 |


Кинемат характ приводов станка
|
|
|
|
В металлорежущих станках (со ступенчатым регулированием) частоты вращения шпинделя назначаются по закону геометрического ряда. Величина R показывает универсальность станка Rn= – диапазон регулирования
Если число частот вращения шпинделя равно z, то nmax = nmin. z-1, а величина знаменателя геометрического ряда определяется:
фи= - знаменатель ряда частот вращения, m-число ступеней регулирования.
V2 –V1 показатель абсолютной потери скорости.
А= - относительная потеря.
Уравнение кинет баланса. nшп=nэл*ipn*i1-2*I2-3*i3-4... Определяет количественную связь м\жду Vнач и конечной звеньев кинематической цепи.
Значения знаменателей геометрического ряда частот вращения и перепады скоростей металлорежущих станков стандартизированы.
58.Привод подачи сост из механизмов, служащих для 1) Обеспечения прерывистой или непрерывной подачи инструментов или заготовки. 2) при необходимости для жесткой кинематической связи гл движения и движения рез 3) Вкл и выкл подач
Основные элементы: 1) Источник движения(шпиндель) 2)Передача с пост. передаточным отношением. 3) Механизм реверса. 4) Гитара сменных зубчатых колес. 5)Коробка подач. 6) Кулачковые муфты. 7) Ходовой вал 8) Ходовой винт
59 Метод формообразования поверхностей характеризуется двумя движениями: вращательным движением заготовки(скорость резания) и поступательным движением режущего инструмента-резца(движение подачи).
При точение можно формировать наружные и внутренние поверхности, фасонные.
При обработке заготовок на токарн станках выполняются виды работ:1) Точение(оттачивание, растачивание, подрезание, обработка винтовых поверх, разрезание заготовок, проточка канавок).
2) Сверление 3) Зенкерования 4) Развертывание 5) Нарез резьбы 6) Шлифование, полирование.
|
|
|
Точения бывают:
1) Черновое или обдирочное (самый грубый вариант Ra=25-100 мкм)
2) Получистовое (точность 10-20 квалитет) Ra=6.3-12.5 мкм
3) Чистовое (точность 7-10 кв Ra-1.6-3.2 мкм.
4) Тонкое точение (обработка алмазными резцами) Т-6-7 кв. Ra=0.8-1.6 мкм.
60. Основные типы токарных станков и их использование в основных видах производства. Классификация токарных резцов по характеру выполняемых операций, по направлению подачи, по форме головки, по конструкции. Основные виды приспособлений к токарным станкам и их назначение.
По тех назначении: Фасоные, проходные, проходные отогнутые, проходные упорные, чистовые, канавочные, резьбовые, подрезные, расточные.
По характеру обработки: Черновые, получистовые, чистовые
По направлению подачи: правые и левые.
По способу изготовления: Целые, с приваренной встык рабочей частью, с приваренной или припаянной пластинкой инструментального материала, со сменными пластинками реж материала.
По форме рабочей части: прямые, отогнутые, оттянутые.
На токарно-винторезных станках для закрепления используют трехкулачковые самоцентрирующие патроны. Патроны применяют для закрепления заготовок при отношении их длины к диаметру l/d<4. При l/d=4-10 заготовку устанавливают в центрах. Центры бывают: упорные, срезанные(подрезание торцов заготовки), шариковые(обтачивание конических поверхностей заготовки способом сдвига задней бабки в поперечном направлении)
При отношении l/d>10 применяют люнеты (для уменьшения деформации заготовки от сил резания.).
Параметры режима резания на токарных станках и последовательность определения их рационального сочетания.
При назначении режимов резания определяют скорость резания, подачу и глубину резания.
Скоростью резания v называют расстояние, пройденное точкой режущей кромки инструмента относительно заготовки в единицу времени. Если главное движение вращательное (точение), то скорость резания, м/мин: v= (π*Dзаг*n)/1000, где Dзаг– наибольший диаметр обрабатываемой поверхности заготовки, мм; n– частота вращения заготовки в минуту. Если главное движение возвратно–поступательное, а скорости рабочего и холостого ходов различны, то скорость резания, м/мин: v = (L*m*(k + 1))/1000, где L – расчетная длина хода инструмента, мм; m– число ходов инструмента в минуту; k – коэффициент, отношение скоростей рабочего и холостого ходов.
|
|
|
Подачей s называют путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один оборот, либо один ход заготовки или инструмента. Подача имеет размерность: мм/об – для точения и сверления; мм/дв. ход – для строгания и шлифования.
Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к последней. Глубину резания задают на каждый рабочий ход инструмента относительно обрабатываемой поверхности. При точении цилиндрической поверхности глубину резания определяют как полу разность диаметров до и после обработки: t = (Dзаг – d)/2, где d – диаметр обработанной поверхности заготовки, мм.
К параметрам процесса резания относят основное (технологическое) время обработки, время, затрачиваемое непосредственно на процесс изменения формы, размеров и шероховатости обрабатываемой поверхности заготовки. При токарной обработке цилиндрической поверхности основное время Т0, мин, равно: Т0 = (L*i)/(n*sпр), где L = l + l1 + l2 – путь режущего инструмента относительно заготовки в направлении подачи; l – длина обработанной поверхности, мм; l1 – t*cfg φ – величина врезания резца, мм; φ – главный угол в плане токарного резца; l2 = 1…3 – выход резца (перебег), мм; i – число рабочих ходов резца, необходимое для снятия материала, оставленного на обработку.
Формообразование деталей машин на фрезерных станках. Виды поверхностей, обрабатываемые на фрезерных станках. Основные виды фрезерования по последовательности снятия припусков, по перемещению фрез относительно заготовок.
Фрезерование – технологический способ обработки заготовок многолезвийными инструментами – фрезами.
|
|
|
Основные положительные качества:
- высокая производительность;
- широкие технологические возможности.
Основные технологические возможности:
- плоские и криволинейные внутренние и внешние поверхности;
- пазы, шлицы, канавки (прямые и винтовые);
- зубчатые колёса, резьбы;
- многолезвийный инструмент.
Формообразование - Dr – вращательное движение фрезы;
- Ds – поступательное круговое или винтовое движение заготовки.

1. Обрабатываемый материал. Обычно это незакаленные стали, цветные металлы, сплавы с твердостью менее HRC40. Появление современных сверхтвердых материалов позволяет, в ряде случаев, обрабатывать плоские поверхности закаленных сталей, но процесс не нашел широкого применения из-за узких технологических возможностей (только открытые плоские поверхности) и недостаточной точностью обычных фрезерных станков.
2.Форма и размеры получаемой поверхности может быть чрезвычайно сложной. Например, при обработке на копировально-фрезерных станках лопаток турбин, гребных винтов судов и т.д. Фрезерные станки могут быть чрезвычайно малых размеров (гравировально-фрезерные) и гигантских размеров, для обработки деталей с размерами более 20м (продольно-фрезерные и специальные станки).
3. Экономическая точность обработки при фрезеровании 9-14 квалитеты. Шероховатость Rz=80 – Rz=10. В ряде случаев точность может достигать 7 квалитета, при шероховатости Rz=5.
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и обычно поступательным движением подачи. На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля. Особенность процесса фрезерования – прерывистость резания каждым зубом фрезы. При цилиндрическом фрезеровании плоскостей работу выполняют зубья, расположенные на цилиндрической поверхности фрезы. При торцовом фрезеровании плоскостей в работе участвуют зубья, расположенные на цилиндрической и торцовой поверхностях фрезы. Цилиндрическое и торцовое фрезерование в зависимости от направления вращения фрезы и направления подачи заготовки можно осуществлять двумя способами:
|
|
|
1) против подачи (встречное фрезерование), когда направление подачи противоположно направлению вращения фрезы;
2) по подаче (попутное фрезерование), когда направления подачи и вращения фрезы совпадают.
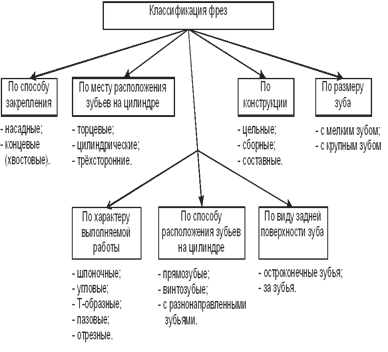
Основные типы фрезерных станков и их назначение. Классификация фрез по видам обрабатываемых поверхностей (плоских и фасонных), по конструкции фрез, по виду режущих зубьев, инструментальному материалу.
Горизонтально- и вертикально-фрезерный станок: на этих станках обрабатывают горизонтальные, вертикальные, наклонные плоскости и скосы, комбинированные поверхности, уступы и прямоугольные пазы, фасонные, шпоночные и клиновые пазы, фасонные поверхности. А также фрезерование цилиндрических зубчатых колёс.
Продольно-фрезерный станок: На продольно-фрезерных станках фрезеруют поверхности заготовок большой массы и размеров (типа станин, корпусов, коробок передач, рамных конструкций и т. п.) торцовыми и концевыми фрезами. Продольно-фрезерные станки строят одностоечными и двухстоечными с длиной стола 1250–12 000 мм и шириной 400–5000 мм. Фрезерный станок непрерывного действия: На фрезерных станках непрерывного действия фрезеруют плоские поверхности при обработке больших партий заготовок по методу непрерывного торцового фрезерования. Их подразделяют на карусельно-фрезерные и барабанно-фрезерные. Копировально-фрезерный станок: На копировально-фрезерных станках обрабатывают фасонные поверхности сложного профиля. Различают контурное и объемное копировальное фрезерование. Контурное фрезерование применяют для получения плоских фасонных поверхностей замкнутого криволинейного контура с прямолинейной образующей (например, плоских кулачков, шаблонов и т.п.). Объемное фрезерование применяют для получения объемных фасонных поверхностей (например, лопаток турбин, пресс-форм и т.п.).
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез: цилиндрические, торцовые, дисковые, концевые, угловые, шпоночные, фасонные. Фрезы изготовляют цельными или сборными. Режущие кромки могут быть прямыми или винтовыми. Фрезы имеют остроконечную или затылованную форму зуба. Цельные фрезы изготовляют из инструментальных сталей. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически.
Основные типы фрез
|
|
|
а – цилиндрическая; б – торцовая; в – концевая (пальцевая); г – пальцевая шпоночная; д – дисковая односторонняя; е – дисковая трехсторонняя; ж – отрезная (прорезная, шлицевая); з – угловая; и – концевая Т-образная; к – фасонная выпуклая; л – фасонная вогнутая
Сверление. Формообразование отверстий (Dr, Ds). Шероховатость и точность отверстий, получаемых сверлением и в конструкционных сталях. Классификация спиральных сверл по конструкции, длине, форме получаемых отверстий, инструментальному материалу. Основные части спирального сверла.
Сверление – основной технологический способ получения отверстий (сквозных или глухих) в сплошном металле заготовок
Разновидность сверления – рассверливание – используется при сверлении отверстий большого диаметра (более 40 мм), обработку ведут в два прохода.
Свёрл более 30 видов. Наибольшее распространение получили спиральные свёрла.

* - для многошпиндельных станков
Период стойкости – Т (время износа) – 15…100 мин в зависимости от обрабатываемого материала и диаметра сверла. Чем больше d СВ тем выше Т.
|
|
|
