 |


Полубензели. Тема 2.6. Технология изготовления изделий такелажа. Плетёный мат. Канатные стропы
|
|
|
|
Полубензели
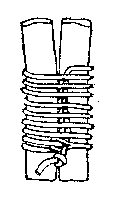
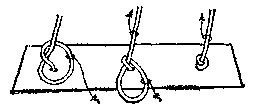
Рис. 130. Круглый полубензель. Рис. 131, Выполнение узла.
Круглый полубензель (рис. 130). Самый простой из всех бензелей. Он широко применяется, если необходимо получить легковыполнимый бензель, особенно в тех случаях, когда тесное помещение затрудняет работу. Бензельным линем обвивают оба скрепляемых троса. Причем огон укладывают в промежуток между ними. Тросы стягивают требуемым числом шлагов (обычно семью шлагами). Каждый шлаг обтягивают с помощью свайки. Затем свободный конец линя проводят под шлагом бензеля в огон, который должен быть небольшим, и закрепляют простым узлом.
На рисунке для наглядности бензель показан неплотным, но на самом деле шлаги его обтягивают как можно туже и плотнее и узел выполняют вплотную к огону. Легче всего это сделать, как показано на рис. 131. Сначала узел завязывают свободно, ходовой конец туго зажимают и петлю узла быстро затягивают вниз вокруг него. Образовавшуюся таким образом петлю придерживают большим пальцем и вытягивают через нее ходовой конец. Узел завязывается у самого основания.
Тема 2. 6. Технология изготовления изделий такелажа
Плетёный мат
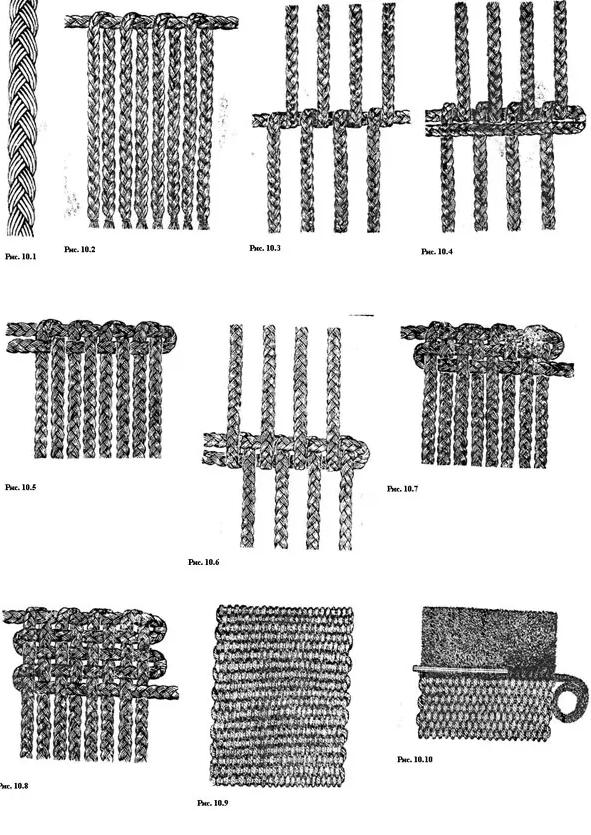
Изготовление. Материалом для мата служат плетенки из 9 (или 12) каболок пенькового или манильского троса каждая (Рис. 10. 1). Для основы мата изготовляются плетенки, более чем вдвое превышающие его длину. Кроме того, должна быть изготовлена плетенка большой длины для утка.
Плетение мата выполняется следующим образом. Плетенки основы укладываются на палубе вплотную друг к другу и перекрываются концом утка, причем уток должен разделять их на две равные по длине части. Затем верхние части плетенок отводятся вниз (Рис. 10. 2), а нижние — вверх (Рис. 10. 3). После этого основа вновь накрывается утком (Рис. 10. 4), верхние части плетенок отгибаются вниз (Рис. 10. 5), а нижние — вверх (Рис. 10. 6).
|
|
|
В дальнейшем работа повторяется в таком же порядке (Рис. 10. 7, Рис. 10. 8). Когда мат достигнет желаемых размеров, концы Плетенок пробиваются по направлению к середине мата.
Плетеный мат в готовом виде показан на Рис. 10. 9.
Плетеные маты часто шпигуются каболками манильского троса. Каболки пробиваются с помощью свайки под плетенками мата и обносятся вокруг деревянного бруска, поло-женного на мат в поперечном направлении. Шлаги каболок над бруском перерезаются ножом и распускаются на волокна, образуя слой шпиговки. Шпигование плетеного мата показано на Рис. 10. 10.
Канатные стропы
Канатные стропы изготавливают в 2 основных исполнениях — петлевые (УСК 1, СКП) и кольцевые (УСК 2, СКК). Двухпетлевые стропы в обиходе именуют «чалками» (происх. От чалить — вязать, связывать, увязывать). На основе петлевого исполнения изготавливаются многоветвевые стропы типа 1СК, 2СК, 3СК, 4СК, а также специальные виды с использованием канатных строп.
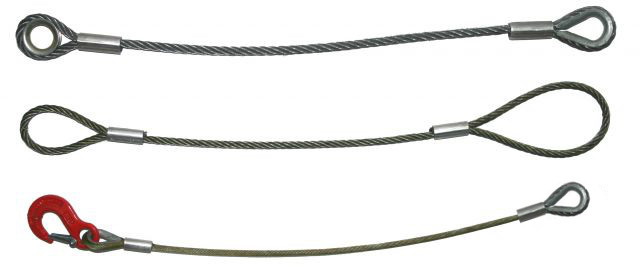
При изготовлении канатных строп концы канатов заделывают различными способами. Основными способами заделки концов являются опрессовка концов алюминиевой или стальной втулкой и заплетка. При изготовлении специальных видов строп иногда применяются заделка концов каната винтовыми зажимами, клиновыми зажимами, а также заливка концов в вантовом стакане или специальном коуше.
Список используемых источников
— В. Н. Войниканис — Мирский, Техника Промышленного Рыболовства.
|
|
|
