 |


Уровень качества продукции предприятия в сравнении с аналогичной продукцией предприятий-конкурентов
|
|
|
|
Для сравнения уровня качества автолистового проката, производимого в условиях ЛПЦ-5 ОАО ММК с уровнем качества аналогичной продукции других крупнейших предприятий России воспользуемся сводными данными полученными от одного из крупных потребителей автолистового проката, «АвтоВАЗ», представленными в таблице 4.
Таблица 4
Анализ дефектов по итогам поставок за 8 месяцев 2005 года
| Поставщик | Объем поставки, тонн | Вид дефекта, % отклонений | ||||||
| Коррозия | Механические свойства | Несоответствия по геометрии | Дефекты поверхности | Загрязнение | Отклонения по химсоставу | Прочие | ||
| НЛМК | 82210 | 9,0 | 62,5 | 2,8 | 24,1 | 1,6 | 0 | 0 |
| Северсталь | 153499 | 14,4 | 12,2 | 5,0 | 53,9 | 13,5 | 0 | 0,8 |
| ММК | 99516 | 23,5 | 9,2 | 3,1 | 61,4 | 2,7 | 0 | 0,2 |
| АК ЛМЗ | 82850 | 11,2 | 15,3 | 4,5 | 67,4 | 0 | 0 | 1,6 |
Из таблицы видно, что наибольшая доля отклонений приходится на дефекты поверхности листа, поставляемого как ММК, так и другими предприятиями.
7.1 Определение причин возникновения дефектов, рекомендации по повышению качества
Таблица 5
Контрольный листок регистрационных данных.
| Обозначение | Типы дефектов | Группы данных | Итого |
| A | Коробоватость | IIII IIII IIII IIII II | 22 |
| Б | Отпечатки | IIII IIII IIII | 15 |
| В | Порез | IIII IIII | 10 |
| Г | Вкатанная крошка | IIII IIII II | 12 |
| Д | Царапина | IIII IIII II | 12 |
| Ж | Волна | IIII III | 8 |
| З | Пятна загрязнений | IIII IIII IIII II | 17 |
| И | Смятие | IIII | 4 |
| П | Прочие | II | 2 |
| Итого | 102 |
Таблица 6
Таблица данных
| Типы дефектов | Число дефектов | Накопленная сумма числа дефектов | % числа дефектов по каждому признаку | Накопленный % |
| А | 22 | 22 | 21,569 | 21,569 |
| З | 17 | 39 | 16,666 | 38,235 |
| Б | 15 | 54 | 14,71 | 52,944 |
| Г | 12 | 66 | 11,765 | 64,709 |
| Д | 12 | 78 | 11,765 | 76,474 |
| В | 10 | 88 | 9,8 | 86,274 |
| Ж | 8 | 96 | 7,843 | 94,117 |
| И | 4 | 100 | 3,922 | 98,039 |
| П | 2 | 102 | 1,96 | 100 |
| Итого | 102 | 102 | 100 | 100 |
|
|
|
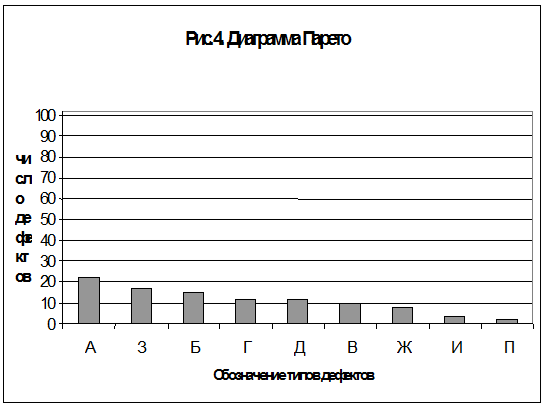
Из диаграммы Парето можно сделать вывод что 70% всех дефектов приходится на А, З, Б, Г, Д. Можно сделать вывод о том, что, чтобы повысить уровень качества продукции нужно устранить эти дефекты. Это можно обеспечить пересмотром технологического процесса и повышением его уровня, наймом или повышением квалификации рабочих, заменой или ремонтом оборудования и т.д.
Для устранения дефекта А (коробоатость), причинами возникновения которого могут быть нарушения режима натяжения полосы при смотке или режима термообработки, чрезмерно большая выпуклость валка необходимо охлаждать эмульсией середину бочки валка или заменить валки.
Для устранения дефекта Б (отпечатки), причиной появления, которого служат вдавлины на поверхности валка от попадания металлической крошки с валки во время прокатки и/или выкрошка валка, нужно:
) не допускать попадания крошки на поверхность полосы перед холодной прокаткой;
) произвести перевалку валков.
Для устранения дефекта Г (вкатанная крошка), котораый возникает вследствие попадания металлической крошки на поверхность полосы оторванной или чешуйчатой кромки в результате трения горячекатаной полосы о проводку и ролики моталки травильной линии, о проводки перед станом или при трении витка о виток в плохо смотанном рулоне, нужно:
) не доппускать попадания металлических крошек на полосу во время смотки на травильных линиях;
) не допускать царапин на подкате
) обеспечить плотную смотку рулонов при травлении
) неплотно смотанные рулоны прокатывать с минимальным натяжением между 1-й клетью и разматывателем.
Для устранения дефекта Д (царапина), причинами которого являются соприкосновение полосы в процессе прокатки с выступающими острыми кромками на поводках и другом оборудовании, навары на роликах пресс-проводки, трение витка о виток в неровно и неплотно смотанном рулоне необходимо:
|
|
|
) периодически зачищать проводки и ролики от наваров и заусенцев
) не допускать соприкосновения полосы с проводками во время прокатки;
) заменить заклинивший ролик
) производить плотную и ровную смотку рулонов.
Для устранения дефекта З (пятна загрязнений), причинами появления которого являются применение грязной эмульсии и/или попадание пыли и отработанного масла с подшипников и нажимного устройства на полосу, плохо протравленный и промытый подкат, необходимо:
) заменить эмульсию, проверить и устранить течь;
) не допускать недотрава;
) проверить состояние зонта, предотвращающего попадание масла с нажимного устройства и устранить течь.
Заключение
В данной курсовой научно-исследовательской работе проведен анализ фактического качества автолистового проката, производимого в условиях ЛПЦ-5 ОАО «ММК», проведен анализ способов производства аналогичной продукции на предприятиях-конкурентах, сопоставлены уровни качества обозначенной ранее продукции и аналогичной продукции, производимой на ведущих предприятиях страны. Кроме того, при помощи диаграммы Парето проведена оценка истинного состояния технологического процесса, вследствие чего предложены способы устранения отклонений в качестве автолистового проката.
|
|
|
