 |


5. Порядок выполнения работы. 6. Форма отчета о работе. 7. Контрольные вопросы и задания. Рекомендуемая литература. Практическое занятие №10 Анализ работы оборудования для установки и перемещения сварочных аппаратов
|
|
|
|
5. Порядок выполнения работы
5. 1. Подобрать количество роликов, их диаметр и расстояние между ними
5. 2. Рассчитать нагрузку на пару роликов, возникающую при сварке заданного изделия
5. 3. Подобрать мощность электродвигателя.
6. Форма отчета о работе
6. 1. Тема, цель работы.
6. 2. Краткое описание теоретических положений по теме практической работы
6. 3. Выполнить индивидуальное задание
6. 4.. Вывод
7. Контрольные вопросы и задания
7. 1. Как определяется мощность двигателя?
7. 2. Для чего предназначены роликовые стенды?
7. 3. ПО каким параметрам выбирают диаметр ролика для стенда?
Рекомендуемая литература
Овчинников, В. В. Оборудование, механизация и автоматизация сварочных процессов: учебник для студ. учреждений сред. проф. образования / В. В. Овчинников. — М. : Издательский центр «Академия», 2013
Практическое занятие №10 Анализ работы оборудования для установки и перемещения сварочных аппаратов
1. Цель работы
Научить применять знания при анализе принципа действия оборудования для установки и перемещения сварочных аппаратов.
2. Задание
Изучить оборудование для установки и перемещения сварочных аппаратов
3. Оснащение работы
Методические указания к практической работе, справочная литература.
4. Основные теоретические сведения
Оборудование можно разделить на две основные группы:
А. Оборудование для установки и перемещения сварочных аппаратов при сварке различных швов на изделиях, свариваемых на вращателях, манипуляторах, кантователях, роликовых и других стендах. К этому оборудованию относятся колонны, тележки и направляющие устройства для сварочных аппаратов, а также устройства для установки и перемещения сварочной аппаратуры при полуавтоматической сварке— колонны с консолями, тележки и т. д.
|
|
|
Б. Оборудование, обеспечивающее удобное положение сварщиков при работе на высоте — подъемные и подъем но-выдвижные (универсальные) площадки для сварщика, а также лифты для подъема сварщиков, передвижные площадки-лестницы и другие устройства.
Колонны для сварочных аппаратов. Колонны делятся по типу размещаемых на них аппаратов — для несамоходных и самоходных. Первые предназначены для сварки кольцевых швов, вторые — кольцевых и прямолинейных швов. Большинство колонн — поворотные; в частности, поворотными являются все типовые колонны. Это необходимо для возможности установки свариваемого изделия под сварочным аппаратом с помощью крана. Неповоротные колонны применяют в случаях, если изделие подается какими-либо специальными средствами, например роликовыми или другими конвейерами в поточных линиях. В ИЭС им. Е. О. Патона разработан ряд типовых конструкций колонн из унифицированных элементов. На рис. 1, показана поворотная колонна ПК-1, предназначенная для установки несамоходных сварочных аппаратов АБ, А-384 и др. Колонна состоит из основания, стойки, консоли, направляющей, каретки и двух электроприводов вертикального и горизонтального перемещения консоли. Вертикальное перемещение каретки с консолью осуществляется от электродвигателя через двухступенчатую зубчатую передачу, ходовой винт и гайку, укрепленную на каретке. Каретка перемещается по вертикальным направляющим стойки на четырех роликах. Горизонтальное перемещение консоли осуществляется от электропривода, размещенною внутри консоли. Стойка с консолью поворачивается вокруг оси основания вручную. Для закрепления стойки в основании предусмотрен фрикционный зажим.
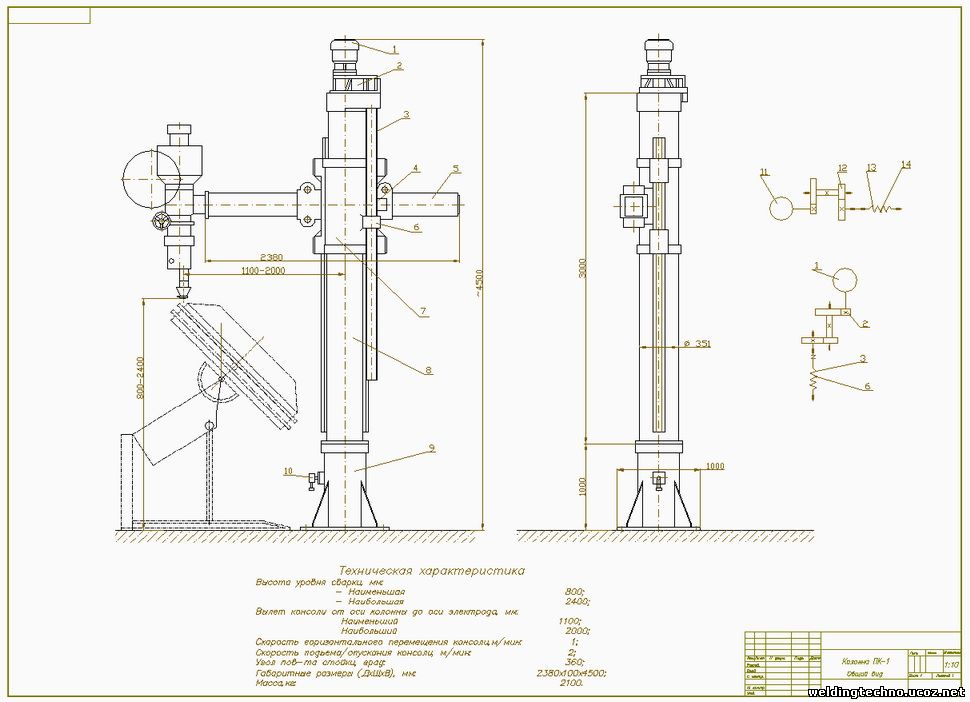
Рисунок 1. Поворотная колонна ПК-1
|
|
|
Имеются колонны для несамоходных сварочных аппаратов, оборудованные приводом выдвижения консоли со сварочной скоростью. Такие колонны можно использовать для сварки не только наружных, но и внутренних швов.
Колонны, предназначенные для сварки крупногабаритных узлов, оборудованы консолью для самоходных сварочных аппапаратов (аналогично ПК-2), либо балконом для размещения сварщика с аппаратурой.
Тележки для сварочных аппаратов. Тележки для сварки кольцевых швов (для несамоходных сварочных аппаратов) и кольцевых и коротких прямолинейных швов (для самоходных сварочных аппаратов) имеют только маршевую скорость передвижения. Тележки для сварки кольцевых и длинных прямолинейных швов имеют наряду с маршевой и. рабочую (сварочную) скорость передвижения.
По конструкции тележки делят на три основные группы:
Велосипедные тележки (рис. 2) перемещающиеся по двум рельсам, расположенным в вертикальной плоскости один над другим. Велосипедные тележки монтируют из колонн, установленных на самоходные двухколесные платформы, перемещающиеся по нижнему рельсу; в верхней части колонны имеются ролики, перемещающиеся по верхнему (направляющему) рельсу, удерживающие тележку от опрокидывания.
Эти тележки занимают сравнительно небольшую производственную площадь, но могут располагаться только у стены цеха, так как при их размещении в середине пролета требуется устройство специальной металлоконструкции для крепления верхнего рельса. В некоторых случаях верхний рельс закрепляют на цеховых колоннах. Этот способ может быть применен только при достаточной жесткости колонн, так как в противном случае, при проходе мостового крана, колебания колонн будут передаваться сварочному аппарату, что снизит качество шва. Во избежание этого иногда крепление кронштейнов, поддерживающих верхний рельс, к цеховым колоннам осуществляют с помощью резиновых амортизирующих прокладок.

Рисунок 2. Велосипедные тележки
Глагольные тележки отличаются от велосипедных тем, что передвигаются по двум рельсам, расположенным на полу цеха. Глагольные тележки монтируют из колонн, установленных на самоходные трех- или четырехколесные платформы. По сути дела — это напольные тележки с консолью. Тележки достаточно универсальны, могут быть установлены в любом месте цеха, но имеют два существенных недостатка — занимают большую производственную площадь, чем велосипедные тележки, что особенно сказывается при их применении для изделий с небольшими размерами поперечного сечения (например, балок), а также имеют недостаточную жесткость, особенно, тележки больших размеров. Глагольные тележки могут быть поворотными и неповоротными (рис. 3)
|
|
|
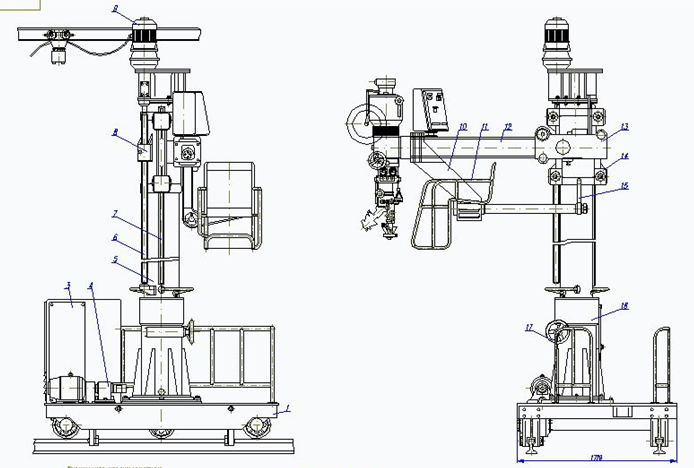
Рисунок 3 Глагольные тележки
Портальные тележки представляют собой напольные тележки, передвигающиеся по двум рельсам, расположенным с обеих сторон изделия. Эти тележки обладают наибольшей жесткостью по сравнению с остальными и могут быть размещены в любом месте цеха. Недостаток портальных тележек — сложность и громоздкость конструкции, охватывающей изделие с обеих боковых сторон. Типовые портальные тележки предназначены в основном для сварки цилиндрических изделий.
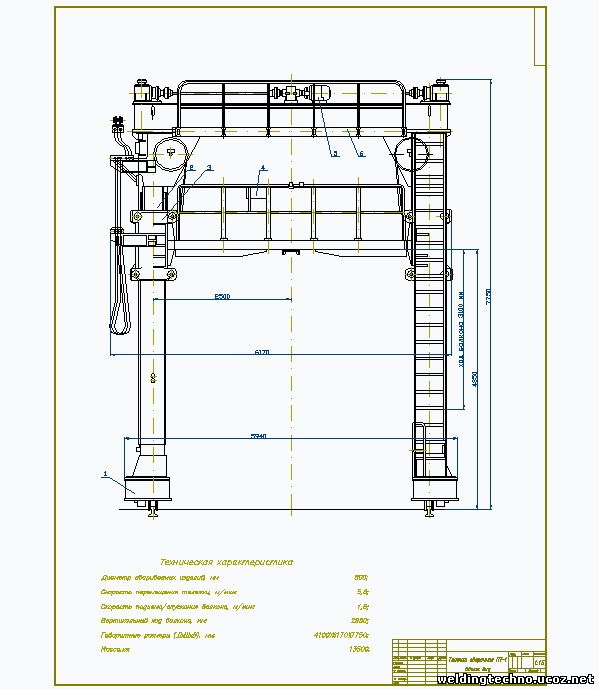
Рисунок 4. Портальные тележки
Кроме типовых, применяют специализированные портальные тележки для сварки конкретных изделий, например балок. По сравнению с глагольными тележками портальные в этих случаях занимают меньше места по ширине.
При применении тележек для сварки продольных швов крупногабаритных изделий иногда наблюдается вибрация сварочного аппарата (особенно у глагольных тележек), а также пульсирующий характер движения тележек. Этим объясняется, что типовые тележки для сварки изделий с диаметром более 4 м, как правило, не имеют сварочной скорости, а оборудованы балконами с направляющими длиной до 2, 5 м для самоходных сварочных аппаратов, что позволяет сваривать продольные швы в пределах длины одной обечайки без передвижения тележки.
При выборе типовых тележек следует руководствоваться следующими основными соображениями: для сварки изделий диаметром до 4 м на установках, расположенных у стены цеха, целесообразно применять велосипедные тележки; изделия диаметром до 2 м сваривать в середине пролета лучше всего с использованием глагольных тележек; для изделий диаметром 4—6 м у стены цеха и 2—6 м в середине пролета наиболее применимы портальные тележки.
|
|
|
Устройство типовых тележек рассмотрим на примере глагольной поворотной тележки, предназначенной для установки и перемещения несамоходных сварочных головок при сварке наружных прямолинейных и кольцевых швов. Тележка состоит из платформы с двумя приводными и одним холостым колесами, стойки, каретки с выдвижной консолью и трех электроприводов — передвижения тележки, подъема каретки и выдвижения консоли. Передвижение тележки осуществляется на приводных колесах электродвигателем с помощью двухступенчатого цилиндрического редуктора и червячной передачи. Вертикальное перемещение каретки с балконом осуществляется по направляющим стойки на четырех роликах при помощи электродвигателя через редуктор и ходовой винт. Привод выдвижения консоли размещен внутри нее. Стойка поворачивается ручным механизмом. К выдвижной консоли на специальных кронштейнах прикреплено кресло для сварщика.
Конструкции специальных тележек, предназначенных для сварки конкретных изделий, зависят от формы и размеров изделий, наличия производственных площадей и т. д.
Направляющие устройства для сварочных аппаратов. Эти устройства предназначены для установки и передвижения по ним самоходных аппаратов при сварке прямолинейных швов ограниченной длины (обычно до нескольких метров) и применяются в случаях, когда конструкция изделия не позволяет применить трактор, передвигающийся непосредственно по изделию. Как правило, направляющие устройства имеют специальное назначение. Исключение составляют передвижные направляющие для швов длиной 3—8 м (катучие балки), предназначенные для широкой номенклатуры изделий. Катучая балка состоит из балки с направляющими для автомата АБС, двух ведущих и двух холостых колес, соединительного вала, штурвалов. Для фиксации балки над линией шва имеется стопорное устройство.
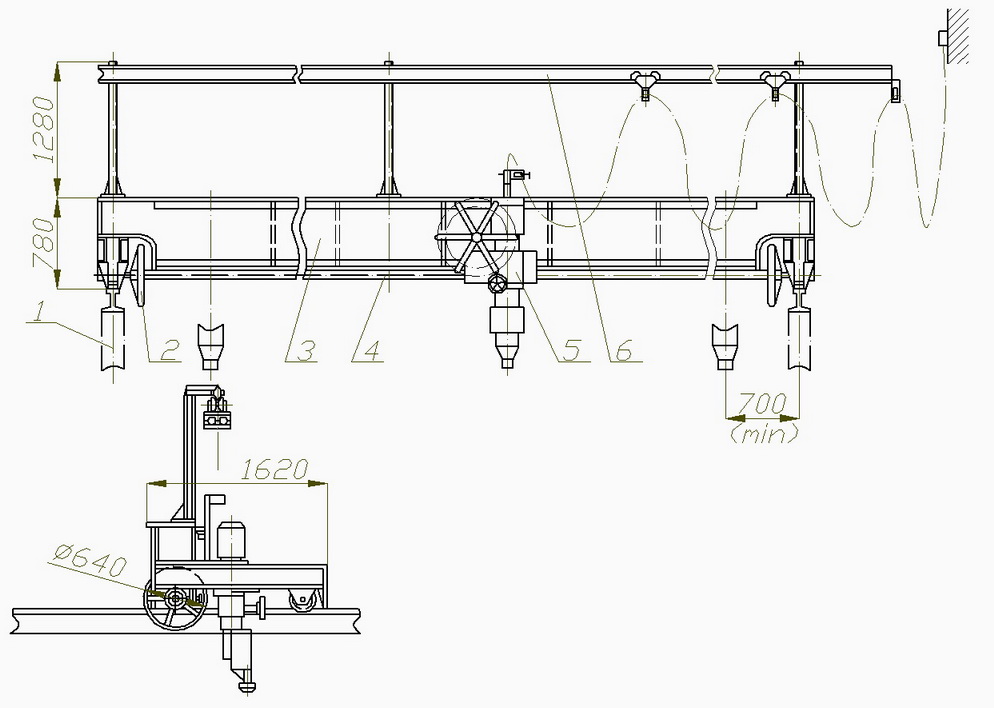
Рис. 5. Передвижная направляющая для сварочного автомата
Как видим, катучие балки не имеют механизма вертикального перемещения и применяются, когда уровень сварки изменяется
К направляющим устройствам относятся также устройства пантографного типа, основной частью которых является направляющая балка, по которой перемещается сварочный автомат. Балка шарнирно прикреплена с помощью консолей к колоннам. В исходном положении (например, при загрузке и снятии изделия) поворотом консолей балка с автоматом убирается из рабочей зоны, а в рабочем положении балка располагается над свариваемым изделием. Поворот консолей осуществляется обычно электроприводом.
|
|
|
Устройства для установки сварочной аппаратуры. Эти устройства обычно представляют собой стационарные или переносные колонны с консолями, на конце которых расположены подающий механизм полуавтомата, а также кассета со сварочной проволочкой. На колонне шарнирно закреплены две секции складывающейся консоли. На конце консоли размещен подающий механизм полуавтомата, а около шарнира — кассета со сварочной проволокой. Благодаря складывающейся консоли устройство, обладая значительным радиусом обслуживания (до 3500 мм), при необходимости занимает сравнительно небольшую площадь.
Недостаток такой конструкции — неудобная установка кассеты — на высоте. Колонна, оборудована механизмом подъема консоли, состоящим из электродвигателя, редуктора, ходового винта и гайки. Для установки кассеты консоль опускается в нижнее положение. При сварке длинных изделий подающий механизм полуавтомата и кассету с проволокой размещают на тележке, перемещающейся по монорельсу, расположенному вдоль свариваемого изделия.
|
|
|
