, либо использовать эффективную сушку, удаляющую влагу струей холодного или теплого воздуха.
Под влиянием различных факторов внешней среды лакокрасочное покрытие кузова тускнеет, теряет эластичность, приобретает механические повреждения. Результат- образование микротрещин и сколов, обнажение металла, способствующее его коррозии. Для создания эффективного защитного слоя на поверхности кузова, уменьшающего агрессивное воздействие окружающей среды, производят полирование поверхности лакокрасочного покрытия и нанесение защитных покрытий на восковой основе. Кроме того, для восстановления декоративных свойств покрытий применяют полироли на абразивной основе.
|
|
|
В соответствии с требованиями органов санитарного надзора кузова санитарных автомобилей, автомобилей, перевозящих продукты питания, подвергаются санитарной обработке. Для этого на специальных постах производится мойка внутренних поверхностей кузова дезинфицирующим раствором.
Мойка днища, рамы и других поверхностей автомобилей, загрязненных, в основном, глинистыми, песчаными, органическими примесями, образующими прочную корку, обычно производится моечными установками высокого давления или струйными мойками. Мойка нижних поверхностей автомобиля в зимнее время предназначена для снижения коррозионной активности загрязнений на кузове из-за применения на дорогах соляных растворов.
Оборудование для уборочно-моечных работ. Уборочно-моечные работы, как правило, выполняются на специально оснащенных постах (линиях) с применением моечного оборудования или вручную. Выбор типа применяемого оборудования зависит от способа организации уборочно-моечных работ и типа подвижного состава (рис. 11.1).
Рунные моечные установки подразделяются на мойки низкого (до 4 атм) и высокого (более 4 атм) давления. В шланговые моечные установки вода подается

|
либо непосредственно из системы оборотного водоснабжения, либо с использованием дополнительной насосной станции. Насосная станция смонтирована на тележке, где также расположены емкости с моющими и полировочными составами. При использовании моечных установок низкого давления без насосной станции необходимо механическое воздействие на загрязнения, например с помощью обтирочного материала. На установках высокого давления удаляют загрязнения за счет подачи под давлением струи воздуха и воды. Такие установки особенно эффективны при мойке днища автомобиля перед проведением антикоррозионной обработки.
Вода может быть нагрета с помощью теплообменника с горелкой до температуры 80 °С. При необходимости может подаваться моющий раствор. Установки высокого давления используются при санитарной обработке кузовов, мойке агрегатов и деталей, при уборке помещений. Давление водяной струи составляет 5-150 атм, паровой струи - до 230 атм. Расход воды в моечных установках высокого давления при подаче воды - 750-3000 л/ч, при подаче пара - 375-1400 л/ч.
|
|
|
Струйная моечная установка состоит из четырех механизмов, установленных попарно с обеих сторон моечного поста. При въезде на пост находится рамка предварительного смачивания, при выезде - рамка ополаскивания. Автомобиль перемещается своим ходом или на конвейере. Существуют также струйные моечные установки с подвижным порталом для мойки автомобиля снизу. Недостатком струйных моечных установок этого типа является большой расход воды и более низкое качество мойки.
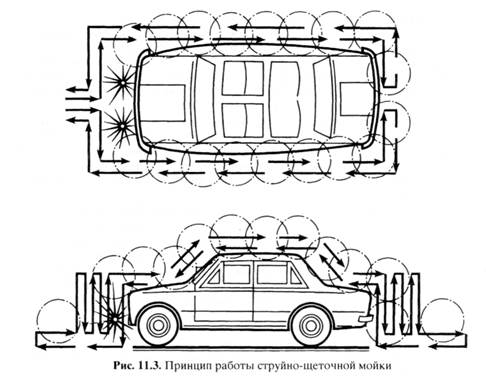
Щеточные и струйно-щеточные моечные установки (рис. 11.2) более перспективны с точки зрения расхода воды и качества мойки.
Струйно-щеточные моечные установки с подвижным порталом (рис. 11.3) по сравнению с мойками с перемещением автомобилей имеют меньшую производительность. Они представляют собой П-образную рамку, перемещающуюся по

|

диагностический прибор подсоединяется к каждому контролируемому агрегату (системе) и проверяются все его параметры. На современных автомобилях получило распространение электронное сканирование (опрос) специальных датчиков, регистрирующих параметры процессов, происходящих при работе автомобиля.

Регулировочные работы, как правило, являются заключительным этапом процесса диагностирования. Они предназначены для восстановления работоспособности систем и узлов автомобиля без замены составных деталей. Регулировочными узлами в конструкции автомобиля могут быть эксцентрики в тормозных барабанах, натяжные устройства приводных ремней, поворотные устройства прерывателей-распределителей, нормали, которыми перекрывают сечения для прохода газов, жидкостей и т.д.
Основные характеристики автомобиля, обеспечивающие его экономичность, экологическую и дорожную безопасность (расход топлива, выбросы вредных газов, износ шин, тормозной путь), в большинстве случаев зависят от своевременности и качества выполнения диагностических и регулировочных работ.
Оборудование для диагностических работ. Это оборудование используется для механизации и автоматизации проверки технического состояния автомобиля и основных его узлов, обеспечения достоверности и качества выполнения контрольно-диагностических работ.
|
|
|
Для проверки эффективности тормозов наибольшее распространение получили роликовые стенды силового типа. Принцип действия этих стендов основан на измерении тормозной силы, развиваемой на каждом колесе, при принудительном вращении заторможенных колес от роликов стенда (рис. 11.4, 11.5). Данные стенды состоят из двух пар роликов 2, соединенных цепной передачей 4, пульта управления 75, блока дистанционного управления 14 и, возможно, печатающего устройства.
Каждая пара роликов имеет автономный привод от соединенного с ней жестким валом электродвигателя 6 мощностью от 4 до 10 кВт с встроенным редуктором (мотор-редуктором). Вследствие использования редукторов планетарного типа, имеющих высокие передаточные отношения, обеспечивается невысокая скорость вращения роликов при испытаниях, соответствующая скорости автомобиля от 2 до 6 км/ч. Стенд имеет систему сигнализации блокировки колес: при блокировании

:олеса происходит уменьшение скорости вращения промежуточного ролика 10, в х) время как скорость вращения ведущих роликов остается прежней; уменьшение:корости вращения промежуточного ролика на 20-40% приводит к срабатыванию:истемы сигнализации. Стенд укомплектован датчиком усилия на тормозной юдали 7 и обеспечивает возможность определения максимальной тормозной силы i времени срабатывания тормозного привода.
Методика диагностирования тормозов на стенде силового типа заключается \ следующем (см. рис. 11.4). Автомобиль устанавливается колесами одной оси на юлики стенда 2. Включают электродвигатель 6 стенда, после чего оператор на-кимает на тормозную педаль в режиме экстренного торможения. На колесе автомобиля создается тормозной момент, который вследствие сцепления колеса с роли-сами тормозного стенда передается на ведущие ролики 2 и от них через жесткий *ал на балансирно установленный мотор-редуктор 5.
Под воздействием тормозного момента балансирный мотор-редуктор 5 повора-швается относительно вала на некоторый угол и воздействует на специальный датчик 9 (гидравлический, пьезоэлектрический и др.), который воспринимает уси-гие, преобразует его и передает на измерительное устройство 12. Измерительный:игнал выдается на устройство отображения данных (стрелочный прибор, цифровая индикация, графопостроитель), на котором фиксируется тормозное усилие.
Диагностирование на данных стендах может осуществляться в управляемом ручном) и автоматическом режимах. При автоматическом режиме при въезде штомобиля колесами на ролики стенда после определенного времени задержки штоматически включается привод роликов. После достижения пределов проскаль-(ывания одного из колес автоматически отключается привод стенда. Максимальная фоизводительность силовых стендов при работе в автоматическом режиме -t0 авт./ч, в неавтоматическом режиме - 10 авт./ч.
|
|
|
Основным недостатком стендов данного типа является ограничение измеряемой тормозной силы силой сцепления колеса с роликом, поэтому на роликах стенда тнесена насечка или специальное покрытие, обеспечивающее стабильность щепления колес с роликами.
 Из средств технического диагностирования тяговых качеств автомобиля наибольшее распространение получили стенды силового типа, позволяющие, кроме оценки мощностных показателей, создавать постоянный нагрузочный режим, необходимый для определения показателей топливной экономичности автомобиля.
Из средств технического диагностирования тяговых качеств автомобиля наибольшее распространение получили стенды силового типа, позволяющие, кроме оценки мощностных показателей, создавать постоянный нагрузочный режим, необходимый для определения показателей топливной экономичности автомобиля.
Тяговый стенд состоит из двух барабанов (двух пар роликов), из которых один соединен с нагрузочным устройством, а другой является поддерживающим блока контрольно-измерительных приборов и вентилятора для охлаждения двигателя. В качестве нагрузочного устройства применяется гидравлический или индукторный тормоз.
Стенд тяговых качеств обеспечивает измерение скорости, силы тяги на ведущих колесах, параметров разгона и выбега, а в комплекте с расходомером - расхода топлива на различных нагрузочных и скоростных режимах и проведение соответствующих регулировок.
Методика диагностирования автомобиля на стенде тяговых качеств силового типа следующая. Автомобиль устанавливают на барабаны стенда колесами ведущей оси (трехосные автомобили устанавливаются колесами средней оси, а для колес задней оси в конструкции таких стендов предусматриваются специальные поддерживающие ролики). Оператор в кабине выводит автомобиль на заданный скоростной режим, после этого оператор у стенда увеличивает нагрузку на ведущем барабане, а оператор в кабине автомобиля поддерживает заданную скорость увеличением подачи топлива. При достижении максимального развиваемого тягового усилия на ведущих колесах дальнейшее увеличение нагрузки на стенде приводит к падению скорости, что является признаком, по которому определяется максимальная сила тяги на ведущих колесах.
Для оценки показателей топливной экономичности автомобиля с помощью стенда тяговых качеств имитируются режимы движения, отражающие различные условия эксплуатации (заданные скорости движения автомобиля на прямой передаче и заданная нагрузка на барабаны стенда), а расход топлива определяется с помощью расходомера.
Для определения токсичности отработавших газов автомобилей с бензиновыми двигателями применяются газоанализаторы, которые могут измерять содержание СО, С02, NOx, 02 и СхНу, а также контролировать состав топливно-воз-душной смеси, частоту вращения коленчатого вала двигателя внутреннего сгорания (ДВС) и тепловой режим.
Действие большинства газоанализаторов основано на поглощении газовыми компонентами инфракрасных лучей с различной длиной волны. Принципиальная схема такого газоанализатора приведена на рис. 11.6. Определение содержания СО в отработавших газах происходит следующим образом: исследуемый газ, пройдя через фильтры 2-4 и насос 5, поступает в рабочую камеру, включающую измерительную кювету 6 и мембранный конденсатор /2, и удаляется в атмосферу. Сравнительные камеры, состоящие из сравнительной кюветы 10 и инфракрасного лучеприемника//, заполнены азотом и герметично закрыты. В каждой схеме измерения излучение от двух накаленных спиралей, сфокусированное параболическими зеркалами 7, через обтюраторы 9 направляется соответственно в сравнительную и рабочую камеры. В сравнительных камерах поглощения инфракрасного излучения не происходит, в рабочих камерах продуваемые отработавшие газы поглощают из спектра лучи соответствующей длины волны. Сравнение интенсивности двух потоков излучения позволяет определить содержание СО. Аналогично происходит определение содержания в отработавших газах СхИу и С02.
Инфракрасные анализаторы чувствительны к изменению параметров среды, поэтому газ фильтруют, удаляют из него конденсат и подают насосом с постоянной скоростью. Метрологические характеристики данных газоанализаторов обеспе-

чены при температуре окружающей среды 5-40 °С и относительной влажности воздуха до 80%.
Проверка дизелей проводится по уровню дымности отработавших газов. Оценивается дымомерами, работающими по принципу поглощения светового потока, проходящего через отработавшие газы.
Для проверки системы зажигания применяются мотор-тестеры, которые подразделяются
• по типу - на переносные и стационарные;
• по способу питания - на питающиеся от аккумуляторной батареи автомобиля
и от внешней сети;
• по способу индикации - на аналоговые, цифровые, комбинированные, а также
с отображением на экранах осциллографов и дисплеев.
В ряде случаев мотор-тестеры дополнительно комплектуются вакуумметрами, газоанализаторами и другими измерительными блоками. Мотор-тестером можно проверить: состояние конденсатора, первичной обмотки катушки зажигания, контактов прерывателя, вторичной обмотки катушки зажигания и высоковольтных проводов, пробивное напряжение на свечах зажигания и т.д.
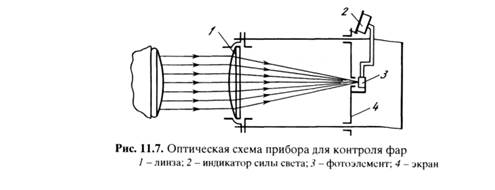
При диагностировании системы освещения наиболее ответственной является проверка направленности и силы света светового пучка фар. Проверка установки фар производится с использованием оптической камеры (рис. 11.7) по смещению светового пятна на экране прибора, а силы света - при помощи фотометра. Проверка направленности светового пучка и силы света осуществляется в режиме ближнего и дальнего света.
Приборы диагностирования систем питания для автомобилей с карбюраторными и дизельными двигателями различны.
Для проверки системы питания карбюраторного двигателя применяются установки для проверки карбюратора, которые имитируют условия работы двигателя, и приборы для проверки бензонасоса на подачу, максимальное давление и плотность прилегания клапанов. Система питания бензинового ДВС, оборудованная инжекторами, требует периодической проверки давления в системе подачи бензина и ультразвуковой очистки инжекторов моющим раствором (рис. 11.8).
Проверка системы питания дизеля проводится с помощью специальных дизель-тестеров, которые обеспечивают определение частоты вращения коленчатого вала, кулачкового вала топливного насоса, регулятора частоты вращения (начальной и конечной), характеристики впрыскивания топлива (при наличии осциллографа - визуально). Для регулирования параметров работы топливных насосов высокого давления (ТНВД) используются стационарные стенды (рис. 11.9).
Для контроля расхода топлива наибольшее распространение получили расходомеры следующих типов: объемные, весовые, тахометрические (рис. 11.10) и массовые (ротаметрические). Первый и второй типы представляют собой расходомеры дискретного действия (для определения расхода топлива необходимо израсходовать порцию топлива на интервале пробега или времени). Третий и четвертый типы расходомеров - приборы непрерывного действия, показывающие в каждый момент времени мгновенный расход топлива и определяющие суммарный расход. К основным преимуществам расходомеров такого типа относятся возможность их установки непосредственно на автомобиле и использования как при стендовых испытаниях для оценки показателей топливной экономичности на различных режимах, в том числе и на холостом ходу, так и при работе автомобиля на линии для диагностирования его технического состояния, аттестации навыков водителя, и обучения его экономичным методам вождения и определения маршрутных норм линейного расхода топлива.
Состояние цилиндропоршневой группы и клапанного механизма проверяют по давлению в цилиндре в конце такта сжатия. Измерение производят в каждом из цилиндров с помощью компрессометра со шкалой для карбюраторных двигателей до 1 МПа, а дизелей - до 6 МПа или компрессографа. Давление в конце такта сжатия (компрессию) проверяют после предварительного прогрева двигателя до 70-80 °С, при вывернутых свечах, полностью открытых дроссельной и воздушной заслонках. Установив резиновый наконечник компрессометра в отверстие свечи, провертывают стартером коленчатый вал двигателя и считывают показания прибора. Компрессию в дизеле замеряют также поочередно в каждом цилиндре. Компрессометр устанавливают вместо форсунки проверяемого цилиндра.
Состояние цилиндропоршневой группы и клапанного механизма можно проверить, измеряя утечку сжатого воздуха, подаваемого в цилиндры (рис. 11.11). Сравнительно быстро и просто определяют наличие в любом из них следующих

|

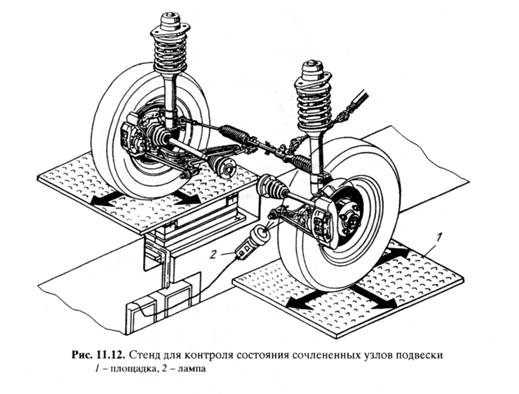
Исправность рулевого управления в целом проверяют люфтомером, закрепляемым на ободе рулевого колеса. При фиксированном усилии определяют величину люфта, который характеризует суммарные зазоры в механизме и приводе. Проверяется также наличие износа в сочлененных соединениях. Передние колеса автомобиля устанавливают на две площадки (рис. 11.12), которые под действием гидропривода попеременно, с частотой примерно 1 Гц, перемещаются в разные стороны, создавая на колесах имитацию движения по неровностям дороги. Сочлененные узлы: шаровые опоры, шкворневые соединения, шарниры рулевых тяг, узел посадки сошки руля и др. - визуально проверяются на недопустимые перемещения, стуки, скрипы. Выявляются места подтекания масел.
При обслуживании рулевых систем, снабженных гидроусилителем, дополнительно с помощью специальной аппаратуры проверяют производительность и давление гидравлического насоса.

Для балансировки колес в основном применяют стационарные стенды, требующие снятия колеса с автомобиля и обеспечивающие совместную статическую и динамическую балансировку. Колесо закрепляют на валу стенда и раскручивают в зависимости от конструкции стенда вручную или электродвигателем. От несбалансированных масс возникает знакопеременный изгибающий момент, в результате чего вал стенда совершает колебания (рис. 11.13). Если вал закреплен жестко, в опорах возникают напряжения, регистрируемые специальными датчиками. Сигналы обрабатываются и выводятся на пульт (информационное табло) или на монитор.
Для легковых автомобилей иногда применяют передвижные (подкатные) приспособления, позволяющие проводить балансировку колеса непосредственно на автомобиле, но, как правило, вначале статическую, затем, что сложно технологи-


начинают вибрировать с высокой частотой (рис. 11.14). По амплитуде колебаний, возникающих в подрессоренных узлах, определяется работоспособность амортизаторов.
Наиболее обширная номенклатура стендов (приборов) - для контроля углов установки колес.
Проездные площадочные или реечные стенды для проверки углов установки колес (рис. 11.15) предназначены для экспресс-диагностирования геометрического положения автомобильного колеса по наличию или отсутствию в пятне контакта боковой силы. Когда углы установки колес не соответствуют нормам, то в пятне контакта шины возникает боковая сила, которая воздействует на площадку (рейку) и смещает ее в поперечном направлении. Смещение регистрируется измерительным устройством. Какой конкретно угол требует регулировки, данные стенды не указывают. При необходимости дальнейшее обслуживание автомобиля выполняют на стендах, работающих в статическом режиме.

Рис. 11.15. Экспресс-контроль положения колес (в динамическом режиме)
а - проездной площадочный стенд; б - схема проездного реечного стенда; в - стенд с беговыми барабанами; 1,2,4- соответственно, площадка, рейка, барабан, имеющие свободу поперечного перемещения; 3 - барабан ведущий; е - угол схождения колеса
Площадочные стенды устанавливают под одну колею автомобиля, реечные -под две. Автомобиль должен двигаться со скоростью примерно 5 км/ч.
Стенды с беговыми барабанами (рис. 11.15,в) предназначены для измерения боковых сил при контакте управляемых колес автомобиля с поверхностью барабанов. При вращении колес с помощью рулевого колеса добиваются равенства боковых сил на обоих колесах, фиксируют эту величину. Если показания не соответствуют норме, регулируют схождение. Стенды этого типа в основном предназначены для автомобилей, у которых регулируется только схождение. Стенды металлоемкие и дорогостоящие, использование их целесообразно только на крупных АТП. В случае если требуемого результата достичь не удалось, дальнейшее обслуживание автомобиля выполняют на стендах, работающих в статическом режиме.
Стенды (приборы) для контроля углов установки колес в статическом режиме позволяют измерять углы продольного и поперечного наклонов оси поворота колеса (шкворня), развала, соотношения углов поворотов, схождения. Эти стенды компактны, удобны и получили наибольшее распространение. Их функциональные возможности примерно одинаковы. Отличаются они в основном конструкцией измерительной системы, точностью, стоимостью. Измерительный прибор или его элемент крепят на автомобильное колесо перпендикулярно плоскости его вращения.
Наиболее просты конструкции, работающие на принципе проецируемого (рис. 11.16, а) или отраженного (рис. 11.16, б) луча.
В первом случае на автомобильное колесо крепят проектор, посылающий на экран лазерный или узкий световой луч (см. рис. 11.16, а). Изменяя в определенной последовательности положение прибора и колес, по соответствующим шкалам поочередно считывают углы установки колес, а также геометрию базы автомобиля. Стенды недорогие, точность измерения удовлетворительная. Основной недостаток - трудоемкость измерения значительно большая, чем на других стендах.
Во втором случае на колесо (см. рис. 11.16, б) крепят трехгранный зеркальный (в некоторых конструкциях плоский) отражатель 3. На зеркало посылают лазерный, иногда световой, луч с визирным символом. При фиксированных поворотах
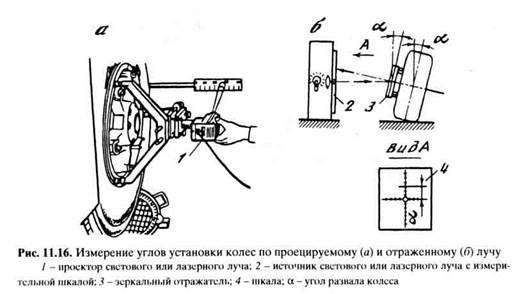

колеса по положению пятна лазера или визира на соответствующих шкалах 4 по-чередно считывают углы установки колеса. Стенды данного типа недорогие, имеют высокую точность измерения, наиболее долговечны, трудоемкость измерения умеренная. Юстировку стенда может освоить работник поста. Стенды требуют стационарной установки на специализированном посту.
В большинстве измерительных систем использован принцип действия уровня (или отвеса). Отклонение плоскости колеса относительно горизонта или вертикали считывается визуально или фиксируется специальными датчиками с выдачей информации на табло световой панели или монитор. Иногда измеренные параметры выводятся на печать в сопоставлении с нормативными значениями.
Прибор, снабженный жидкостными уровнями, после закрепления на колесе выставляют "в горизонт" (рис. 11.17, а). Поворачивая колеса вправо и влево на фиксированный угол, определяют, какой наклон зафиксировали уровни. Конструкциями такого типа можно измерить только углы развала и наклона шкворня.
Приборы, использующие принцип отвеса, могут быть лучевые (рис. 11.17,6) или, что чаще, электронные (рис. 11.17, в). Последние обычно называют компьютерными, хотя компьютер используется только для обработки электрического сигнала и выдачи информации.
В корпусе прибора (см. рис. 11.17, 6) находится излучатель 4, проецирующий световой луч на шарнирно закрепленный и поэтому всегда вертикально располагаемый зеркальный отражатель - "отвес" 2. Отраженный луч попадает на шкалу 3. Его положение меняется при изменении положения корпуса прибора (автомобильного колеса) относительно вертикали. Так считывают углы развала или продольного наклона. Для измерения угла схождения прибор снабжен выносными штангами. С каждой из штанг перпендикулярно ее продольной плоскости проецируется луч на шкалу другой штанги. По положению луча на шкале считывается величина схождения. Эти приборы недорогие, но малоинформативные, особенно при измерении углов развала и наклона оси поворотов. Работать с ними удобнее вдвоем.
Компьютерные приборы в основном действуют по принципу отвеса, аналогично схеме на рис. 11.17, 6. Отвес с корпусом соединен через датчик угловых перемещений, который регистрирует угловые перемещения корпуса прибора. Так измеряют углы развала и наклона оси поворотов. Для измерения углов схождения
автомобиля. При углах 90° между нитью и продольной плоскостью каждого удлинителя угол схождения колес считывается как 0°.
Электрический сигнал датчиков обрабатывается электронной системой по примерно общей схеме и выдается на монитор. Точность и надежность измерений стенда в целом зависят только от датчиков. По конструкции они могут быть различными. Рассмотренный принцип "отвеса" - наиболее простой.
Компьютерные стенды более поздних конструкций определение положения колеса проводят с помощью лазерного или инфракрасного луча с выводом информации на монитор. Наличие монитора и электронной памяти позволяет иметь обширную базу данных по конструкциям автомобилей различных марок, их нормативной базе, что ценно для начинающего диагноста, или при разнообразии марок обслуживаемых автомобилей. Основным недостатком этих устройств является высокая стоимость и подверженность датчиков сбоям от ударных воздействий, которыми, как правило, сопровождается процесс регулировки углов установки колес. Юстировку приборов может проводить только специалист с применением эталонных стоек.
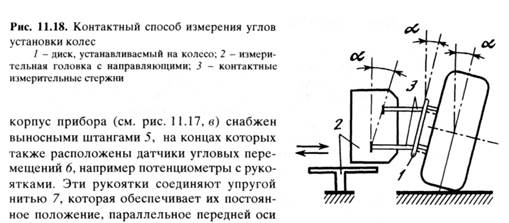
Геометрия положения колеса также может быть определена контактным способом на стационарном стенде (рис. 11.18). На автомобильное колесо параллельно плоскости его вращения крепят металлический диск /. К нему по направляющим подводят измерительную головку 2 с подвижными стержнями 3. Глубина, на которую утапливаются стержни (см. рис. 11.18), фиксируется датчиками и переводится в значение угла развала. Для измерения угла схождения головку 2 поворачивают относительно ее оси на 90°. Этот тип стендов технологически удобен для диагностирования положения колес грузовых автомобилей, автобусов.
Для контроля только угла схождения применяют специальную измерительную линейку, которая универсальна и пригодна для всех автомобилей. Ее применение оправдано только при отсутствии другого оборудования, так как точность измерения примерно в 2-4 раза ниже, чем у стационарных стендов, что недостаточно для современных автомобилей.
Совмещая (комбинируя) определенные методы и оборудование, можно прово-дать общее диагностирование автомобиля в следующих случаях:
• при плановых ТО (это контроль узлов и систем, обеспечивающих дорожную и
экологическую безопасность, проверка мощностных характеристик, расхода
топлива и пр.);
• при государственных технических осмотрах (это в основном контроль узлов и
систем, обеспечивающих дорожную и экологическую безопасность).
КРЕПЕЖНЫЕ РАБОТЫ
Предназначены для обеспечения нормального состояния (затяжки) резьбовых соединений. В объеме ТО в зависимости от вида ТО и типа подвижного состава эти работы составляют 25-30%. Так, у автомобиля КамАЗ 3,5 тыс. резьбовых соединений. При ТО-1 необходимо проверить и, если требуется, подтянуть несколько десятков соединений. При ТО-2 это количество значительно возрастает. При текущем ремонте большинство сборочно-разборочных операций связано с крепежными работами. Поэтому применение правильных приемов по обслуживанию резьбовых соединений повышает эксплуатационную надежность автомобиля в целом, облегчает труд рабочих, значительно снижает трудоемкость этих работ при вторичном их выполнении.
Резьбовые соединения обеспечивают сборку узлов как посредством резьбы, находящейся непосредственно на детали (свеча зажигания, шаровые пальцы шарниров рулевого привода, регулировочные винты в механизме газораспределения), так и при помощи крепежных деталей - болтов, шпилек, гаек специального и общего назначения. Специальные применяют в ответственных узлах (шатунные болты, шпильки крепления головки цилиндров) или там, где без них технология сборки-разборки усложнится (например, квадратные гайки, устанавливаемые в пазы, где они удерживаются от прокручивания). Ответственные крепежные соединения имеют мелкий шаг резьбы и защитное покрытие.
Неисправности резьбовых соединений - это ослабление предварительной затяжки, повреждения и срыв резьбы. Ослабление резьбовых соединений и их самоотворачивание нарушают регулировку и приводят к ухудшению эксплуатационных свойств автомобиля, к потере герметичности уплотнений, к возрастанию динамических нагрузок на детали и к их поломкам. Самоотворачивание происходит в основном из-за вибраций, в результате чего снижается сила трения в самой резьбе и на контактном торце гайки или головки болта. Быстрому ослаблению крепления подвержены стартер, генератор, топливный насос, карданный вал. Вероятность самоотворачивания резко возрастет, если перед сборкой резьба была повреждена. Прилагаемое при затяжке усилие в этом случае приходилось в основном на трение в самой резьбе. Подтягивание резьбового соединения без необходимости нарушает его стабильность и снижает величину первоначального натяга. Крепежные детали, использовавшиеся 10-15 раз, сохраняют предварительную затяжку в 2-4 раза хуже, чем новые.
При невыполнении требуемых объемов крепежных работ при ТО-2, например у двигателя, к 80-100 тыс. км его пробега ослабевает затяжка почти 15% резьбовых соединений.
Срыв резьбы при ремонтах является также распространенным дефектом. Основная причина этого - затяжка соединений с усилиями, значительно превышающими нормативные.
Замятую резьбу можно восстановить специальным режущим инструментом (плашками, метчиками). Оборвавшуюся часть болта или шпильки из резьбового отверстия удаляют сверлом меньшего диаметра.
Сборка резьбовых соединений состоит в создании в них определенной предварительной затяжки с помощью ключей или гайковертов. Существует несколько методов контроля момента усилия затяжки. Наиболее распространенный из них -при помощи тарированных динамометрических ключей (рукояток). В инструкциях заводов-изготовителей, в технологических картах указаны моменты затяжки для наиболее ответственных узлов.
Превышение момента затяжки может повредить (сорвать) резьбу или вызвать текучесть материала стержня болта (шпильки) и ослабление затяжки. При применении динамометрических ключей надо иметь в виду, что указываемая на них
величина затяжки также учитывает силу трения в резьбовом соединении, которая существенно зависит от состояния резьбы (ее загрязненности, смятия).
Обслуживание резьбовых соединений требует соблюдения ряда условий. Длина ввертываемой части болта для стальной детали должна быть от одного до двух диаметров резьбы. Увеличивать глубину ввертывания бесполезно, так как основную нагрузку воспринимают только несколько витков резьбы, расположенных у входной поверхности детали. Длинные болты сложнее отворачивать, особенно при их коррозии. При наворачивании гайки болт выбирают по длине таким, чтобы он выступал из гайки не более чем на два-три витка резьбы. Перед сборкой резьба должна быть очищена, проверена и смазана.
Особой осторожности требуют детали резьбового соединения, изготовленные из разных металлов, например свеча зажигания и алюминиевая головка блока цилиндров, так как резьба на более мягком металле может быть повреждена.
Соединения, обеспечивающие герметичность топливо-, воздухо-, водо- и маслопроводов, затягиваются плавно. Последние 60-90° поворота детали надо делать без рывков, за один прием. Надежность этих соединений проверяется визуально или на слух. Подтяжка без необходимости может вызвать потерю герметичности.
Если узел имеет уплотнительные прокладки и собирается из разукомплектованных крепежных деталей, то вначале узел следует обжать с моментом, в 1,1 раза большим предусмотренного по техническим условиям, зате
|
|
|
