 |


4.2. Газополуменеве напилення
|
|
|
|
Газополуменевий спосіб напилення покриття складається з формування на поверхні виробу шару з часток напилюваного матеріалу, які мають достатній запас теплової та кінетичної енергії внаслідок взаємодії зі струменем газового полум'я. Його рекомендують для напилення покриттів з дроту металів і сплавів, а також гнучких шнурів, прутків (рис. 4. 1) та порошків металів, сплавів, композицій, оксидів тощо (рис. 4. 2).
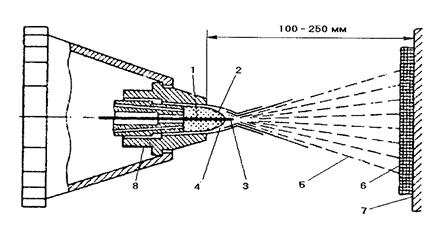
Рис. 4. 1. Газополуменеве напилення дротом:
1 - дріт, пруток або гнучкий шнур; 2 - полум'я; 3 - кінець дроту, який оплавлюється; 4 - повітряний струмінь; 5 - частинки металу; 6 - покриття;
7 - основа; 8 – насадка
При газополуменевому напиленні покриття в якості пального газу може використовуватись ацетилен та його замінники: пропан, водень, а також рідинні пальні. Окислювачем є кисень або повітря.
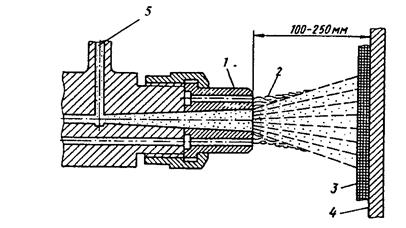
Рис. 4. 2. Газополуменеве напилення порошкового матеріалу:
1 - сопло; 2 - факел полум'я; 3 - покриття; 4 - основа; 5 - порошок
Температура струменя продуктів спалення залежить від складу пальної суміші. Наприклад, температура струменя ацетиленокисневого полум'я становить 3200 °С, пропан-бутан-кисневого 2600-2700 °С.
Швидкість часток напилюваного матеріалу залежить від співвідношення кисню та пального газу в суміші, кількості газу, який обдуває полум'я, відстані від зрізу сопла, кількості порошку, який вдувається у полум'я, його щільності, гранулометрічного складу та ін., і знаходиться в межах 20... 80 м/с.
Удосконалення способу газополуменевого напилення іде у напряму підвищення швидкості струменя продуктів горіння.
Для підвищення швидкості часток, при газополуменевому напиленні використовують різні технічні рішення. Це визначене розташування соплових отворів для витоку горючої суміші і конструкція передньої частини соплового наконечника, яка дозволяє формувати потрібну геометрію високотемпературного струменю та здійснювати ефективне нагрівання та прискорення часток порошку.
|
|
|
Знизити витрати тепла та кінетичної енергії утвореного струменю можна шляхом ізолювання його від навколишнього середовища периферійним супутним струменем газу або охоплюючими струмінь насадками. Це веде до збільшення швидкості часток матеріалу, що напилюється, на 10... 20 м/с.
Використання додаткових пристосувань з прискорюючими соплами, вісі яких розташовані під кутом до струменю продуктів горіння дозволяє збільшити швидкість до 120... 130 м/с. Для додаткового нагрівання і прискорення часток порошку у струмені відповідно до вісі пальника розташовують кільцеподібну вставку із соплами для подавання пального газу.
Таким чином, нагріті та прискорені у низькошвидкісному газополуменевому струмені частки матеріалу, що напилюються за допомогою різних пристосувань, набувають підвищену швидкість перед поверхнею, на яку напилюється матеріал, порівняно із звичайним напиленням газополуменевим пальником.
Новим шляхом розвитку газополуменевого напилення є створення установок для високошвидкісного напилення.
Спосіб отримання газополуменевого покриття з використанням струменю надзвукової швидкості у світовій практиці отримав назву " Higt Velociti Oxigen Fuel" (НVОF) або " Високошвидкісне киснево-паливне напилення".
Для напилення використовують надзвуковий газовий струмінь, який генерується спеціальним пальником з камерою прискорення ракетного типу при спаленні ацетилену, пропану, водню, пропілену або метіл-ацетиленпропану при тиску 0, 6... 0, 8 МПа у суміші з киснем під тиском до 1, 2 МПа.
Швидкість струменю продуктів спалення при використанні способу НVОF сягає від 1350 до 2880 м/с, а швидкість часток матеріалу, що напилюється, від 300 до 1000 м/с, температура горіння 3100 °С.
|
|
|
З 1992 року фірма " Browning Thermal Systems Co" (США) почала випуск пальника для надзвукового напилення, в якому в якості окислювача замість кисню використовується стиснуте повітря, тому цей спосіб по аналогії з НVОF, названий " Високошвидкісне повітряно-паливне напилення" або НVAF (High Velociti Air Fuel).
При звичайних швидкостях струменя продуктів горіння до основних характеристик газополуменевого нанесення покриттів можна віднести:
- можливість отримання покриттів товщиною до 10 мм із матеріалів, які плавляться при температурі до 2800 °С без розкладання. Доцільна товщина від 0, 5 до 5, 0 мм;
- висока продуктивність процесу (до 10 кг/год).
- відносно мала теплова дія на основу (у межах 150... 350 °С), що дозволяє наносити покриття на поверхні великого асортименту матеріалів, включаючи пластмасу, деревину тощо;
- можливість регулювання складу пальної суміші, яка подається у пальник; Це дозволяє керувати хімічним складом продуктів спалення (нормальне, окислювальне, вуглецеве полум'я) та енергетичними характеристиками струменя та напилюваних часток;
- за наявності необхідного пристосування для механізації робіт можливість нанесення покриттів на вироби практично без обмежень їх розмірів;
- відносно низький рівень шуму та випромінювання;
- простота обслуговування, гнучкість технології та мобільність обладнання, що дозволяє виконувати напилення на місці без демонтажу виробів;
- можливість автоматизації процесу та встановлення в автоматичні лінії з невеликими витратами, при примусовій подачі порошків можливість у більшості випадків нанесення покриттів у всіх просторових положеннях апарата.
Показники якості покриття, які можна отримати при газополуменевому напиленні, наведені у таблиці 4. 1.
Основними параметрами технологічного процесу газополуменевого напилення є:
- витрати кисню або повітря, м3/год;
- витрати пального газу (рідинного пального), м3/год (кг/год);
- витрати транспортуючого та обтискаючого газу (це може бути кисень або повітря), м3/год;
- тиск газів (кисню, повітря, пального газу, транспортуючого газу), МПа;
- співвідношення між окислювачем і пальним газом у суміші;
- витрати порошку, кг/год;
- діаметр, мм та швидкість, м/с, подачі дроту, прутка або гнучкого
шнура;
- швидкість відносного переміщення пальника для напилення та виробу, м/хв або мм/об;
- число обертів циліндричної деталі, об/хв;
- дистанція напилення, мм.
|
|
|
