 |


Функциональная схема герметизации
|
|
|
|
В разомкнутую пресс-форму 1 загружается отрезок ленты-носителя 2 с кристаллами (рис. а). При включении насоса происходит смыкание пресс-формы с максимальным усилием сжатия 0,5 МН. В литьевую форму 3 загружается таблетка пресс-материала 4 (рис. 6), далее происходит ускоренное опускание, а затем рабочий ход штока 5 цилиндра (рис. в). Скорость рабочего хода настраивается с помощью механизма подачи, а усилие — при помощи запорных золотников по манометрам до необходимого давления в верхней и нижней полостях цилиндра.
В процессе рабочего хода штока происходит впрыскивание материала под высоким давлением (рис. г). Для увеличения текучести таблетку пластмассы предварительно разогревают токами высокой частоты. Для получения высокой плотности корпуса производится выдержка (рис. д) при номинальном давлении. Далее происходит подъем штока, размыкание пресс-формы, съем загерметизированных приборов 6 и очистка пресс-формы (рис. е).
Компрессионное прессование менее распространено, чем литьевое. Сущность этого метода состоит в том, что плавление герметизирующего материала и заливка им ИС осуществляется в пресс-форме и с частичной полимеризацией. Пресс-форма для компрессионного прессования имеет обогрев верхней и нижней частей (матрицы и пуансона). В нижнюю часть помещают таблетку пластмассы, на нее — металлическую арматуру герметизируемых ИС, а затем — вторую таблетку пластмассы. Далее обе части формы соединяют. При нагревании и под, действием давления пластмасса переходит в пластичное состояние, заполняет все полости рабочего объема пресс-формы и полимеризуется. После этого пресс-форма раскрывается и из нее выталкиваются загерметизированные приборы.
|
|
|
Для герметизации ИС пластмассой используется следующий комплект оборудования: пресс для литьевого или компрессионного прессования, машина для изготовления таблеток из пластмассы, подогреватель для таблеток, пресс-формы и пресс со штампом для отделения загерметизированных ИС друг от друга.
На рис. ниже изображена установка УГП-50 для герметизации ИС пластмассой.

Установка УГП-50 для герметизации интегральных микросхем пластмассой
Она оборудована электрическими подогревателями верхней и нижней частей пресс-формы. Удаление загерметизированных ИС производится верхними и нижними эжекторными толкателями. Для зажима пресс-формы служит установленная в рабочем пространстве пресса гидравлическая система. При зажиме и освобождении (разъеме) пресс-формы зажимное устройство действует с различными регулируемыми скоростями: при закрытии пресс-формы оно быстро закрывается, при освобождении вначале открывается медленно (в этот момент происходит выталкивание залитых пластмассой ИС), а затем скорость увеличивается, причем эту скорость можно регулировать. Зажимное устройство имеет предохранительное приспособление для пресс-формы на случай, если перфолента будет уложена неправильно. Таким образом, вероятность повреждения пресс-формы в прессах сведена к минимуму. Конструкцией пресса предусмотрена также регулировка высоты рабочего пространства для закрытых пресс-форм различной высоты.
Для герметизации ИС применяют одно- и многоместные съемные и стационарные пресс-формы. Качество герметизации ИС в большой степени зависит от конструкции и качества изготовления пресс-формы. Основные узлы установки УГП-50: панель управления 1, пресс 2, элементы управления 3, приборы регулирования давления и температуры 4 и 5.
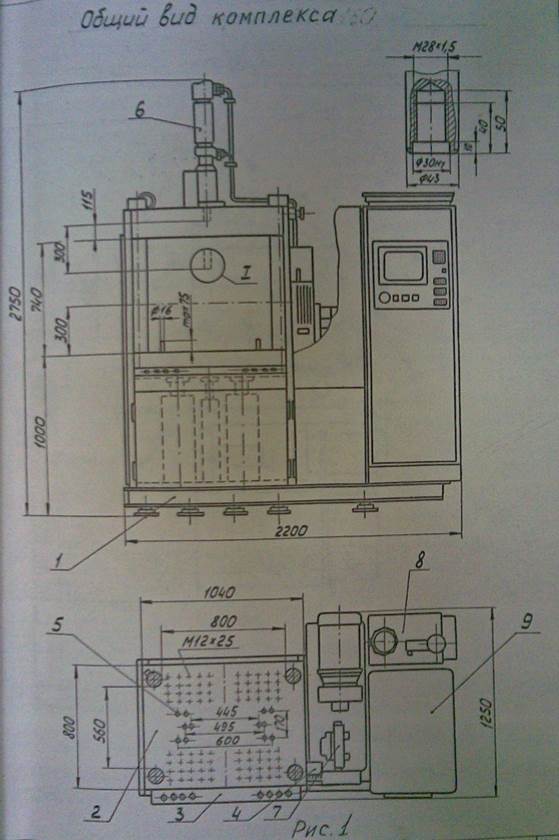
Установка герметизации PXV—160
Преднозначена для герметизации приборов методом литьевого пресcования в многоместной пресcформе посредствам пресскомпазиции типа ПЛАСКОН.33
|
|
|
Основные технические характеристики.
Усилие запирания, кН--1600
Путь шприцевания, мм—320
Рабоча температура верхняя плита—300--1800
нижняя плита—300--1800
Наибольшее растояние между запорной плитой и плунжером пресcования—800 мм.
Вес—5000 кг.
Размеры (длинна-высота-ширина) 2,1×1,3×2,8 (м)
Максимальная мощьность—26 кВт.
Максимальный ток—38 А
Сеть переменного тока—3-х фазная 220/380В 50 Гц
Установка оборудованна системой принудительной вытяжной вентиляцией.
Устройство установки:
1. Несущая рама
2. Устройство запирания
3. Пульт управления
4. Кулачковая система управления
5. Выталкиватели
6. Плунжер прессования
7. Гидростанция
8. Гидравлический сервоконтур
9. Шкаф электроуправления
Нижняя плита перемещается вверх и вниз с помощью пяти гидроциллиндров.
Со стороны управления рабочая зона остаётся открытой. На левой стороне и сзади рабочая зона закрыта дверьми, которые контролируются концевыми выключателями.
Пульт управления находится непосредственно перед рабочей зоной и обслуживается одним оператором.
1. ПУСК
2. Исходное запорной плиты
3. СТОП
4. Двурукое управление
5. Смыкание
6. Плунжер вниз
7. Размыкание
8. Плунжер вверх.
Плунжер прессования находится в верхней плите устройства запирания. Сигналы перемещения штока плунжера в крайнее верхнее и крайнее нижнее снимаются микропереключателями. Регулировка хода штока плунжера в нижнем положении осуществляется подвижным кулачком, закреплённым на вертикальной штанге.
Гидростанция.
С целью обеспечения нормальной работы пресса PXV—160 система гидравлики разделена на два контура. Один, контур главного потока состоит из основного насосного агрегата, управляющей колонки и гидроцилиндров устройства запирания и прессования. Главной частью основного насосного агрегата является регулируемый радиально поршневой насос. Регулировка потока масла и давления этого насоса осуществляется посредствам сервоклапана. Он получает необходимое чистое масло от второго контура циркуляции масла, подаваемого агрегатом управления потоком.
Гидравлический сервоконтур
|
|
|
Это агрегат управляющего потока находится позади шкафа электроуправления и служит только для создания вспомогательного потока с целью управления серверегулирующим устройством радиально-поршневого насоса
Требования к маслу—чистота 10µ.
Установка герметизации имеет три режима работы: имитация (в этом режиме производится герметизации и чистка пресс-формы), автомат(используется редко),и наладка(используется наладчиком для отладки и ремонта).
| Наименование неисправности | Вероятная причина | Способ устранения |
| Запорная плита перемещается рывками | Наличие воздуха в гидрасистеме | Стравить воздух через дренажную пробку |
| Неравномерный нагрев пресс- Формы | Вышел из строя тен или разорвана цепь питания | Заменить тен или восстановить проводку |
| Перегрев пресс-формы | На тен поступает избыточный ток | Уменьшить ток регулятором температуры |
| Пресс не реагирует на нажатие Кнопок | Открыта стеклянная дверь или дефект блокировки | Проверить блокировку и плотно закрыть дверь |
| Слишком низкий уровень масла в ёмкости | Дефект датчика уровня масла | Устранить дефект датчика |
| Загрязнён масляный фильтр | Вышел срок службы фильтра. Грязное масло | Заменить фильтрующий элемент Заменить масло |
| Сильные или ненормальные шумы в работе гидростанции | Неисправна муфта сцепления Неправильное направление вращения Неисправен электродвигатель | Исправить муфту сцепления Поменять фазы проводов Заменить электродвигатель |
| Слишком высокая температура масла | Недостаточное поперечное сечение трубопроводов ослаблены крепления трубопроводов Плохая деорация | Увеличить сечение трубопроводов Подтянуть крепления Удалить воздух из магистралей |
| Масло вспенивается | Низкий уровень масла Негодное масло вязкость не соответствует норме | Долить масла Заменить масло |
Раздел 12
|
|
|
