 |


2.4 Выбор методов обработки и характеристика оборудования для изготовления изделия
|
|
|
|
Основной задачей на этапе выбора методов обработки изделия и оборудования, является обеспечение высокого качества обработки основных узлов и деталей одежды при максимальной экономичности и максимальной загрузке оборудования и средств малой механизации. Именно эти основные критерии, определяют эффективность технологических процессов. Поэтому для успешного решения этой задачи необходимо руководствоваться государственными стандартами, технологическими инструкциями прогрессивной технологии, достижениями передовых отечественных и зарубежных предприятий в области усовершенствования технологии изготовления швейных изделий.
Прогрессивные способы обработки предусматривают широкое использование клеевых прокладочных материалов, технологичных конструкций деталей и узлов изделия, машинных способов обработки, совмещения технологических операций.
Методы обработки изделия должны быть гибкими и универсальными применительно к разным материалам, а также соответствовать категории ателье. Для ателье высшего разряда следует предусмотреть более тщательную обработку, нежели на предприятиях более низких категорий.
В дипломном проекте предлагаемые методы обработки основных узлов изделия представляют в пояснительной записке на листах формата А4. Зарисовка узлов в пояснительной записке выполняется с указанием наименования узла и обозначением последовательности выполнения строчек.
Пример оформления методов обработки представлен на рисунке 2. 3.
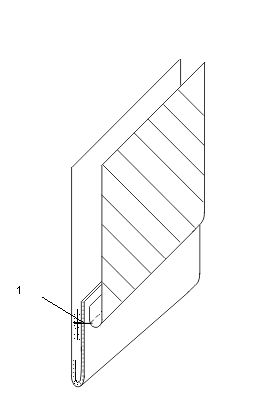
Рисунок 2. 3- Обработка низ рукава швом вподгибку
Далее выполняется подбор необходимого современного оборудования для изготовления изделия с учетом выбранных методов обработки, свойств используемых материалов, категории и мощности предприятия. Комплект оборудования должен быть необходимым и достаточным для изготовления изделия по индивидуальным заказам в бригаде данной мощности. Характеристику швейного оборудования представляют в табличной форме (таблица 2. 4).
|
|
|
При выборе оборудования для процессов изготовления изделий по индивидуальным заказам затраты времени на пошив целесообразно снижать путем сокращения вспомогательных приемов труда. Эти затраты времени позволяют снизить специальные приспособления к универсальным машинам и универсальные машины с элементами автоматики (автоматический подъем иглы в заданное положение, подъем лапки, обрезка ниток и закрепка в конце строчки).
Рекомендуемые приспособления малой механизации представляют в таблице 2. 5 с указанием наименования приспособлений и вида операций, где предполагается их применять.
Для ВТО используют прессы, утюжильные столы и утюги. При необходимости используют дополнительное (паровоздушные манекены, отпариватели и т. п. ) и вспомогательное оборудование (парогенераторы, вакуумные и компрессорные установки).
Выбор оборудования выполняется по справочной литературе и проспектам современных производителей. В пояснительной записке студенты представляют характеристику оборудования для ВТО в форме таблиц 2. 6, 2. 7, 2. 8.
Таблица 2. 4 – Технологическая характеристика швейных машин
| Техноло- гическое назначе- ние | Тип или класс, завод-изгото- витель | Тип стежка | Макси-мальная частота вращения главного вала, мин. -1 | Длина стежка мм | Исполнитель-ный орган механизма перемещения материала | Номера игл | Приме-няемые нитки | Обрабаты-ваемые материалы | Толщина сшиваемого пакета материалов, мм | Дополнитель-ные сведения, примечание |
|
|
|
Таблица 2. 5 – Характеристика средств малой механизации (швейной оснастки)
| Наименование приспособления | Марка приспособления | Схема выполнения шва | Назначение приспособления, дополнительные сведения |
Таблица 2. 6 – Технологическая характеристика прессового оборудования
| Назначение пресса, завод-изготовитель | Марка | Производительность, циклов/ч | Усилие прессования, кН | Тип привода | Тип нагрева подушки | Температура нагрева подушки, о С | Установленная мощность, кВт | Расход воздуха, м3/ч | Расход пара, кг/ч | Кол-во отсасываемого воздуха м3/ч | Время разогрева, мин | ||
| верхней | нижней | верхней | нижней | ||||||||||
Таблица 2. 7 – Технологическая характеристика утюгов и утюжильных столов
| Назначение утюга, утюжильного стола | Марка (тип), предприятие- изготовитель | Тип нагрева поверх- ности | Темпера-тура нагрева, о С | Установлен-ная мощность, кВт | Расход пара, кг/ч | Время разогре- ва, мин. | Габариты, мм | Масса, кг | ||
| длина | ширина | высота | ||||||||
Таблица 2. 8 – Характеристика приспособлений для ВТО
| Наименование приспособления, колодки | Марка приспособления | Назначение приспособления, дополнительные сведения |
На основании выбранных методов обработки и оборудования составляется технологическая последовательность на изготовление изделия по секциям. Технологическая последовательность в полном виде в пояснительную записку не включается. Ее представляют только в краткой форме, со сводными расчетами затрат времени по секциям процесса, в том числе по элементам минимальной сложности, усложняющим и отделочным элементам.
Форма сводной таблицы технологической последовательности на изготовление изделия представлена в таблице 2. 9. Подсчитывается итоговое время на изготовление изделия, являющееся исходным данным для выполнения расчетов экономической части
Таблица 2. 9 – Сводная таблица технологической последовательности обработки ________________________________________
наименование изделия
| Наименование секций | Общее время обработки изделия, мин. |
| 1 секция – подготовка к примерке | 260, 92 |
| 2 секция – обработка изделия после примерки | 379, 44 |
| 3 секция – окончательная ВТО и отделка | 65, 28 |
| Итого по изделию | 705, 64 |
|
|
|
|
|
|
