 |


5. Порядок выполнения работы. 6. Форма отчета о работе. 7. Контрольные вопросы и задания. Рекомендуемая литература. Лабораторная работа № 5 Шовная сварка легированной стали на машине общего назначения. Определение влияния параметров режима на качество сва
|
|
|
|
5. Порядок выполнения работы
5. 1. Изучить основные теоретические сведения к лабораторной работе
5. 2. Ответить на контрольные вопросы.
5. 3. Оформить отчет
6. Форма отчета о работе
6. 1. Тема лабораторной работы
6. 2. Краткое изложение теоретической части
6. 3. Выводы
7. Контрольные вопросы и задания
7. 1. В чем состоит сущность контактной сварки?
7. 2. По каким признакам можно классифицировать процессы контактной сварки?
7. 3. Какой величиной ограничивается толщина соединяемых деталей при контактной точечной сварке?
Рекомендуемая литература
Гуляев, А. И. Технология и оборудование контактной сварки/А. И. Гуляев - М: Машиностроение, 1985.
Лабораторная работа № 5 Шовная сварка легированной стали на машине общего назначения. Определение влияния параметров режима на качество сварки.
1. Цель работы
Обучить выбору шовной сварки легированной стали на машине общего назначения. Сформировать умение определять влияние параметров режима на качество сварки.
2. Задание
Научиться определять влияние параметров режима шовной сварки легированной стали на машине общего назначения.
3. Оснащение работы
Методические указания к лабораторной работе
Справочная литература
4. Основные теоретические сведения
Соединение, выполненное контактной шовной сваркой, представляет собой ряд сварных точек, в котором последующая точка перекрывает предыдущую.
Размеры точки определяются шириной или радиусом закругления рабочей части дискового электрода (ролика) и скоростью перемещения детали. Обычно точка имеет удлиненную форму. Размеры литой зоны и других конструктивных элементов сварного шва в зависимости oт толщины и материала регламентирует ГОСТ 15878-79.
|
|
|
На практике шовная сварка классифицируется по следующим признакам:
· непрерывную (сварку выполняют сплошным швом при постоянном давлении роликов на свариваемые детали и постоянно включенном сварочном токе в течение всего процесса сварки. Недостатками способа являются повышенные требования к подготовке поверхности, однородности, толщине и химическому составу металла свариваемых деталей. )
· прерывистую с непрерывным вращением роликов (сварку выполняют при постоянном давлении сжатия, а сварочный ток подают периодически, при этом шов формируется в виде сварных точек, перекрывающих друг друга. Шов получается более высокого качества. )
· прерывистую с периодическим вращением роликов ( при этом виде сварки сварочная цепь замыкается в момент остановки роликов (шаговая сварка). Такой способ обеспечивает наиболее качественный шов, так как формирование сварной точки происходит под сжимающим давлением. Однако машины для такого способа сварки отличаются большей сложностью и меньшей производительностью. )
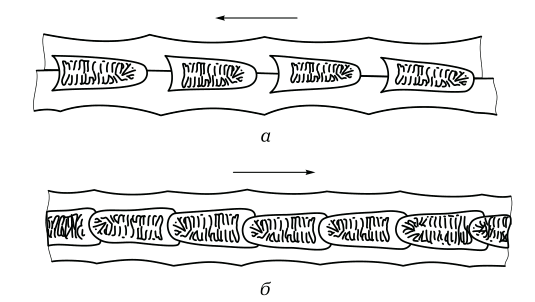
Рисунок 1. Схема структуры шовно-сварного соединения:
а — неплотный шов; б — плотный шов
Схема процесса контактной шовной сварки показана на рис. 1. Величины шага точек а и диаметра точки d связаны определенной зависимостью: для получения плотного шва а = (0, 5... 0, 6)d; при а> d

Рисунок 2. Схема процесса контактной шовной сварки:
1 — верхний дисковый электрод; 2, 3 — свариваемые детали;
4— нижний дисковый электрод; 5— шов; vсв — скорость сварки;
а — шаг сварных точек; d— диаметр сварной точки
Шовную сварку производят на специальных шовных машинах.

Рисунок 3 Схема шовной машины для контактной сварки: 1 — корпус; 2 — сварочный трансформатор; 3 — привод сжатия; 4 — консоли; 5 — ролики; 6 — детали; 7 — кронштейн; 8 — гибкие шины; 9 — вторичный виток трансформатора; 10 — привод вращения ролика.
|
|
|
Размеры литой зоны и других конструктивных элементов (рис. 4) в зависимости oт толщины и материала регламентирует ГОСТ 15878-79.

Рисунок 4 Конструктивные элементы соединений, выполненных контактной шовной сваркой: d — ширина шва; l — перекрытие сварных точек; а — шаг сварных точек
Конструктивные элементы соединений, выполненных контактной шовной сваркой зависят от вида циклограммы контактной шовной сварки, которые бывают:
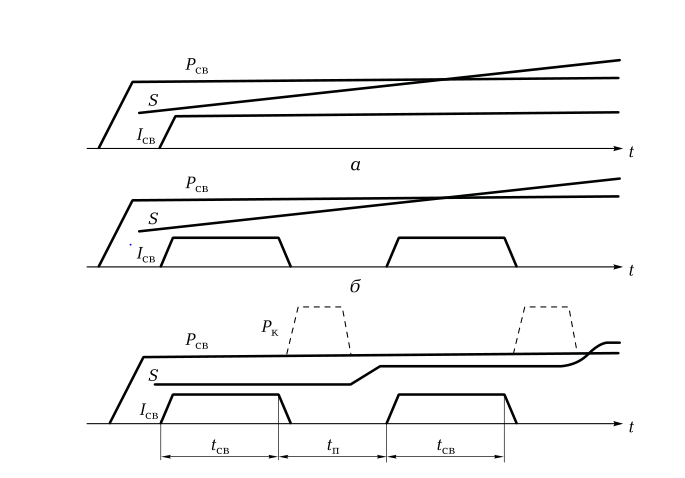
Рисунок 5. Циклограммы контактной шовной сварки
а — с непрерывным включением тока силой Iсв, непрерывным вращением электродов S и постоянным усилием Рсв; б — с прерывистым включением тока силой Iсв, непрерывным вращением электродов S и постоянным усилием Рсв; в — с прерывистым включением тока силой Iсв прерывистым (шаговым) вращением электродов S и постоянным или переменным усилием Рсв (с проковкой): Рк — усилие проковки
Контактную шовную сварку чаще выполняют при непрерывном вращении дисковых электродов (рис. 5 б). Так сваривают стали, никелевые и титановые сплавы толщиной до (1, 5+ 1, 5) мм.
Алюминиевые и магниевые сплавы соединяют при шаговом вращении электродов ( рис. 5 в). Остановка дисковых электродов в момент пропускания тока способствует более сильному охлаждению деталей и рабочей поверхности роликов. Повышается устойчивость размеров и качества точек. Кроме того, остановка дисковых электродов позволяет приложить ковочное усилие (. рис. 5 в).
Исходными данными для расчёта параметров режима шовной сварки являются:
-толщина свариваемого металла S;
-марка свариваемого металла.
Основными расчётными параметрами режима шовной сварки являются:
-сила сварочного тока Iсв;
-усилие на электродах Fсв
-скорость сварки Vсв
-шаг точек Нт
-режим прерывания tсв, tп, tц
-размеры роликов, ƒ р, Dp, Sр.
Принцип выбора электродного материала, размера и формы рабочей поверхности электрода такие же, как при точечной сварке. Диаметр ролика Dр рекомендуется выбирать конструктивно в пределах 100-400 мм. Ширина рабочей поверхности ролика ƒ р вычисляется аналогично диаметру рабочей поверхности электрода dэ (формула 2. 1). Толщина ролика Sp обычно в 2-3 раза больше ширины ƒ р[ см].
|
|
|
Основные расчетные зависимости для определения паpаметpов режима шовной контактной сварки:
1. Величину действующего значения сварочного тока при шовной сварке Iсв, А, необходимую для формирования единичной точки, можно определить приближенно по формуле, аналогичной для расчета при точечной сварке:
Сварочный ток рассчитывается по Закону Джоуля-Ленца:
 (1)
(1)
где
Qээ- выделяющаяся в зоне сварки энергия;
mR– коэффициент, учитывающий изменение общего сопротивления деталей между электродами rээ:
mR =1 для низкоуглеродистых сталей;
mR =1, 15 для Al и Mg сплавов;
mR =1, 2 для нержавеющих сталей;
mR =1, 4 для Ti – cплавов.
rдк– cопротивление деталей к концу процесса сварки, τ св - время сварки
2. Усилие сжатия Fсв, Н, между роликами для малоуглеродистых сталей и алюминиевых сплавов
Fсв = 500 + 2× 106d, (2)
где d – толщина одного из свариваемых листов, м.
Значение Fсв для нержавеющих, жаропрочных сталей и титана определяется по формуле
Fсв = 2(500 + 2× 106 d). (3)
При некачественной сборке и жесткой конструкции, а также жестком материале усилие сжатия принимается на 10 % больше расчетного.
3. Время включения сварочного тока (длительность одного импульса сварочного тока tи, с):
o – для сpеднеуглеpодистых сталей tи = 0, 04(1 + d2× 106);
o – для нержавеющих сталей tи = 0, 03(1 + d2× 106);
o – для алюминиевых сплавов tи = 0, 02(1 + d2× 106);
o – для сплавов титана tи = 0, 03(1 + d2× 106).
o
Отношение импульса времени tи к общему времени одного цикла tи + tп (tп – время паузы, с) определяется из зависимости
o tи/(tи + tп) = 0, 5…0, 7 для среднеуглеродистых сталей;
o tи/(tи + tп) = 0, 4…0, 6 для нержавеющих сталей и титана;
o tи/(tи + tп) = 0, 15…0, 36 для алюминиевых сплавов.
|
|
|
o
4. Шаг точек при шовной сварке устанавливается в зависимости от толщины свариваемых деталей, а также требований герметичности (перекрытие литых зон на 20…50 %). Шаг точек S, м, для герметичных роликовых швов ориентировочно определяется по зависимости
o S = (2, 8…3, 2)d для малоуглеродистых и низколегированных сталей;
o S = (2, 4…2, 8)d для нержавеющих и жаропрочных сталей;
o S = (1, 5…2, 5)d для сплавов алюминия.
o
5. Скорость сварки Vсв, мм/с, можно определить из отношения
Vсв = S/tи + tп. (5)
Таблица 1. Ориентировочные режимы шовной сварки низкоуглеродистых сталей (типов 08кп, 10, 20) на однофазных машинах переменного тока.
| Толщина | Iсв, кА | tсв, с | tп, с | Fсв, кН | vсв, м/мин |
| 0, 5 | 7... 8 | 0, 02... 0, 04 | 0, 04... 0, 06 | 1, 5... 2 | 1, 2... 1, 4 |
| 0, 8 | 8, 5... 10 | 0, 04... 0, 06 | 0, 04... 0, 08 | 2... 3 | 1... 1, 2 |
| 10, 5... 12 | 0, 06... 0, 08 | 0, 08... 0, 1 | 3... 4 | 0, 8... 0, 9 | |
| 1, 2 | 12... 13 | 0, 08... 0, 1 | 0, 1... 0, 12 | 4... 5 | 0, 7... 0, 8 |
| 1, 5 | 13... 14, 5 | 0, 12... 0, 14 | 0, 12... 0, 14 | 5... 6 | 0, 6... 0, 7 |
| 15, 5... 17 | 0, 16... 0, 18 | 0, 18... 0, 22 | 7... 8 | 0, 5... 0, 6 | |
| 18... 20 | 0, 24... 0, 32 | 0, 28... 0, 34 | 10... 11 | 0, 4... 0, 5 |
|
|
|
