 |


Неисправности двигателей, причины их возникновения, формы проявления, и способы их обнаружения с помощью современных средств диагностики
|
|
|
|
Основные причины изменения технического состояния автомобиля:
Изнашивание. Трение поверхностей сопровождается изнашиванием. В зависимости от условий и режимов трения, физико-механических свойств, применяемых материалов, микрорельефа поверхностей и других параметров, определяющих характер изнашивания, при трении двух сопряженных поверхностей происходят сложные процессы, которые приводят к их износу.
Под износом понимается результат изнашивания, проявляющийся в виде отделения или остаточной деформации материала. Износы могут быть естественные, ускоренные и аварийные. В процессе эксплуатации автомобилей происходит естественное изнашивание деталей. Графически процесс изнашивания двух сопряженных деталей обычно изображают следующим образом. По вертикальной оси прямоугольной системы координат (рис.) откладывают в выбранном масштабе величину износа деталей, по горизонтальной — пробег автомобиля. Точки соединяют плавными линиями. Полученные кривые показывают характер нарастания износа каждой детали по мере увеличения пробега автомобиля. Расстояние между кривыми свидетельствует о характере изменения зазора в сопряжении. Зазор SH устанавливается между деталями при сборке.

На идеализированной схеме можно выделить три этапа процесса изнашивания: приработка l1, установившееся изнашивание l2 и аварийное изнашивание l3. Каждый из этих этапов отражает е состояние сопряженной пары. Переход от одного этапа к другому определяется количественным накоплением отдельных повреждений. На этапе приработки скорость изнашивания повышенная. Новые или отремонтированные детали прирабатываются. С трущихся поверхностей удаляются заусенцы, уменьшается их шероховатость, в отдельных случаях материал дает усадку. На этапе установившегося изнашивания (при работе в обычных условиях эксплуатации) скорость изменения изнашивания (tgα) почти постоянна. Этап установившегося изнашивания составляет наибольшую часть ресурса сопряженной пары. При увеличении зазора до предельно допустимого S2 скорость изнашивания деталей интенсивно возрастает, заканчивается период нормальной работы деталей и наступает аварийное изнашивание. При этом на скорость изнашивания начинают влиять новые факторы: ударные нагрузки, биение, изменение теплового режима и условий смазки. Детали могут выйти из строя, что ведет к аварии.
|
|
|
Многие детали не имеют отчетливо выраженных этапов приработки, установившегося и аварийного изнашивания деталей. Бывает, что скорость изнашивания почти постоянная, износ деталей меняется линейно с течением времени. В ряде случаев детали имеют четко выделяющиеся периоды приработки и естественного износа, или наоборот, скорость их изнашивания в процессе приработки и нормальной эксплуатации практически одинакова, но зато резко выделяется аварийный этап работы.
Из рис. видны возможности увеличения этапа установившегося изнашивания при номинальном зазоре Sн и заданной величине предельно допустимого зазора S2: во-первых, за счет уменьшения зазора конца приработки S1 и, во-вторых, за счет снижения скорости изнашивания деталей сопряжения (уменьшения tgα). Согласно рисунку, уменьшение зазора конца приработки с S1 до S1' повышает ресурс работы сопряжения на величину ∆l'2. Уменьшение скорости изнашивания, выраженное уменьшением угла наклона кривой износа от α1 до α2 повышает ресурс работы сопряжения на ∆l2".
Выделяют три группы изнашивания: механическое, коррозионно-механическое и изнашивание в результате действия электрического тока. Каждая из групп изнашивания делится на виды.
|
|
|
Абразивное изнашивание возникает при трении скольжения и наличии между трущимися поверхностями мелкораздробленной твердой среды (например, песка), вызывающей выкрашивание частиц, металла из поверхности деталей. При этом процесс изнашивания не зависит от попадания абразивных частиц на поверхности трения.
Необходимо отметить, что размеры абразивных частиц с увеличением длительности работы их в масле уменьшаются, поэтому их агрессивность постепенно снижается до нуля.
Изменение размеров деталей при абразивном изнашивании зависит от ряда факторов: материала и механических свойств деталей, режущих свойств абразивных частиц, удельного давления и скорости скольжения при трении. Примером может служить изнашивание цилиндро-поршневой группы двигателя в результате попадания в цилиндры с воздухом пыли, зубьев шестерен и подшипников агрегатов трансмиссии, открытых сопряжений деталей ходовой части. По результатам исследований абразивный износ деталей агрегатов трансмиссии автомобилей составляет от 2 до 11 мкм на 1000 км пробега.
Гидроабразивное изнашивание возникает в результате действия твердых тел или частиц, увлекаемых потоком жидкости. Гидроабразивное изнашивание деталей топливных, масляных и водяных насосов, гидроприводов тормозов, гидроусилителей нередко проявляется совместно с эрозионным изнашиванием, возникающим в результате действия потока жидкости (газа). Трение потока жидкости о металл приводит к разрушению оксидной пленки, образующейся на поверхности детали, и сопутствует коррозионному разрушению материала, особенно под действием абразивных частиц и микроударов в случае возникновения кавитации.
Кавитационное изнашивание — это гидроэрозионное изнашивание при движении твердого тела относительно жидкости, когда пузырьки газа захлопываются вблизи поверхности, что создает местное повышение давления или температуры.
Газоабразивное изнашивание происходит в результате воздействия твердых частиц, увлекаемых потоком газа и перемещающихся относительно изнашивающейся поверхности.
Усталостное изнашивание поверхности трения или отдельных ее участков в результате повторного деформирования микрообъемов материала, приводящего к возникновению трещин и отделению частиц, происходит при качении и скольжении. Износ обусловливается микропластическими деформациями и упрочнением поверхностных слоев трущихся деталей. При этом имеют место напряженное состояние активных объемов металла у поверхности трения и особые явления усталости при знакопеременных нагрузках, вызывающих трение металла в поверхностных слоях и как следствие их разрушение. Пульсирующие нагрузки резко усиливают темпы осповидного износа.
|
|
|
Разрушение при таком износе характеризуется появлением микро- и макротрещин, расположенных под небольшими углами к поверхности трения, с последующим развитием их в осповидные углубления в впадины. В результате износа частицы поверхностного слоя откалываются, поверхность становится неровной и приобретает матовый вид.
Усталостное изнашивание наиболее характерно для рабочих поверхностей подшипников качения и поверхностей зубьев шестерен.
Изнашивание при фреттинге происходит в результате механического изнашивания соприкасающихся тел при малых колебательных относительных перемещениях.
Изнашивание при заедании возникает в результате схватывания, глубокого вырывания материала, переноса его с одной поверхности трения на другую и воздействия возникших неровностей на сопряженную поверхность. Этот вид изнашивания имеет место в зубчатых зацеплениях агрегатов трансмиссии при использовании несоответствующего сорта масла или при его малом уровне.
Коррозионно-механическое изнашивание происходит при трении материалов, вступивших в химическое взаимодействие со средой. К коррозионно-механическим видам изнашивания относятся окислительное и изнашивание при фреттинг-коррозии.
Окислительное изнашивание возникает при наличии на поверхностях трения защитных пленок, образовавшихся в результате взаимодействия материала с кислородом. Окислительное изнашивание характеризуется протеканием одновременно двух процессов — пластической деформации микроскопических объемов металла поверхностных слоев деталей и диффузии кислорода воздуха в деформируемые слои.
|
|
|
На первой стадии износа окисление происходит в небольших объемах металла, расположенных у плоскостей скольжения при трении. На второй стадии окисление захватывает большие объемы поверхностных слоев и глубина его соответствует глубине пластической деформации.
На первой стадии износа на поверхности трущихся деталей образуются пленки твердых растворов кислорода, на второй — химические соединения кислорода с металлом. Процесс окислительного изнашивания происходит в тонких поверхностных слоях и условно может быть разделен на три этапа: деформирование и активизация, образование вторичных структур и их разрушение.
На первом этапе происходит особый вид пластической деформации — текстурирование и резкая активизация металла. На втором этапе благодаря наличию в зоне трения агрессивных компонентов среды происходит физико-химическое взаимодействие их с активизированным слоем — образование вторичных структур. На третьем этапе в результате многократного нагружения и внутренних напряжений в пленках вторичных структур происходит образование и развитие микротрещин, ослабление связей на поверхности раздела и отслаивание пленки.
Последующее механическое воздействие приводит к разрушению и износу пленки. На обнаженных участках процесс повторяется вновь. Окислительному износу подвергаются шейки коленчатого вала, гильзы цилиндров, поршневые пальцы, зубчатые зацепления и другие детали, работающие при трении скольжения.
Изнашивание при фриттинг-коррозии — это коррозионно-механическое изнашивание соприкасающихся тел при малых колебательных перемещениях. В случае динамического нагружения и наличия вибрации и ударов окисление трущихся поверхностей происходит особенно интенсивно вследствие резкой активизации пластически деформируемого металла. Динамический характер нагружения приводит к резкому повышению градиента деформации и температур, к окислению и схватыванию. Фриттинг-процесс возникает при трении скольжения с очень малыми возвратно-поступательными перемещениями в условиях динамической нагрузки.
Этот процесс можно считать пограничным между процессами химической коррозии и эрозии, поскольку интенсивность фриттинг-коррозии повышается с увеличением доступа кислорода, но уменьшается при увлажнении воздуха.
При фриттинг-коррозии наблюдается изнашивание посадочных поверхностей подшипников поворотных цапф, шестерен, болтовых и заклепочных соединений рам и других деталей.
|
|
|
Изнашивание при действии электрического тока (эрозионное изнашивание) поверхностей происходит в результате воздействия разрядов при прохождении электрического тока.
Работа агрегатов и узлов автомобилей сопровождается одновременно несколькими видами изнашивания. В чистом виде ни один из видов изнашивания не наблюдается. Как правило, в каждом работающем сопряжении деталей имеется вид изнашивания, определяющий износостойкость деталей. Остальные виды изнашивания в большей или меньшей мере ему сопутствуют. Определяющий вид изнашивания зависит от условий эксплуатации, нагрузок и других причин и лимитирует время безотказной работы сопряжения.
Определяющим видом изнашивания металлических деталей автомобилей при их эксплуатации является механическое изнашивание. Правильное определение вида изнашивания, знание приемов уменьшения интенсивности того или иного изнашивания позволят в значительной степени увеличить срок службы деталей автомобилей.
Пластические деформации и разрушения. Такие повреждения связаны с достижением или превышением пределов текучести или прочности соответственно у вязких (сталь) или хрупких (чугун) материалов. Обычно этот вид разрушений является следствием либо ошибок при расчетах, либо нарушений правил эксплуатации (перегрузки, неправильное управление автомобилем, дорожно-транспортные происшествия и т. п.). Иногда пластическим деформациям или разрушениям предшествует механическое изнашивание, приводящее к изменению геометрических размеров и сокращению запасов прочности детали.
Усталостные разрушения. Этот вид разрушений возникает при циклическом приложении нагрузок, превышающих предел выносливости металла детали. При этом происходят постепенное накопление и рост усталостных трещин, приводящие при определенном числе циклов нагружения к усталостному разрушению деталей. Совершенствование методов расчета и технологии изготовления автомобилей (повышение качества металла и точности изготовления, исключение концентраторов напряжения) привело к значительному сокращению случаев усталостного разрушения деталей. Как правило, оно наблюдается в экстремальных условиях эксплуатации (длительные перегрузки, низкие или высокие температуры) у рессор, полуосей, рамы.
Коррозия. Это явление происходит вследствие агрессивного воздействия среды на детали, приводящего к окислению (ржавлению) металла и, как следствие, к уменьшению прочности и ухудшению внешнего вида. Основными активными агентами внешней среды, вызывающими коррозию, являются соль, которой посыпают дороги зимой, кислоты, содержащиеся в воде и почве, а также компоненты, входящие в состав отработавших газов автомобилей, и их химические соединения. Коррозия главным образом поражает детали кузова, кабины, рамы. Для деталей кузова, расположенных снизу, коррозия сопровождается абразивным изнашиванием в результате воздействия на поверхность при движении автомобиля абразивных частиц — песка, гравия. Сильно способствует коррозии сохранение влаги на металлических поверхностях, в том числе под слоем дорожной грязи, что особенно характерно для всякого рода скрытых полостей и ниш.
Коррозия способствует усталостному изнашиванию и разрушению, так как создает на поверхности металла концентраторы напряжения в виде коррозионных язв. Такой вид разрушений наблюдается, например, в местах сварки, крепления кронштейнов рессор.
Старение. Показатели технического состояния деталей и эксплуатационных материалов изменяются под действием внешней среды. Так, резинотехнические изделия теряют прочность и эластичность в результате окисления, термического воздействия (разогрев или охлаждение), химического воздействия масла, топлива и жидкостей, а также солнечной радиации и влажности.
В процессе эксплуатации свойства смазочных материалов и эксплуатационных жидкостей ухудшаются в результате накопления в них продуктов износа, изменения вязкости и потери свойств присадок. Детали и материалы изменяются не только при их использовании, но и при хранении: снижаются прочность и эластичность резинотехнических изделий; у топлива, смазочных материалов и жидкостей наблюдаются процессы окисления, сопровождаемые выпадением осадков.
Формы проявления неисправностей:
Внешними признаками, определяющими необходимость ремонта двигателя, являются: повышенный расход топлива и масла; появление в отработавших газах сизого дыма; снижение давления масла в системе смазки; увеличение количества газов, попадающих в масляный картер; снижение компрессии в цилиндрах; падение мощности двигателя. Для более точного определения технического состояния цилиндро-поршневой группы, кривошипно-шатунного и газораспределительного механизмов двигателя существует несколько методов, большинство из которых реализуется с помощью приборов и диагностических стендов.
В практике наиболее распространен метод определения технического состояния цилиндропоршневой группы по давлению в цилиндрах в конце такта сжатия (т. е. определение компрессии). Компрессия измеряется с помощью компрессометра или компрессографа (рис. 5.1).
Компрессометр и компрессограф представляют собой манометр с рукояткой, трубкой, наконечником и золотниковым устройством. Компрессограф обеспечивает запись показаний на специальных покрытых воском карточках, на которых остается информация о компрессии в каждом цилиндре. Он может иметь кнопку и электропроводку для подсоединения к реле включения стартера, что позволяет проверять компрессию самостоятельно, без помощника. Компрессографы удобны в работе, повышают культуру труда и облегчают сбор информации о двигателе.
Компрессографы и компрессометры для бензиновых двигателей имеют шкалу с пределом измерений 15...20 кгс/см2, для дизельных двигателей - до 40 кгс/см2, учитывая максимальную компрессию.
Компрессию в бензиновых двигателях проверяют при прогретом двигателе. Наконечник компрессографа или компрессометра вставляют в свечное отверстие, предохраняют от запуска двигатель, отсоединив, например, центральный провод от катушки зажигания, и проворачивают коленчатый вал стартером с частотой 200...250 об/мин, что обеспечивается полностью заряженным аккумулятором.
 |
Рис. Компрессометр и компрессограф
Компрессию в дизельных двигателях можно проверять как при прогретом, так и при холодном двигателе (температура 20 °С). Для этого топливные трубки высокого давления отсоединяют от форсунок, предварительно ослабив их крепление и соблюдая осторожность, так как в трубках может быть остаточное высокое давление. После этого от форсунок отсоединяют трубку для слива топлива и выворачивают их. Затем в отверстие проверяемого цилиндра с помощью переходника подсоединяют компрессометр или компрессограф и отсоединяют разъем от электромагнитного клапана прекращения подачи топлива (для исключения подачи топлива в процессе проверки). Выполнив все это, до отказа нажимают педаль акселератора и с помощью стартера проворачивают коленчатый вал двигателя. Проверка компрессии должна производиться по возможности быстро, не более 10 с.
Компрессия в цилиндрах является индивидуальным параметром для каждого двигателя и составляет 9...11 кгс/см2 для бензиновых двигателей и 26...32 кгс/см2 для дизельных. Разница в показаниях между отдельными цилиндрами для бензиновых двигателей не должна превышать 1...2 кгс/см2, а для дизельных - 2...5 кгс/см2.
Для более полной оценки технического состояния двигателя при снижении давления в конце такта сжатия нужно залить в проверяемый цилиндр 10...15 см3 моторного масла и вторично произвести измерение. Если давление в конце такта сжатия возросло, то это указывает на износ поршневых колец, если же оно осталось прежним - на неплотное прилегание клапанов к седлам или подгорание клапанов. Пониженное давление в двух соседних цилиндрах, не повышающееся при повторной проверке, указывает на пробой прокладки головки цилиндров.
Для более точного определения состояния цилиндропоршневой группы все чаще применяются пневмотестеры типа К-272. Принцип их работы включается в том, что воздух в цилиндр двигателя подается под определенным давлением, значение которого регистрируется манометром. В случае износа цилиндров или неплотностей посадки клапанов компрессия начинает падать.
Износ деталей двигателя можно определить по характерным стукам и шумам. Для этого используют специальный стетоскоп, а в случае его отсутствия - медицинский стетоскоп. Стук в верхней части двигателя свидетельствует о неисправностях газораспределительного механизма. Стук в средней части двигателя может являться следствием износа поршней, поршневых колец и цилиндров. Резкий стук, не исчезающий при позднем зажигании, может возникать в результате износа поршневых пальцев и втулок верхней головки шатуна. Частый резкий стук в двигателе при запуске и движении с высокими скоростями может быть причиной износа шатунных подшипников (вкладышей). Резкий глухой стук, хорошо слышимый в нижней части двигателя при отпускании педали сцепления, может возникать из-за износа коренных подшипников.
Характерные неисправности двигателей указаны в табл. 1
Таблица 1.
| Причины неисправностей | Способы устранения |
| 1 | 2 |
| Двигатель не запускается | |
| Переобогашение смеси из-за неправильных приемов запуска двигателя | Продуть цилиндры свежим воздухом, проворачивая коленчатый вал двигателя стартером в течение 10 с при полностью открытых дроссельной и воздушной заслонках |
| Нет подачи топлива | Проверить подачу топлива к карбюратору, фильтру гонкой очистки, бензонасосу |
| Отсутствие электрической искры на свечах зажигания | Проверить наличие тока высокого напряжения на центральном проводе, проводах высокого напряжения, идущих к свечам, искры на свечах, а низкого напряжения - до прерывателя |
| Двигатель развивает недостаточную мощность | |
| Плохое наполнение цилиндров топливно-воздушной смеси | Проверить уровень топлива в поплавковой камере карбюратора, полноту открытия дроссельных заслонок, привод воздушной заслонки, бесперебойность подачи топлива к карбюратору, сам карбюратор |
| Недостаточная компрессия | Устранить залегание колец, проверить состояние и регулировку механизма газораспределения, прокладки годами блока и крепление самой головки к блоку |
| Перегрев двигателя | Проверить наличие охлаждающей жидкости в системе охлаждения, натяжение ремня вентилятора, правильность установки угла опережения зажигания, устранить накипь |
| уличенный расход топлива и повышенная токсичность отработавших газов | |
| Неисправность системы питания, зажигания. механизма газораспределения | Поэлементно проверить указанные системы |
| Повышенный расход масла | |
| При черном выхлопе - переобогащение смеси | Проверить систему питания |
| При синем выхлопе - сгорание масла в выпускной системе из-за повышенного уровня в картере двигателя или износа цилиндропоршневой группы | Проверить уровень масла, состояние цилиндропоршневой группы |
| Шум и стук в двигателе | |
| Временный стук | Перейти на низшую передачу, при использовании бензина с небольшим октановым числом установить более позднее зажигание |
| Постоянный стук | Проверить и отрегулировать зазоры в клапанном механизме, состояние натяжения цепи привода механизма газораспределения, произвести ремонт цилиндро-поршневой группы, кривошипно-шатунного и газораспределительного механизмов |
| «Выстрелы» в глушителе | |
| Неплотно закрыт выпускной клапан или происходит его подгорание, богатая смесь | Проверить и отрегулировать зазоры в клапанном механизме, проверить систему питания |
| Хлопки в карбюраторе или впускном трубопроводе | |
| Неплотно закрыт впускной клапан. бедная смесь | Отрегулировать зазор в клапанном механизме, проверить систему питания |
| Стук поршней | |
| Износ юбок поршней | Произвести ремонт цилиндропоршневой группы |
| Резкий стук в двигателе, не исчезающий при позднем зажигании | |
| Износ поршневых пальцев и втулок верхней головки шатуна | Определить суммарный зазор, принеобходимости заменить пальцы и втулки |
| Частый резкий стук в двигателе при пуске и движении с высокими скоростями | |
| Изношены шатунные подшипники | Определить суммарный зазор, при необходимости произвести ремонт |
| Резкий глухой стук, хорошо слышный при отпускании педали сцепления | |
| Изношены коренные подшипники | Проверить давление масла в системе, при необходимости заменить подшипники |
| Чрезмерный стук, слышимый во всех режимах работы двигателя | |
| Выплавление шатунных и коренных подшипников | Произвести ремонт двигателя |
| Неравномерная работа двигателя, вода на электродах свечей | |
| Нарушение герметичности прокладки головки цилиндров | Подтянуть головку блока, при необходимости заменить прокладку |
Контрольно-диагностические и регулировочные работы по двигателю:
Техническое диагностирование – процесс определения технического состояния объекта диагностирования с определенной точностью. Диагностирование завершается выдачей заключения о необходимости проведения исполнительской части операций ТО или ремонта.
Таким образом можно отметить, что диагностика представляет собой процесс исследования объекта – узла, агрегата, системы или автомобиля в целом, состояние которого определяется. Завершение этого исследования – диагноз, т.е. заключение о состоянии объекта типа: объект исправен, объект неисправен, в объекте имеется такая-то неисправность.
Важнейшее требование к диагностированию – возможность оценки состояния объекта без его разборки.
Диагностика решает три основные типа задач по определению состояния объектов диагноза.
К первому типу относятся задачи по определению состояния, в котором находится объект в настоящий момент времени (задачи диагноза – от гр. diagnosis – распознавание, определение), ко второму – задачи по предсказанию состояния, в котором окажется объект в некоторый будущий момент времени (задачи прогноза – от гр. prognosis – предвидение, предсказание), к третьему – задачи по определению состояния, в котором находился объект в некоторый момент времени в прошлом (задачи генезиса – от гр. genesis – происхождение, возникновение). Задачи первого типа относят к технической диагностике, второго – к технической прогностике (или, как чаще говорят, к техническому прогнозированию), а третьего – к технической генетике.
Основными задачами диагностики применительно к автомобилям являются:
-выявление автомобилей (из числа эксплуатируемых), техническое состояние которых не соответствует требованиям безопасности движения;
-определение неисправностей, для устранения которых необходимы регулировочные либо ремонтные работы (если для устранения неисправности необходимы большие затраты рабочего времени, то такие работы выполняются перед ТО);
-выявление или уточнение перед ТР причины отказа или неисправности;
-контроль качества ТО и ТР;
-прогнозирование ресурса исправной работы узлов, агрегатов и автомобилей в целом;
-сбор, обработка и выдача информации, необходимой для управления производством;
-установление в отдельных случаях технического состояния автомобиля, в котором он находился в прошлом, например перед аварией (техническая генетика).
Диагностика технического состояния автомобилей по назначению, периодичности, перечню выполняемых работ, трудоемкости и месту в технологическом процессе ТО и ТР разделяется на общую (Д-1) и поэлементную (Д-2).
В настоящее время принято выделять три основные группы методов, классифицированных в зависимости от вида диагностических параметров (рис.).
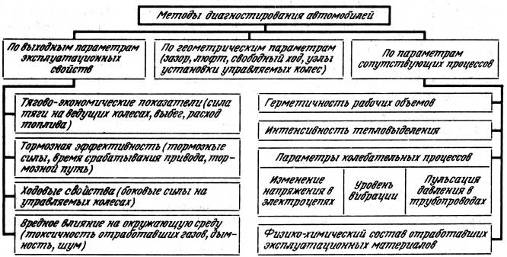
Рис. Классификация методов диагностирования автомобилей
Средства технического диагностирования (СТД) представляют собой технические устройства, предназначенные для измерения текущих значений диагностических параметров. Они включают в себя в различных комбинациях следующие основные элементы: устройства, задающие тестовый режим; датчики, воспринимающие диагностические параметры и преобразующие их в сигнал, удобный для обработки или непосредственного использования; измерительное устройство и устройство отображения результатов (стрелочных приборов, цифровая индикация, экран осциллографа). Кроме того, СТД может включать в себя устройства автоматизации задания и поддержания тестового режима, измерения параметров и автоматизированное логическое устройство, осуществляющее постановку диагноза.
Результаты диагноза могут автоматически заноситься в запоминающее устройство для хранения или последующей передачи в управляющий орган.
Средства технического диагностирования можно разделить на три вида по их взаимодействию с объектом диагностирования (автомобилем): внешние, встроенные (бортовые) и устанавливаемые на автомобиль (рис.).
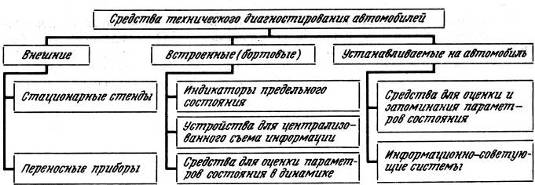
Рис. Классификация средств технического диагностирования
Наличие таких средств позволяет своевременно выявлять наступление предотказных состояний и назначать проведение предупредительных воздействий по фактическому состоянию, обеспечивая тем самым полное использование ресурса деталей и агрегатов.Комплексным параметром эффективности работы автомобиля или двигателя могут служить мощность, топливная экономичность, тяговое усилие на ведущих колесах автомобиля.
Общий процесс технического диагностирования включает в себя (рис.): обеспечение функционирования объекта на заданных режимах или тестовое воздействие на объект; улавливание и преобразование с помощью датчиков сигналов, выражающих значения диагностических параметров, их измерение; постановку диагноза на основании логической обработки полученной информации путем сопоставления с нормативами.

Рис. Схема процесса диагностирования
Мощность на ведущих колесах автомобиля, как комплексный параметр, характеризует функциональную способность агрегатов и узлов автомобиля, обеспечивающих его тяговые качества. Это особенность параметра, которая позволяет при минимальных затратах времени и трудоемкости получить данные, характеризующие объем работ по ТО или необходимость проведения поэлементной диагностики.
Предельные значения мощности на ведущих колесах различны для каждой марки автомобиля и зависят также от конструкции стенда с беговыми барабанами. Мощность на ведущих колесах автомобиля дает мало информации о техническом состоянии отдельных деталей. Для увеличения объема информации следует использовать возможности стенда определять потери мощности в трансмиссии, мощность, затрачиваемую на компрессирование двигателя, а также подвергать анализу вибрации и акустические явления, сопровождающие работу агрегатов.
Неисправности и отказы по двигателю в основном возникают в кривошипно-шатунном и газораспределительном механизмах, в системах зажигания, питания, охлаждения и смазки. Поэтому основное внимание при диагностике и обслуживании двигателя следует уделять указанным механизмам и системам.
Во время работы двигатели подвергаются естественному износу, и после определенного пробега возникает потребность в ремонте или замене деталей. Различные параметры двигателей разных марок и нагрузки формируются произвольно, поэтому заранее определить этот пробег невозможно, необходимо регулярно контролировать степень износа.
Износ двигателей в первую очередь проявляется в нарушении герметичности поршневых колец, клапанов и уплотнении цилиндров. При этом снижается давление сжатия, ухудшается наполнение цилиндров, возрастает расход масла, снижается разрежение во впускном трубопроводе, повышается расход топлива, снижается мощность, изменяются объемный КПД, крутящий момент и т.д. Следует учитывать, что все современные автомобильные двигатели являются многоцилиндровыми, поэтому надо обращать внимание не только на характеристики двигателя, но и на состояние отдельных цилиндров.
Неодинаковую работу цилиндров можно объяснить частично механическими дефектами, частично неисправностью электрооборудования. В практике чаще всего встречаются следующие неисправности: различная мощность искры в отдельных цилиндрах. Различная герметичность клапанов и поршневых колец; неисправности распределительного механизма, возникающие вследствие износа; неправильная сборка и регулировка; неисправности в системе питания. Устранение любой из перечисленных неисправностей упрощается, если измерения дают возможность определить ее в конкретном цилиндре.
Чтобы повысить разрешающую способность диагноза, необходимо замерить мощность, затрачиваемую на компрессирование двигателя, т. е. прокручивание коленчатого вала при выключенном зажигании и скорости 30 км/ч.
Сопоставление мощностей на колесах и компрессирования позволяет определить вид технического воздействия для каждого автомобиля. Сочетание высокой компрессии и низких тяговых показателей свидетельствует о необходимости регулировок систем двигателя. При низкой компрессии и плохих тяговых показателях нужно ремонтировать двигатель.
В случае падения мощности двигателя более 10 % номинальной определяют разность мощности по цилиндрам.
На рис. 4.12 показана общая схема поэлементного диагностирования дизельного двигателя. Как видно из рисунка, технология поиска неисправностей осуществляется в три этапа. На первом этапе выполняются подготовительные операции, без выполнения которых нельзя проверять техническое состояние двигателя по комплексным параметрам. На втором этапе проверяется двигатель по комплексным параметрам. Если они соответствуют допустимым значениям — диагностирование прекращается. На третьем этапе проводится поиск неисправностей. Он необходим в том случае, когда все пли один из комплексных параметров не соответствует допустимым значениям. Проверка технического состояния систем и узлов осуществляется в определенной последовательности, которая зависит от комбинаций количественных характеристик комплексных показателей. После регулировочных работ или работ, связанных с заменой детали, повторяют контроль комплексных показателей. В зависимости от их значений диагностирование продолжается или прекращается.
По количественным значениям комплексных параметров можно сделать заключение об исправности двигателя. Для определения характера неисправности и ее местонахождения используются частные параметры. К ним относятся прежде всего; величина компрессии в цилиндрах; давление газов в цилиндрах в конце такта сжатия; относительная утечка воздуха, подаваемого в цилиндры под давлением; количество газов прорывающихся в картер двигателя; интенсивность выгорания масла; концентрация железа в масле, взятом из картера; характер и место шумов и стуков, определяемых стетоскопом; акустические сигналы, анализируемые специальной виброакустической аппаратурой; количество окиси углерода в отработавших газах; давление масла в системе смазки.

Рис. 417. Схема поэлементного диагностирования дизельного двигателя
С помощью перечисленных параметров можно оценить техническое состояние цилиндро-поршневой группы, кривошипно-шатунного и газораспределительного механизмов, степень исправности систем зажигания и питания. Между механизмами и узлами двигателя существует функциональная взаимосвязь: параметры одного из них могут характеризовать состояние другого. Вместе с тем они неодинаково влияют на работу двигателя. Поэтому очень важно знать рациональную последовательность (см. рис. 4.11) определения частных параметров в процессе диагностирования, чтобы кратчайшим путем приблизиться к месту неисправности, быстрее распознать ее. Как указывает С. М. Грибенко, наиболее целесообразная последовательность измерений и анализов диагностических параметров составляет сущность алгоритма диагностики.
 |
Для разработки такого алгоритма необходимо прежде всего иметь данные о частоте появления отказов и неисправностей. В определенных условиях эксплуатации наибольшее число неисправностей двигателя автомобилей 3ИЛ-130 (табл. 4.1) приходится на систему зажигания, питания и цилиндро-поршневую группу.
В процессе поэлементной диагностики можно довести до нормы некоторые частные параметры путем регулировки соответствующих систем и механизмов двигателя. Выполняя регулировки в рациональной последовательности (см. рис. 4.11) и продолжая измерять другие частные параметры, можно определить неисправности, вызванные износами или поломками деталей у
|
|
|
