 |


Технология формовки отливок в песчано-глинистых формах.
|
|
|
|
Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, который затвердевает в формах, изготовленных из формовочных смесей.
Формовочные смеси изготавливают из кварцевого песка различной зернистости и связующего – глины.
Прочность этих смесей невелика, поэтому литейные формы изготавливают толстостенными с учетом больших давлений жидкого металла. На стенки формы для улучшения механических и технологических свойств в формовочные смеси добавляют вспомогательные материалы, связующие смолы и жидкое стекло.
Противопригарные камневидный …
Вспомогательные формовочные составы: замазки, клеи, краски.
По характеру использования формовочные смеси разделяют на следующие:
Облицовочная смесь используется для образования рабочей поверхности формы толщиной 15-30 мм, которая подвергается жесткому воздействию расплава при заливке. Для ее получения берут большое количество свежих материалов: песка и глины.
Остальной объем формы изготавливают из наполнительной смеси, менее качественной, состоящей из оборотной смеси (б/у).
…
… смеси применяются одновременно в качестве облицовочной и наполнительной. В ней около 20 % свежих формовочных материалов.
…
Стержневые смеси подвергаются большим термическим и механическим воздействиям. Стержень со всех сторон окружен расплавленным металлом, так как служит для образования полости в материале.
Для стержней применяют свежие кварцевый песок и глину, чтобы он не пригорал к расплаву добавляют уголь, мазут, графит.
Стержни изготавливают в специальных стержневых ящиках.
Модельный комплект и элементы летниковой системы.
Для изготовления формы необходимо иметь модельный комплект.
|
|
|
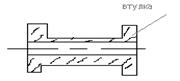
Модельный комплект – приспособления, которые включают модели летниковой системы, подмодельные плиты, различные шаблоны, а также опоки.
Летниковая модель – копия отливки
Модель имеет знаки …
…
Скругление углов в модели называют галтелями.
Модели могут быть цельными и разъемными. Их изготавливают из дерева, алюминия и его сплавов, чугуна, пластмассы и т.д.
Модельные плиты формируют разъем…
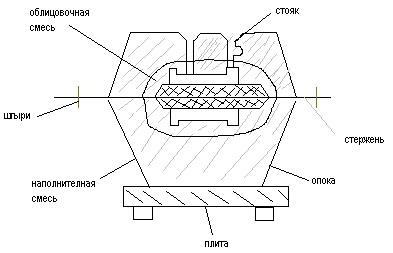
Опоки – прочные металлические рамы. Их изготавливают из чугуна, стали, алюминиевых сплавов. Литейную форму заливают через летниковую систему.
Моделями летниковой системы являются летниковая чаша.
Служит для приема металла и придачи ему формы.
Формовка в парных опоках.
Формовка – технологические операции, с помощью которых изготавливают литейные формы.
При формовке в парных опоках может быть …
…
I. Изготовление нижней полуформы.
1) Устанавливают половину модели и опоку на плиту
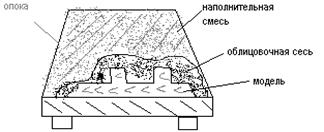
Засыпают модель облицовочной смесью толщиной 15-30 мм, затем наполнительной смесью тщательно уплотняют.
II. Изготовление верхней полуформы.
1) Опоку поворачивают на 180˚
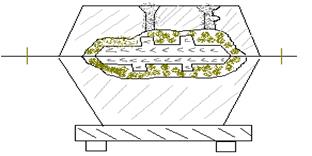
Засыпают …
Извлекают модели летниковой системы
Устанавливают стержень.
Специальные виды литья
Для приготовления отливок в песчано-глинистых формах …
…
Для того, чтобы избежать этих недостатков …
Литье в оболочковые формы
Сущность метода заключается в том, что литейная форма изготавливается в виде оболочки.
Для этого используются в качестве формовочных смесей фенольные термореактивные смолы в количестве 4-6% с мелким кварцевым песком, который они цементируют.
Технология изготовления оболочковой формы.
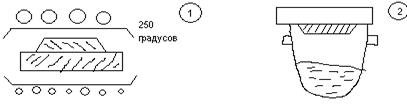
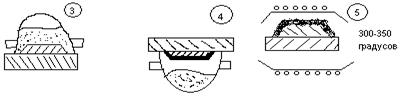
Модельную плиту с моделью нагревают в электрической печи до температур 200-250 ˚С (1). Затем закрепляют на бункере моделью вниз (2). Бункер переворачивают на 180˚ и формовочная смесь падает на модельную плиту и модель (3). При выдержке 20-30 секунд смола плавится и обволакивает мелкие частицы песка. Образуется оболочка толщиной 6-8 мм. Бункер возвращают в исходное положение (4) и снимают модель и подмодельную плиту, отправляют их в печь с температурой 300-350 ˚С. Здесь смола полимеризуется, необратимо твердеет и образует твердую прочную оболочковую полу-форму (5).
|
|
|
При помощи специальных превращений оболочку снимают с модели. Аналогично изготавливают вторую полу-форму. В одной из полу-форм при необходимости устанавливают стержни, …
скрепляют механически или склеивают. Собранную форму помещают в опоку с песком и заливают сплавом. К моменту полной кристаллизации отливки смола выгорает, форма и стержни разупрочняются и легко разрушаются, освобождая отливку. Получают детали тракторов, автомобилей, сельхоз и …
…
массой от 5 до 150 кг.
|
|
|
