 |


Конструкции торцовых фрез. Торцовое фрезерование плоской поверхности за несколько проходов и за один проход
|
|
|
|
Обработку протяженных плоских открытых поверхностей выполняют цилиндрическими, торцовыми и иногда концевыми фрезами.
Фрезерование торцовыми фрезами более производительно, чем цилиндрическими, кроме того, шероховатость обработанной поверхности значительно меньше, чем при фрезеровании цилиндрическими. В серийном производстве при обработке плоских поверхностей, особенно крупногабаритных корпусных деталей, преимущественно применяют торцовое фрезерование, используя при этом фрезы большого диаметра со вставными резцами (ножами) или со сменными пластинками.
В обычных условиях точность обработки при фрезеровании достигает 8-11-го квалитета, а при скоростном и тонком фрезеровании – 6-7-го. Торцовые фрезы могут иметь цилиндрический или конический хвостовик (их выпускают диаметром  ) или насадной корпус, крепящийся к оправке с хвостовиком (
) или насадной корпус, крепящийся к оправке с хвостовиком ( ). Наиболее широко применяют торцовые фрезы диаметром
). Наиболее широко применяют торцовые фрезы диаметром  (90% всех выпускаемых торцовых фрез).
(90% всех выпускаемых торцовых фрез).
Диаметр фрезы выбирают, исходя из размеров обрабатываемой поверхности с учетом возможностей станка и его рабочей зоны. При обработке всей поверхности за один ход диаметр фрезы рекомендуется принимать равным  (рис.4). Поверхности больших размеров могут обрабатываться за несколько проходов (рис.4, а). При обработке на станках с ЧПУ иногда целесообразно выполнять черновую обработку поверхности за один проход с перемещением фрезы по двум координатам (рис.4, б)
(рис.4). Поверхности больших размеров могут обрабатываться за несколько проходов (рис.4, а). При обработке на станках с ЧПУ иногда целесообразно выполнять черновую обработку поверхности за один проход с перемещением фрезы по двум координатам (рис.4, б)
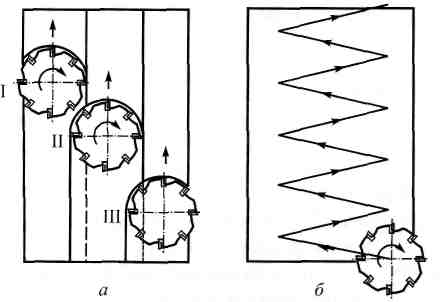
Рис. 4. Торцовое фрезерование плоской поверхности за несколько проходов (а)
и за один проход (б)
При работе торцовыми или концевыми фрезами различают симметричное и несимметричное резание. При симметричном резании ось фрезы совпадает с плоскостью симметрии обрабатываемой поверхности, а при несимметричном – не совпадает.
|
|
|
Сменные пластины, используемые в торцовых фрезах. Торцовое фрезерование инструментом с пластинами на разных уровнях и диаметрах и с зачистной пластиной. Установка режущих пластин на торцевой фрезе
Некоторые распространенные формы пластин, используемых в сборных торцовых фрезах, приведены на рис.5.
Фрезы с углом в плане 90° рекомендуется использовать при обработке тонкостенных нежестких заготовок и для получения прямоугольных выступов. Фрезы с углом в плане 45° имеют большую стойкость, чем первые, за счет уменьшения толщины стружки и увеличения длины режущей кромки, участвующей в процессе обработки. Фрезы с круглыми пластинами обладают высокой прочностью режущих кромок.
Зубья фрез могут устанавливаться на разных диаметрах и уровнях по высоте. Кроме того, для снижения шероховатости при обработке с большими подачами предусматривают зачистную пластину, имеющую режущую кромку, параллельную обработанной поверхности (рис.6). Обычно зачистная пластина выступает относительно режущих пластин на 0,05 мм.
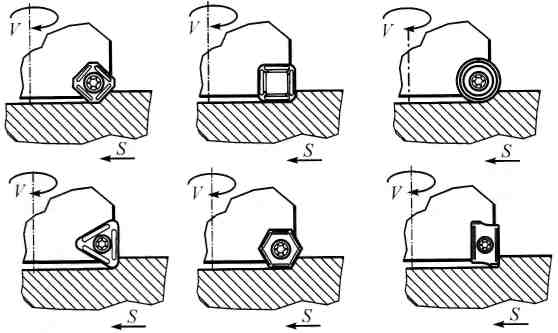
Рис. 5. Сменные пластины, используемые в торцовых фрезах
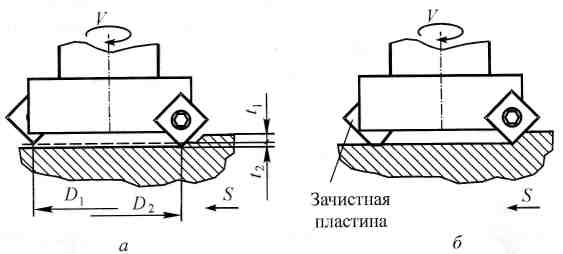
Рис. 6. Торцовое фрезерование инструментом с пластинами
на разных уровнях и диаметрах (а) и с зачистной пластиной (б)
Установку пластин выполняют с использованием специальных приспособлений, оснащенных индикаторами часового типа или упорами.
Торцовое фрезерование выполняют инструментом с разным числом зубьев. Фрезы с уменьшенным количеством зубьев используют при недостаточной мощности и жесткости станка, а также при необходимости больших вылетов инструмента. Напротив, фрезы с большим числом зубьев рекомендуются для обработки на жестких станках с большой мощностью привода главного движения. При одинаковой подаче на зуб обработка такими фрезами более производительна.
|
|
|
