 |


4. Выбор и Расчет заготовки. 5. Расчет блоков
|
|
|
|
4. ВЫБОР И РАСЧЕТ ЗАГОТОВКИ
В соответствии с ГОСТ 13240-78 «Заготовки оптического стекла» оптическое стекло может быть в виде прессованных заготовок для изготовления оптических деталей определенной формы и размеров либо в виде плиток стандартных размеров для изготовления оптических деталей любой формы и размеров. В зависимости от диаметра и марки стекла данной детали по ГОСТ 13240-78 была выбрана прессованная заготовка. Рассчитаем припуски на заготовку (приложение 3).
Расчет припусков.
Согласно таблице 3 ОСТ 3-510-89 определяем припуск на толщину заготовки по оси – Δ t=2, 8 мм. Тогда толщина заготовки по оси будет:

 (мм)
(мм)
С помощью ГОСТ 13240-78 определяем допуск на этот размер: верхний +1, 0; нижний -0, 5.
Согласно таблице 2 ОСТ 3-510-89 определяем величину припуска на обработку диаметра: p=3, 5. Затем рассчитываем диаметр заготовки по формуле:

 (мм)
(мм)
Правильность выбранного припуска р проверяется по расчету косины или разности в толщине края (Δ tкр), которая должна быть не менее 0, 4 мм.

 (мм)
(мм)
Радиус кривизны сферических заготовок линз назначается с учетом радиуса детали, припуска на толщину по оси (  ) по формулам:
) по формулам:
1) для 1-ой вогнутой поверхности
 (мм)
(мм)
2) для 2-ой вогнутой поверхности
 (мм)
(мм)
5. РАСЧЕТ БЛОКОВ
При расчете блоков последовательно решают несколько задач, а именно: выбирают оптимальную схему расположения заготовок на приспособлении, определяют число одновременно обрабатываемых заготовок, находят размеры блока и наклеечного приспособления. Рассчитанный блок должен обеспечивать размещение на приспособлении возможно большего числа заготовок и равномерное заполнение ими поверхности последнего. Первое условие направлено на повышение производительности, второе - на увеличение точности формы поверхности каждой детали. Этим требованиям удовлетворяют три схемы размещения заготовок на плоском и сферическом блоках, а именно: в первом (центральном) ряду устанавливают одну (n1=1), три (n1=3) или (n1=4) заготовки (рис. 2. 1).
|
|
|
При расчете сферического блока используют ряд положений расчета плоского блока, в частности:
1) принимают те же схемы расположения заготовок в первом (центральном) ряду блока, а именно: n1=1; n1=3; n1=4;
2) для выполнения операций тонкого шлифования и полирования используют станки типа ШП различных типоразмеров.
С точки зрения эффективного использования мощности станков ШП желательно, чтобы сферические блоки были равны полусфере.
Исходные данные для расчета блоков:
R1=349, 1 мм;
R2=200, 9 мм;
dб=116 мм;
t0=19, 0 мм.
Обработка будет производится на станке ШП3-350.
5. 1 Расчет блока для обработки поверхности с радиусом кривизныRA
Рассчитаем жесткий блок для радиуса R1=349, 1
1. Предварительная высота блока:
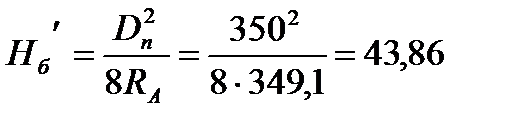 мм.
мм.
2. Предварительный угол раствора блока:

3. Углы раствора заготовки:
 ;
;
 ;
; 
4. Число рядов на блоке и количество заготовок в первом ряду:  .
.
На блоке будет 1 ряд – 4 заготовки.
5. Угол между меридианальными плоскостями, из которых одна проходит через середину заготовки первого ряда, а вторая через середину промежутка между соседними заготовками:
 .
.
6. Угол между радиусами проходящими через вершину блока и вершину заготовки первого ряда:
 ;
;  .
.
7. Окончательный угол раствора блока:
 .
.
12. Окончательная высота блока:
 (мм)
(мм)
13. Диаметр блока:
 (мм)
(мм)
5. 2 Расчет блока для обработки поверхности с радиусом кривизны RБ
Рассчитаем эластичный блок для радиуса R2=200, 9
1. Предварительная высота блока:
 мм.
мм.
2. Предварительный угол раствора блока:

3. Углы раствора заготовки:
 ;
;
 ;
; 
4. Число рядов на блоке и количество заготовок в первом ряду:
|
|
|
 .
.
На блоке будет 1 ряд – 4 заготовки.
5. Угол между меридианальными плоскостями, из которых одна проходит через середину заготовки первого ряда, а вторая через середину промежутка между соседними заготовками:
 .
.
6. Угол между радиусами проходящими через вершину блока и вершину заготовок первого ряда:
 ;
;  .
.
7. Окончательный угол раствора блока:
 .
.
12. Окончательная высота блока:
 (мм)
(мм)
13. Диаметр блока:
 (мм)
(мм)
6. РАСЧЕТ НАКЛЕЕЧНЫХ ПРИСПОСОБЛЕНИЙ
Способ крепления заготовок наклеиванием или склеиванием наиболее широко используют как на этапе заготовительных операций, так и при операциях изготовления оптических деталей. Склеенные заготовки должны сохранять своё неизменное положение на блоке или по отношению друг к другу на протяжении всего процесса обработки данной поверхности. Различают жёсткое и эластичное крепление.
|
|
|
