 |


Расчёт операционных припусков, допусков, размеров заготовки
|
|
|
|
Назначение оптимальных припусков на обработку является важным технико-экономическим вопросом.
Для определения оптимальных припусков пользуются расчётно-аналитическим и опытно-статистическим методами.
Технологический маршрут обработки отверстия  состоит из сверления, зенкерования однократного и развертывания.
состоит из сверления, зенкерования однократного и развертывания.
Технологический маршрут механической обработки записывается в расчётную таблицу 2.3, а также записываем соответствующие заготовке и каждому технологическому переходу значения элементов припуска.
Значения  и Т находим по таблице [2, с.63, табл.4.3]. Значение и Т соответствующие сверлению, зенкерованию однократному и развертыванию. [2, с.64, табл.4.6].
и Т находим по таблице [2, с.63, табл.4.3]. Значение и Т соответствующие сверлению, зенкерованию однократному и развертыванию. [2, с.64, табл.4.6].
Таблица 2.3 – Расчёт припусков и предельных размеров по технологическим переходам на обработку  .
.
Технические переходы обработки

| Элементы припуска, мкм | Расчётный припуск 2Zmin, мкм | Расчётный размер
 , мм , мм
| Допуск IT, мкм | Предельный размер, мм | Предельные значения припуска, мкм | |||||
|
| Т | 
| 
| dmin | dmax | 2Zmin | 2Zmax | ||||
| Сверление (заготовка) | - | - | 2·11435 | 22,87 | 22,35 | 22,87 | - | - | |||
| Зенкерование однократное | 2·956 | 24,79 | 24,58 | 24,79 | |||||||
| Развёртывание | 0,19 | 30,25 | 2·130,25 | 25,052 | 25,052 |
Суммарное отклонение пространственных отклонений для заготовки данного типа определяется по формуле [2, с.66, табл.4.7]:
 , (2.9)
, (2.9)
где  = 25 мкм – [2, с.71, табл. 4.9] смещение оси отверстия;
= 25 мкм – [2, с.71, табл. 4.9] смещение оси отверстия;
 = 0,9 мкм/мм – [2, с.71, табл. 4.9] удельный увод оси отверстия.
= 0,9 мкм/мм – [2, с.71, табл. 4.9] удельный увод оси отверстия.
 мкм.
мкм.
Остаточное пространственное отклонение определяются по формуле:
 (2.10)
(2.10)
где  – коэффициент уточнения формы [2, с.73];
– коэффициент уточнения формы [2, с.73];
Для зенкерования однократного:
 мкм.
мкм.
Для окончательного точения:
 мкм.
мкм.
Погрешность установки определяется по формуле [2, с.74]:
|
|
|
 , (2.11
, (2.11
где  – погрешность плоскостности;
– погрешность плоскостности;
 мкм [2, с.78 табл.4.11] – погрешность закрепления заготовки;
мкм [2, с.78 табл.4.11] – погрешность закрепления заготовки;
 = 605 мкм.
= 605 мкм.
 мкм.
мкм.
На основании данных записанных в таблице 2.3 производим расчёт минимальных значений межоперационных припусков по формуле:
 , (2.12)
, (2.12)
где  – высота микронеровностей, полученная на предшествующем технологическом переходе, мкм;
– высота микронеровностей, полученная на предшествующем технологическом переходе, мкм;
 – глубина дефектного слоя, полученная на предшествующем переходе, мкм;
– глубина дефектного слоя, полученная на предшествующем переходе, мкм;
 – пространственные отклонения, полученная на предшествующем переходе, мкм;
– пространственные отклонения, полученная на предшествующем переходе, мкм;
 – погрешность установки, полученная на выполняемом переходе.
– погрешность установки, полученная на выполняемом переходе.
Минимальный припуск под зенкерование однократное:
 мкм.
мкм.
Минимальный припуск под развёртывание:
 мкм.
мкм.
Определяем расчётный диаметр  : заполнение начинается с конечного чертёжного размера, путём последовательного прибавления расчётного минимального припуска каждого технологического перехода:
: заполнение начинается с конечного чертёжного размера, путём последовательного прибавления расчётного минимального припуска каждого технологического перехода:
 мм;
мм;
 мм.
мм.
Наибольшие предельные размеры для каждого технологического перехода определяются округляя расчётные размеры до того знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Наименьшие предельные размеры определяются из наибольших предельных размеров вычитанием допусков соответствующих переходов.
 мм;
мм;
 мм;
мм;
 мм;
мм;
Предельные значения максимальных припусков (2Zmax) определяются как разность наименьших предельных размеров предшествующего и выполняемого перехода:
 мкм;
мкм;
 мкм;
мкм;
Предельные значения минимальных припусков 2Zmin определяются как разность наибольших предельных размеров выполняемого и предшествующего переходов:
 мкм;
мкм;
 мкм;
мкм;
Определяем общий номинальный припуск по формуле:
 , (2.13)
, (2.13)
где  – верхнее отклонение заготовки;
– верхнее отклонение заготовки;
 – верхнее отклонение детали.
– верхнее отклонение детали.
 мкм.
мкм.
Определяем номинальный размер заготовки:
 мм.
мм.
Произведём проверку:



Расчёт выполнен правильно.
Рисунок2.2 – Схема расположения припусков, допусков и операционных размеров на обработку отверстия 
|
|
|
Таблица 2.4 – Назначение припусков и предельных размеров по технологическим переходам на обработку поверхностей детали «Коромысло» 85-1702041.
| Обрабатываемая поверхность и вид обработки | Припуски, мм | Допуски, мм | Шероховатость, Ra | Размер после обработки, мм |
|
Отверстие
| ||||
| Сверление (заготовка) | 2  11,4 11,4
| 0,52 | 12,5 | 
|
| Зенкерование | 2 0,956
| 0,21 | 6,3 | 
|
| Развёртывание | 2 0,130
| 0,052 | 3,2 | 
|
Отверстие  Сверление(заготовка)
Сверление(заготовка)
| 2·7,25 | 0,43 | 6,3 |

|
| Зенкерование | 2·0,5 | 0,18 | 3,2 | 
|
Сфера  Заготовка
Заготовка
|

| |||
| Точение черновое Точение чистовое |
2 1,5
2·0,5
| 0,33 0,21 | 6,3 3,2 |


|
Отверстие  Сверление (заготовка)
Сверление (заготовка)
| 2·4 | 0,36 | 6,3 |

|
| Нижнее основание 14 Заготовка Фрезерование | 1·2 | 0,43 | 6,3 | 
|
Торец  Заготовка
Фрезерование
Заготовка
Фрезерование
| 1·2 | 0,25 | 3,2 |

|
Таблица 2.5 – Припуски и допуски на обрабатываемые поверхности по ГОСТ 7505-89.
| Размер, мм | Припуск, мм | Допуск, мм | |
| табличный | расчётный | ||
|
| 2 1,5
| 2·11,435 | 
|
|
| 2 1,5
| - |
|
|
| 2 1,5
| - |
|
| 1,5 | - |
|
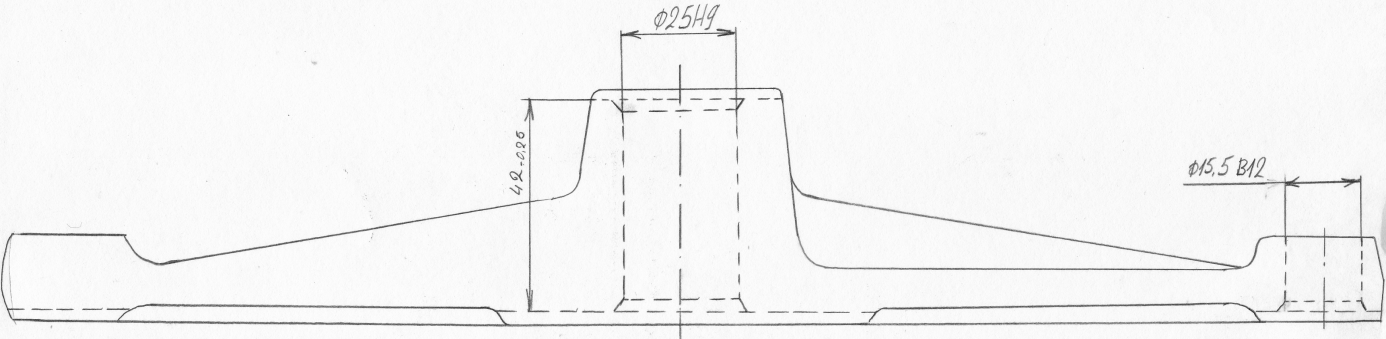
Рисунок 2.3 – Эскиз заготовки с рассчитанными припусками и допусками.
Выбор оборудования
На основании годовой программы выпуска деталей (8000 штук), размеров и конструкции детали, требований точности, шероховатости поверхностей и экономичности обработки, требований наиболее полного использования станков по мощности, простате обслуживания – производится выбор оборудования для каждой технологической операции.
Таблица 2.6 – Выбор технологического оборудования.
| Наименование и номер операции | Наименование оборудования | Краткая характеристика | Основные размеры | Мощность, кВт | Ремонтная сложность, р.е. | Стоимость, млн. руб. |
| 005 Вертиально-фрезерная c ЧПУ | Вертикально фрезерный с ЧПУ FSS400CNC | Частота вращения шпинделя,  28…1400
размеры стола, мм 1600 28…1400
размеры стола, мм 1600  500 500
| 3350 2410
| |||
| 010 Радиально-сверлильная | Радиально-сверлильный станок 2М55 | Частота вращения шпинделя, 20…2000
| 2445 1000
| |||
| 015 Вертикально-сверлильно-фрезерная | Вертикально-сверлильно-фрезерный станок ГС520 | Частота вращения шпинделя, 100…1800
| 825 700
1280
| 0,75 | ||
| 020 Токарная с ЧПУ | Токарно-винторезный с ЧПУ 16К20Ф3С32 | Частота вращения шпинделя, 12…3500
| 3360 1710
1750
| 136,3 | ||
| 025 Вертикально-сверлильная | Вертикально-сверлильный 2Н135 | Частота вращения шпинделя 31-1400, . Рабочая поверхность стола 450×500мм.
| 1030 835
2535
|
|
|
|
|
|
|
