 |


Станок устанавливают на плиту двумя способами.
|
|
|
|
Первый способ (рис. 3. 8) предусматривает выравнивание станины 1 в продольном и поперечном направлениях домкратами 4 и закрепление на плите 3 болтами 5. Между свисающими с плиты частями станины и фундаментом 7 заводят клинья 6. В этом месте станина крепится к фундаменту специальными болтами 2. Общую проверку установки станка производят уровнем на верхней плоскости стойки; перемещая ее, наблюдают за отклонением пузырька уровня. Иглой рейсмуса, расположенного на шпинделе фрезерной головки, проверяют правильность положения станины относительно обрабатываемых полок фундамента.

Рисунок 3. 8 - Установка станка для обработки фундамента (1-й способ).
При небольших размерах фундамента применяют второй способ (рис. 3. 9). Плиту 1 жестко соединяют со станиной 2 станка, устанавливают непосредственно на фундаменте без выверки и крепят к нему прихватами 3. При перемещении станка в новое установочное положение плиту снимают с фундамента и перемещают вместе со станком.

Рисунок 3. 9 - Установка станка для обработки фундамента (2-й способ).
Примерная последовательность обработки фундамента под редуктор средней мощности станком, смонтированным на трехметровой станине, показана на рис. 3. 9. Для полной обработки такого фундамента требуются три перестановки станины (положения I, II, III) и восемь (1—8) операций фрезерования. При переходе от одной операции к другой в каждом из трех положений производится поворот стойки или ползуна на 180°. После демонтажа станка полки фундаментов в местах стыков отдельных переходов окончательно обрабатывают пневматическими шлифовальными машинами.
| Режим фрезерования | Черновая обработка | Чистовая обработка |
| Скорость резания, м/мин | 40, 7 | 51, 7 |
| Глубина фрезерования, мм | 1, 5 | 0, 4 |
| Подача, мм/мин | ||
| Диаметр фрезы, мм |
|
|
|

Рисунок 3. 10 - Последовательность обработки поверхности фундамента под
редуктор: I — необработанная поверхность полки; II — обработанная поверхность полки; III — поверхность полки, обработанная на данной операции.
Применение фрезерных станков, даже при значительных затратах вспомогательного времени на их перестановку и закрепление, сокращает общую трудоемкость обработки фундамента примерно в четыре раза по сравнению с ручной.
Порядок выполнения монтажных операций и выбор способа монтажа при установке главных двигателей на фундамент зависят от двух факторов:
1. в собранном ли виде поступил двигатель на монтаж;
2. смонтирован ли валопровод до начала монтажа двигателя.
Двигатели, поставляемые в собранном виде, грузят на судно и ставят на временные дубовые прокладки, толщина которых равна толщине установочных прокладок, определяемой по чертежу. В продольном направлении дизели размещают по мерной рейке, равной сумме длин валов валопровода, определяя его необходимое расстояние от торца кормовой опоры гребного вала до кормового торца коленчатого вала дизеля. Затем дизель устанавливают на отжимные приспособления (клиновые домкраты, отжимные болты, специальные скобы) и приступают к его центровке с помощью оптических приборов.
Отцентрованный двигатель закрепляют на судовом фундаменте на стальных клиновых прокладках (клиньях). Такой способ крепления требует предварительной обработки судового фундамента и тщательной пригонки каждого клина с помощью пневматических шлифовальных машин и ручной доводки шабером. При установке клиньев в зазор между полкой фундамента и лапой двигателя (рис. 3. 11, а) необходимо выполнять следующие требования: щуп 0, 05 мм не должен проходить между клипом и опорной поверхностью фундамента и между клином и лапой механизма на 2/3 периметра клина, на остальной части периметра зазоры должны быть разнесены и не должны превышать 0, 3 мм; свисание клина с полки фундамента или с приваренной к ней планки более чем на 5 мм не допускается.
|
|
|
Все чаще способ крепления двигателей на судовом фундаменте с помощью клиньев заменяется более прогрессивными и менее трудоемкими способами: на сферических самоустанавливающихся прокладках, на регулируемых клиновых прокладках и на прокладках из быстротвердеющей пластмассы (ФМВ).
Применение сферических самоустанавливающихся прокладок (рис. 3. 11, б) исключает взаимную пригонку сферических поверхностей и обеспечивает их взаимозаменяемость вследствие того, что прокладки обрабатывают на токарном станке по копиру, оставляя припуск на обработку их торцев по замерам с места. Благодаря сферическим поверхностям, верхняя половина прокладки самоустанавливается по нижней, соответственно наклону лапы механизма, по отношению к опорной поверхности фундамента. Верхняя половина прокладки имеет бурт, предназначенный для зажатия прокладки в оправе приспособления при подрезке ее торца.
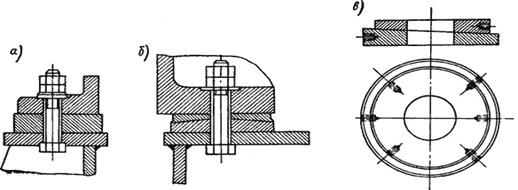
Рисунок 3. 11 - Крепление главных механизмов на судовом фундаменте с помощью стальных клиньев (а), сферических прокладок (б) и регулируемая клиновая прокладка (в).
При установке двигателей на регулируемых клиновых прокладках (рис. 3. 11, б) трудоемкость обработки и пригонки последних еще более уменьшается, так как исключается обработка сферы. Клинья выполняют в виде дисков, которые имеют наклон соприкасающихся поверхностей 1: 20 и три резьбовых отверстия Мб по периметру каждого клина для ввертывания рукояток. После заведения прокладок в зазор между лапой двигателя и поверхностью фундамента сдвигают один клин относительно другого, регулируя высоту прокладок, а затем поворачивают оба клина до совпадения угла наклона их торцев с наклоном указанных поверхностей.
Вопросы для самоконтроля:
1. Каково назначение и устройство основных узлов судовых дизельных установок?
2. Для каких целей и в каком объеме проводят швартовные и ходовые испытания?
|
|
|
3. Перечислите признаки неритмичной работы механизмов.
4. На какие группы разделяют СВМ по характеру монтажа?
5. Какие основные требования необходимо выполнять при монтаже трубопроводов?
6. В чем особенности монтажа главных механизмов на судовые фундаменты?
Рекомендуемая литература:
[1, 2, 3, 4, 5]
|
|
|
