 |


Электроконтактное напекание порошка.
|
|
|
|
СОДЕРЖАНИЕ.
Введение 2
1.Анализ хозяйственной деятельности производственного
объединения «Новосибавторемонт» 4
2. Анализ восстановления коленчатого вала
двигателя ЗИЛ – 130 6
3. Анализ способов ППД 15
4.Выводы 36
5.Рачет объема работ 37
6.Проектирование технологического процесса восстановления
коленчатого вала ЗИЛ-130 39
6.1.Разработка маршрутной технологии 39
6.2.Определение количества работающих
на каждом рабочем месте48
6.3.Расчет количества рабочих постов 51
6.4.Расчет количества оборудования 53
6.5. Расчет производственных площадей 56
6.6. Расчет отопления, вентиляции, освещения,
водоснабжения 57
7. Конструкторская часть 62
8. Безопасность жизнедеятельности 71
9.Расчет экономической эффективности 77
Литература 81
Введение.
Одним из важнейших направлений в переходе народного хозяйства на рыночные отношения является повсеместное, рациональное использование сырьевых, топливно-энергетических и других материальных ресурсов. Усиление работы в этом направлении рассматривается как неотъемлемая часть экономической стратегии, крупнейший рычаг повышения эффективности производства во всех звеньях народного хозяйства.
Одним из самых крупных резервов экономии и бережливости выступает восстановление изношенных деталей. Восстановление изношенных деталей машин обеспечивает экономию высококачественного материала, топлива, энергетических и трудовых ресурсов.
Для восстановления трудоспособности изношенных деталей требуется в 5-8 раз меньше технологических операций по сравнению с изготовлением новых деталей [1].
По данным ГОСНИТИ 85% деталей восстанавливают при износе не более 0,3 мм., т.е. их работоспособность восстанавливается при нанесении покрытия незначительной толщины.
|
|
|
Однако ресурс восстановленных деталей по сравнению с новыми, во многих случаях, остается низким. В тоже время имеются такие примеры, когда ресурс восстановленных прогрессивными способами, в несколько раз выше ресурса новых деталей [2].
Основа повышения качества – применение передовых технологий восстановления деталей.
При восстановлении коленчатых валов двигателей возникает необходимость изыскания новых, более прогрессивных способов восстановления, которые смогли бы повысить ресурс деталей при сравнительно низких затратах.
В проекте сделан глубокий анализ различных способов восстановления упрочнения поверхностным пластическим деформированием коленчатых валов.
Одним из наилучшим способом является ультразвуковое упрочнение после наплавки под слоем флюса.
Исходя из этого, в проекте разработан технологический процесс восстановления, модернизировано универсальное оборудование для УЗУ, сделана технико-экономическая оценка предполагаемой конструкции и всего проекта в целом.
1. Анализ хозяйственной деятельности производственного объединения «Новосибирскавторемонт».
Производственное объединение «Новосибирскавторемонот» расположено в центральной части города. Оно состоит из 4 филиалов. Данный проект разработан на базе филиала № 3. Цех по ремонту двигателей данного филиала был построен в 1954 году, и занимает территорию около 2500 м2.
Филиал № 3 производственного объединения «Новосибирскавторемонт» расположен в Центральном районе вблизи станции метро «Красный проспект».
Климат в районе расположения цеха резко континентальный с холодной зимой и жарким летом. Продолжительность безморозного периода 100 – 110 дней.
Анализ технико-экономических показателей цеха.
Полноценная работа цеха по ремонту двигателей во многом зависит от технико-экономических показателей.
|
|
|
В таблице 1.1. приведена калькуляция по цеху ремонта двигателей филиала № 3 п/о «Новосибирскавторемонт».
Таблица 1.1. Технико-экономические показатели.
| № | Показатель | 2001 г. | 2002 г. | 2003 г. |
| 1 | Программа ремонта двигателей, шт.: ГАЗ – 53 ГАЗ – 672 ГАЗ – 24 ЗИЛ – 130 | 400 300 300 - | 300 350 300 150 | 300 200 300 150 |
| 2 | Численность работающих. | 65 | 58 | 47 |
| 3 | Товарная продукция, млн. руб. | 23,5 | 35,2 | 70 |
| 4 | Прибыль, млн. руб. | 1 | 5 | 10 |
| 5 | Себестоимость восстановления коленчатого вала, руб. | 150 | 300 | 425 |
| 6 | Трудоемкость, чел/час. | 9,3 | 9,3 | 9,3 |
1.2. Анализ организации ремонта двигателей.
Цех работает по пятидневной рабочей неделе с двумя выходными днями. Продолжительность работы – 8 часов.
В настоящее время цех осуществляет капитальный ремонт двигателей, занимается восстановлением коленчатых валов, гильз цилиндров и т.п.
Технологические процессы механизированы с применением специализированного оборудования, приспособлений и инструмента.
Технологический цикл – замкнутый цикл, который характеризуется выполнением всех необходимых работ в одном производственном помещении, начиная от приемки ремонтного фонда и оканчивая выдачей готовой продукции.
Обеспечение участка сборки двигателей запасными частями ведется через центральный склад производственного объединения «Новосибирскавторемонт».
Узким местом ремонта двигателей, в частности восстановление коленчатых валов, является низкий восстановительный ресурс. Это обусловлено применением отсталой технологии, не отвечающей современным требованиям.
В связи с этим в проекте сделан глубокий анализ существующих методов восстановления и упрочнения (ППД) и выбраны наиболее прогрессивные способы, на основании которых построен данный дипломный проект.
Анализ восстановления коленчатого вала двигателя ЗИЛ – 130.
Наплавка под слоем флюса.
В общем объеме работ по восстановлению деталей на ремонтных предприятиях наплавка под слоем флюса составляет 32 % [2].
При такой наплавке в зону горения дуги (рис. 2.1.) подают сыпучий флюс, состоящий из мелких крупиц зерен.
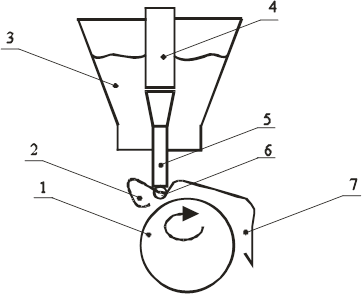
Рисунок 2.1. Схема автоматической наплавки.
|
|
|
1-напловляемая деталь;
2-эластичная оболочка;
3-бункер с флюсом;
4- мундштук;
5-электрод;
6-электрическая дуга;
7-шлаковая корка.
Под воздействием высокой температуры часть флюса плавится, образуя вокруг дуги эластичную оболочку, которая надежно защищает расплавленный метал от действия кислорода и азота.
Автоматическая наплавка эффективна в трех случаях, когда необходимо наплавить слой толщиной более 3 мм, глубокое проплавление нежелательно, т.к. оно увеличивает деформацию детали [1,3].
Главным фактором, влияющим на глубину проплавления, является сила тока.
Влияние на глубину проплавления оказывает относительное размещение электрода и детали. В практике применяют наплавку углом вперед, при которой глубина проплавления меньше, чем при наплавке углом назад. Глубина проплавления также уменьшается с увеличением вылета электрода.
Качество наплавленного металла и его износостойкость зависят от марки электродной проволоки, флюса и режима наплавки. Сварочные наплавочные проволоки, применяемые при восстановлении коленчатых валов, сведены в таблицу 2.1:
Таблица 2.1.Сварочные и наплавочные проволоки.
| Марка проволоки. | Химический состав. | Диаметр проволоки, мм. | Рекоменд флюсы | Твердость после наплавки HRCэ | ||||
| C | Mn | Si | Cr | Ni | ||||
| Нп-80 | 0,75 ÷ 0,85 | 0,5 ÷ 0,8 | 0,17 ÷ 0,37 | 0,25 | 0,3 | 1; 1,2; 1,4; 1,6; 1,8; 2. | Ан-348 | 30…34 |
| Нп-65Г | 0,6 ÷ 0,7 | 0,9 ÷ 1,2 | 0,17 ÷ 0,37 | 0,3 | 0,3 | Ан-348 | 25…34 | |
| Нп-30 ХГСА | 0,3 | 0,8 | 0,9 ÷ 1,2 | 0,8 ÷ 1,1 | 0,4 | Ан-348 | 30…34 | |
Наплавочные флюса Ан-348, Ан-60 и другие содержат стабилизирующие элементы, но в состав флюсов не входят легирующие добавки, что не способствует повышению прочности и износостойкости наплавленного металла.
Наплавка под слоем флюса с последующей термообработкой обеспечивает стабильность структуры и твердость наплавленного металла восстанавливаемых коленчатых валов.
В этом случае наплавляют пружинной проволокой II класса или проволокой Нп-30ХГС при режим:
напряжение дуги 25 ÷ 30 В,
сила тока 180 ÷ 220 А,
|
|
|
шаг наплавки 4,6 м/об,
скорость подачи проволоки 1,6 ÷ 2,1 м/мин [1].
Наплавленный металл обладает твердостью HRC 32…40 и легко поддается механической обработке.
Хорошие результаты дают применение порошков. Проволоки [2].
Электроконтактное напекание порошка.
Схема электроконтактного напекания металлических порошков на поверхности деталей разработана ЧИМЭСХ.
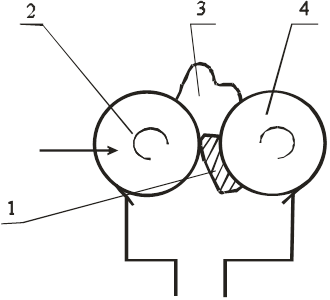
Рисунок 2.2. Схема электроконтактного напекания металлических порошков на поверхности деталей.
1-наплавляемый слой;
2-ролик контактный;
3-порошок металлический;
4-деталь.
Оптимальные режимы напекания порошка, обеспечивающие сцепление в пределах 120…150 МН/м2 лежат в пределах: по напряжению – 0,87÷1,35 В на 1 мм толщины слоя, по давлению - 40÷60 МН/м2, по затратам энергии – 2,1 ÷3,2 Вт ч/г.
Пористость получаемого слоя на оптимальных режимах 8-12%, твердость 70…82 HRB.
Напекание порошка с повышенным содержанием углерода (С=0,84%) проводится по аналогии, что для порошка АП84. При этом сцепление слоя с металлом повышается до 220÷250 МН/м2.
Напекание порошка. Сормайт – 1 должно проводится при высоких удельных давлениях (60…80 МН/м2) и пониженных напряжениях (0,73…1,05 В на 1 мм толщины наплавленного слоя).
Основное влияние на качество слоя его сцепление с металлом оказывает скорость напекания, влияющая на температурный режим в процессе напекания (2.3.)
При напекании на пониженных скоростях 0,12…0,17 м/мин, слой получается весьма плотным (пористость 6÷8%). При повышении скорости напекания на 0,25 м/мин пористость несколько возрастает до 10÷12%, а качество сцепления улучшается в результате уменьшения поверхности окисления детали и порошка в процессе нагрева и формирования слоя [1].
Напекание порошка ведется «узким» роликом 4 мм по винтовой линии или «широким» на всю поверхность напекания с учетом соблюдения вышеприведенных режимов [1,3,15].
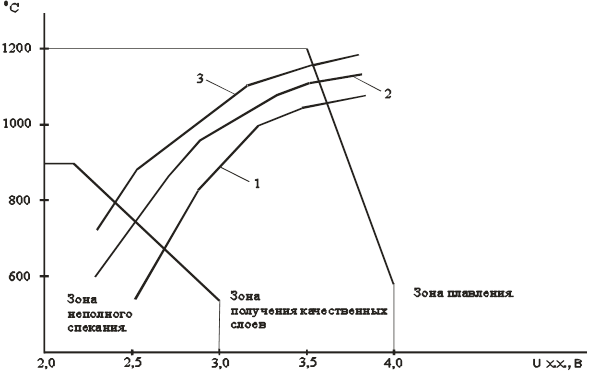
Рисунок 2.3. Температура в граничной зоне в зависимости от напряжения холостого хода и скорости напекания.
1-Vн = 0,37 м/мин;
2-Vн = 0,25 м/мин;
3-Vн = 0,17 м/мин.
2.3. Электрометаллизация.
Металлизация – один из распространенных способов получения металлических покрытий поверхностей нанесением на эти поверхности расплавленного металла.
Сущность процесса в следующем: металл, расплавленный дугой, струей сжатого воздуха (давление до 0,6 МПа) покрывает поверхность восстанавливаемой детали. Процесс дуговой металлизации осуществляется специальным аппаратом – металлизатором (рис. 2.4.).

Рисунок 2.4. Схема металлизатора.
1 – электродная проволока;
2 – сопло;
3 – провода от трансформатора;
|
|
|
4 – деталь.
Аппарат действует следующим образом: с помощью роликов по направляющим наконечникам непрерывно подается две проволоки,, к которым подведен электрический ток. Возникающая между проволоками электрическая дуга расплавляет металл. Одновременно по воздушному соплу в зону дуги поступает сжатый газ под давлением. Большая скорость движения частиц металла (120… 300 м/с) и незначительное время налета, исчисляемое тысячами долями секунды, обуславливает в момент удара его пластическую деформацию, заполнение частицами неровностей и пор поверхности детали, сцепление частиц между собой и с поверхностью, в результате чего образуется сплошное покрытие.
Толщина наплавляемого слоя от нескольких микронов до 10 мм и более.
Питание электрометаллизатора осуществляется либо от специальных трансформаторов с дополнительными отводами от витков вторичной обмотки, допускающие напряжение дуги 20 – 55 В (с промежутком через 4 – 5 В) при токе не менее 250 А.
Рекомендуемые материалы электродной проволоки: сталь 45, Нп – 30 ХГСА.
Металлизация обеспечивает высокую твердость напыленного слоя. Однако, применяя металлизацию, необходимо учитывать, что нанесенный слой не повышает прочности детали. По этому применять металлизацию для восстановления деталей с ослабленным сечением не следует. Кроме этого необходимо знать, что сцепляемость напыленного слоя с осн6овным металлом недостаточно [2,3,14].
|
|
|
