 |


2. Отличия и особенности при проработке ГАЦ, ГАУ, ГАЛ.
|
|
|
|
2. Отличия и особенности при проработке ГАЦ, ГАУ, ГАЛ.
В условиях крупносерийного и массового производства основным оборудованием для механической обработки являются автоматические линии (АЛ) или состоящие из них системы. В условиях крупносерийного и массового производства от двух и более различных заранее известных, аналогичных по конструкции и технологии обработки и близких по размерам деталей используются переналаживаемые АЛ.
В средне- и крупносерийном производствах используются гибкие автоматические линии (ГАЛ), так как предъявляются специфические требования к металлорежущему оборудованию. Обычные АЛ в среднесерийном производстве нерентабельны вследствие малого коэффициента загрузки, а использование одношпиндельных многоцелевых станков с ЧПУ невыгодно, так как для изготовления больших партий деталей требуется значительное количество этого дорогостоящего оборудования. Поэтому используют ГАЛ на базе станков со сменными шпиндельными коробками (СШК), имеющие высокую производительность. В оборудовании со СШК заготовка остается неподвижной во время всего цикла обработки, а инструмент, установленный в СШК, подается в последовательности, соответствующей ходу технологического процесса обработки. Число наименований деталей, изготавливаемых на ГАЛ со СШК, зависит от программы их выпуска и трудоемкости обработки и может достигать в среднем 10-12 наименований ГПС.
В среднесерийном производстве с годовой программой выпуска 5000-30000 шт обработку экономически целесообразно выполнять на агрегатном оборудовании со СШК, что увеличивает производительность труда в 5 –10 раз по сравнению с обработкой на станках с ЧПУ. В ряде случаев для большей гибкости оборудования СШК изготавливают с раздвижными шпинделями.
|
|
|
В единичном и мелкосерийном производстве применяется локальная автоматизация. Необходимым элементом перехода от локальной автоматизации к гибким производственным системам (ГПС) являются роботизированные технологические комплексы (РТК). Организационно РТК могут функционировать отдельно, как самостоятельный вид оборудования, или могут быть объединены в роботизированные технологические линии (РТЛ) и роботизированные технологические участки (ОТУ).
Вопросы для контроля:
1. На какие виды подразделяются ГПС?
2. Дайте определения ГАЛ, ГАУ и ГАЦ.
3. Дайте определение ГПМ.
4. Что такое РТК?
5. Опишите состав механического цеха.
6. Опишите состав гибкого автоматизированного цеха.
7. Что является исходными данными для проектирования ГАП?
8. Для чего производят разработку технологических процессов на типовые детали?
9. Какими принципами при подборе станков для ГПС?
10. Влияет ли тип организации производства на выбор ГАП?
Проектирование механосборочных цехов
ЛЕКЦИЯ № 11
Тема: Особенности расчета и проектирования гибких автоматизированных цехов, участков, линий
Рассматриваемые вопросы:
1. Автоматизированная транспортно-складская система (АТСС). Назначение АТСС.
2. Технические характеристики автоматизированных складов.
3. Транспортная система в зависимости от количества изготовляемых деталей.
1. Автоматизированная транспортно-складская система (АТСС). Назначение АТСС.
Автоматическая транспортно-складская система (АТСС) в ГАП предназначена выполнять следующие функции: хранить в накопителях большой вместимости (складе) межоперационные заделы деталей и автоматически транспортировать их в заданный адрес по командам от ЭВМ; транспортировать детали от станка к станку, а также на позиции разгрузки и загрузки; оперативно пополнять накопители небольшой вместимости (приемно-передающие агрегаты, тактовые столы и др. ), установленные около каждого станка; транспортировать обработанные детали на позиции контроля и возвращать их для продолжения дальнейшей обработки или на позиции разгрузки – загрузки.
|
|
|
Различают следующие схемы транспортирования деталей: разомкнутую, замкнутую и совмещенную. По конструктивному исполнению склады бывают стеллажного, элеваторного, магазинного типов и конвейеры.
Наиболее часто применяют склады стеллажного типа. Различные схемы компоновок стеллажей-накопителей спутников приведены на рис. 1 и 2. В состав АТСС стеллажного типа входят (рис. 2): стеллаж-накопитель спутников с заготовками 1, транспортные средства в виде кранов-штабелеров 2 и 3, позиции загрузки 4, разгрузки 5 и контроля 6. Стеллажи АТСС располагаются, как правило, вдоль линии станков 7 ГПС.

Рис. 1 – Схемы компоновки стеллажей-накопителей: а – одноярусного однорядного; б – многоярусного однорядного; в – одноярусного двухрядного; г – многоярусного двухрядного; 1 – спутник; 2 – заготовка; 3 – ложементы ячейки накопителя; 4 – передающие окна
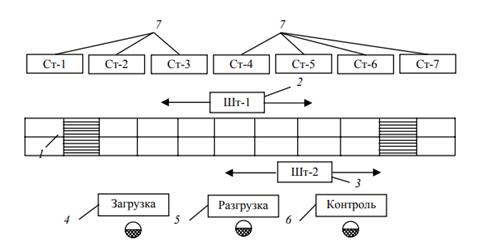
Рис. 2 – предварительная компоновка АТСС со стеллажом-накопителем: 1 – стеллаж-накопитель; 2 и 3 – краны-штабелеры; 4, 5, 6 – позиции загрузки, разгрузки и контроля; 7 – станочная система ГАП
|
|
|
