 |


Обозначение литейных алюминиевых сплавов. Технические условия
|
|
|
|
Таблица П1
| Марка сплава | Способы литья | Вид термообработки | Твердость по Бринеллю, НВ |
| АК12 (АЛ2) | ЗМ, ВМ, КМ | - | |
| АК9 (АК9) | З, В, К, Д, ПД | - | |
| АК9ч (АЛ4) | З, В, К, Д К, Д, ПД ЗМ, ВМ К, КМ | - Т1 Т6 Т6 | |
| АК9пч | З, В, К, Д К, Д, ПД ЗМ, ВМ К, КМ | - Т1 Т6 Т6 | |
| АК8 (АЛ34) | З | Т5 | |
| АК7 (АК7) | З | - | |
| АК7ч (АЛ9) | З, В, К Д З, В, К,Д КМ З, В К, КМ З, В ЗМ, ВМ ЗМ, ВМ ЗМ, ВМ ЗМ, ВМ К К К З, В К, КМ З, В ЗМ, ВМ К, КМ ЗМ, ВМ К, КМ Д ЗМ. ВМ ЗМ, ВМ | - - Т2 Т4 Т4 Т5 Т5 Т5 Т6 Т7 Т8 Т6 Т7 Т8 Т4 Т4 Т5 Т5 Т5 Т6 Т6 Т2 Т7 Т8 | |
| Продолжение табл. П1 | |||
| АК5М (АЛ15) | З, В, К | Т1 | |
| АК5Мч (АЛ5-1) | З, В, К | Т1 | |
| АК6М2 (АК6М2) | К | Т1 | |
| АК8М (АЛ22) | З | Т6 | |
| АК5М4 (АК5М4) | З | - | |
| АК5М7 (АК5М7) | З | - | |
| АК8МЗч (ВАЛ8) | К, ПД | Т4 | |
| АК9М2 (АК9М2) | К | - | |
| АК12ММrН (АЛ30) | К К | Т1 Т6 | |
| АК12М2МrН (АЛ25) | К | Т1 | |
| АМ5 (АЛ19) | З, В, К З, В, К З | Т4 Т5 Т7 | |
| АМ4,5Кд (ВАЛ10) | З, В | Т4 | |
| АМr5К (АЛ13) | З, В, К | - | |
| АМr5Мц (АЛ28) | З, В | - | |
| АМr6л (АЛ23) | З, В | - | |
| АМr6лч (АЛ23-1) | З, В | - | |
| АМr10 (АЛ27) | З, К, В | Т4 | |
| АМr11 (АЛ22) | З, В, К | - | |
| АМr7 (АЛ29) | Д | - | |
| АК7Ц9 (АЛ11) | З, В | - | |
| АЦ4Мr (АЛ24) | З, В | - |
Примечания [38]:
1. условные обозначения способов литья:
З – литье в песчаные формы;
В – литье по выплавляемым моделям;
К – литье в кокиль;
Д – литье под давлением;
ПД – литье с кристаллизацией под давлением (жидкая штамповка)
М – сплав подвергается модифицированию.
2. Условные обозначения видов термической обработки:
Т1 – искусственное старение без предварительной закалки;
Т2 – отжиг;
Т4 – закалка;
Т5 – закалка и кратковременное (неполное) искусственное старение;
Т6 – закалка и полное искусственное старение;
|
|
|
Т7 – закалка и стабилизирующий отпуск;
Т8 – закалка и смягчающий отпуск.
Приложение 22
Примеры обозначений опор, зажимов
И установочных устройств
 |
Таблица П1
 |
Продолжение табл. П1
Оглавление
Приложение 23
Содержание информации по заполнению отдельных граф маршрутных карт
Код степени механизации труда СМ указывается однозначной цифрой:
| - рабочие, выполняющие работу на автоматах, автоматизированных агрегатах, установках, аппаратах - рабочие, выполняющие работу при помощи машин и механизмов - рабочие, выполняющие работу вручную на машинах и механизмах - рабочие, выполняющие работу вручную без машин и механизмов - рабочие, выполняющие работу вручную по наладке и ремонту машин и механизмов | - 1; - 2 - 3; - 4; - 5. |
Код профессии ПРОФ. проставляется согласно классификатору ОКПДТР (выборочно коды представлены в табл. П1 приложения 24).
Разряд работы Р, необходимый для выполнения операции проставляется согласно ОКПДТР. Код разряда включает в себя три цифры: первая – непосредственно разряд работы по тарифно-квалификационному справочнику; две последующие – код формы и системы оплаты труда:
10 – сдельная форма оплаты труда;
11 – сдельная система оплаты труда прямая;
12 - сдельная система оплаты труда премиальная;
13 - сдельная система оплаты труда прогрессивная;
20 – повременная форма оплаты труда;
21 – система оплаты труда простая;
22 - система оплаты труда премиальная.
Код условий труда УТ включает в себя цифру – условия труда:
1 – нормальные,
2 – тяжелые и вредные,
3 – особо тяжелые и особо вредные
и букву, указывающую вид нормы времени:
Р – аналитически – расчетная,
И – аналитически-исследовательская,
Х – хронометражная,
О – опытно – статистическая.
Приложение 24
Оглавление
|
|
|
Таблица П1
Указатель кодов профессий
| Наименование профессии | Код |
| Долбежник Заточник Зуборезчик Зубошлифовальщик Оператор автоматических и полуавтоматическихлиний станков и установок Оператор сверлильного агрегата и пресса Оператор станков с ЧПУ Оператор технологических установок Полировщик Прессовщик Протяжник Разметчик деталей и материалов Резчик материалов и изделий Резчик металла на ножницах и прессах Резчик на пилах, ножовках и станках Резьбофрезеровщик Резьбошлифовщик Сборщик Сверловщик Слесарь-инструментальщик Слесарь механосборочных работ Станочник специальных металлообрабатывающих станков Строгальщик Токарь Токарь-карусельщик Токарь-полуавтоматчик Токарь-расточник Токарь-револьверщик Фрезеровщик Шлифовщик |
Приложение 25
Твердомеры
Настоящая информация распространяется на стационарные твердомеры Бринелля (типа ТВ), Роквелла (типа ТР), Супер-Роквелла (типа ТРС), и Виккерса (типа ТВ), предназначенные для измерения твердости по методам, установленным по ГОСТ 9012-59, 9013-59, 22975-78, 2999-75.
Твердомеры в зависимости от степени механизации рабочего цикла испытания подразделяются на ручные, механизированные и автоматические, а в зависимости от вида индикации результатов подразделяются на стрелочные и с цифровым отсчетным устройством.
Таблица П1
| Обозначение типа твердомера | Диапазон измерений твердости | Вид индентора | Нагрузка, Кгс (н) |
| ТБ | 8…450 НВ | Стальные шарики Æ25; Æ5; Æ10 мм (ГОСТ 3722-60) | 15,6-3000 |
| ТР | 70…93 НRА | Наконечник НК (ГОСТ 9377-74) | |
| 25…100 НRВ | Стальной шарик Æ1,588 (ГОСТ 3722-60) | ||
| 20…67 НRс | Наконечник НК (ГОСТ 9377-74) | ||
| ТРС | 70…94 НRN15 40…86 НRN30 20…78 НRN45 | Наконечник НК (ГОСТ 9377-74) | |
| 62…93 НRТ15 15…82 НRТ30 10…72 НRТ45 | Стальной шарик Æ1,588 (ГОСТ 3722-60) | ||
| ТВ | 8…2000НV | Наконечник НК (ГОСТ 9377-74) | 1-100 |
Таблица П2
| Твердомер ТР | ||
| Шкала твердости | Нагрузка кгс (Н) | Вид индентора |
| А | 60 (598) | Алмазный конус |
| В | 100 (981) | Шарик D = 1,598 мм |
| С | 150 (1471) | Алмазный конус |
| Твердомер ТРС | ||
| N | 15 (147) 30 (294) | Алмазный конус |
| 30 (294) 45 (441) | ||
| Т | 30 (294) | Шарик D = 1,598 мм |
|
|
|
Приложение 26
КРУГИ ШЛИФОВАЛЬНЫЕ
Типы и основные размеры
1.1. Круги должны изготовляться следующих типов:
1 — прямого профиля;
4 — с двусторонним коническим профилем;
3 — c коническим профилем;
5 — с выточкой;
23 — с конической выточкой;
7 — с двусторонней выточкой;
2 — кольцевые;
6 — чашечные цилиндрические;
11 — чашечные конические;
12 и 14 — тарельчатые;
36 — с запрессованными крепежными элементами;
10 — с двусторонней выточкой и ступицей;
26 — с двусторонней конической выточкой.
Тип 1

Рис.П1
Таблица П1
Размеры, мм
| D | T | H | D | T | H |
| 6,0; 8,0; 10,0 | 1,0 | 4,0; 5,0; 6,0; 8,0; 10,0 | 13,0 | ||
| 1,0; 1,3; 1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 | 1,6 | 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 | 20,0 | ||
| 8,0 | 2,0 | 4,0; 5,0; 6,0; 8,0; 10,0; 13.0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0 | 32,0 | ||
| 2,0 | |||||
| 6,0; 8,0; 10,0 | 1,6 | 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 | 32,0 | ||
| 2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0 | 2,0 | (6,0); (8,0); (10,0); (13,0); (16,0); 20,0; (25,0); (32,0); (40,0); (50,0); (63,0) | 20,0 | ||
| Продолжение табл. П1 | |||||
| 6,0; 8,0; 10,0; 13,0; (16,0) | 3,0 | (6,0); (8,0); (10,0); (13,0); (16,0); (20,0); 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 | 51,0 | ||
| (6,0); (10,0); 16,0 | 4,0 | 4,0, 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, (63,0) | 20,0, 32,0 | ||
| 3,2; 4,0; 5,0; 6,0; | 3,0 | 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0 | 51,0 | ||
| (6,0); (10,0); 13,0; 5,0 | 4,0 | ||||
| 3,2; 4,0; 5,0; 6,0; 8;0;11,0; 13,0; 16,'0; 20,0 | 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0,32,0, 40,0, 50,0 | 32,0 | |||
| 10,0; 13,0, 16,0; 20,0 | 6,0 | 3,2, 4,0, 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0 | |||
| 3,2; 4,0, 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 | 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, (32,0), (40,0), (50,0), (63,0), (80,0), (100,0) | 51,0 | |||
| 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 | 4,0, 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, 125,0, (150,0), 160,0, 200,0 | 76,0 | |||
| (16,0); 25,0; 32,0 | 8,0 | 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0 | 32,0, 51,0 | ||
| 3.2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; | 6,0 | 2,5, 3,2, 4,0, 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, (80,0), (100,0), (125,0) | 76,0 | ||
| 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 | 8,0 | 2,5, 3,2, 4,0, 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, 125,0, (150,0), 160,0 | 127,0 | ||
| 16,0; 20,0; 25,0; 32,0 | 10,0 | 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, 125,0, (150,0), 160,0, 200,0 | 32,0, 76,0 | ||
| 6,0; 8,0; 10,0; 13.0; 16,0; 20,0; 25,0; 32,0; 40,0 | 2,5, 3,2, 4,0, 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, 125,0, (150,0), 160,0, 200,0 | 127,0 | |||
| 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 | 6,0 | 32,0, 40,0, 50,0 | 76,0 | ||
| (6,0); 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 | 13,0 | 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, 125,0, (150,0), 160,0, 200,0 | 127,0 203,0 | ||
| Окончание табл. П1 | |||||
| 6,0; 8,0; 10,0 | 6,0 | 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, (125,0), (150,0), 160,0, 200,0 | 127,0 | ||
| 2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 | 8,0; 10,0 | 4,0, 5,0, 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, (125,0), (150,0), 160,0, 200,0 | 203,0 | ||
| 6,0; 8,0, 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 | 13,0 | 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0 | 127,0 | ||
| 32,0; 40,0; 50,0; 63,0 | 16,0 | 6,0, 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0 | 203,0 | ||
| 4,0; 5,0 | 10,0 | 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0 80,0, 100,0, 125,0 (150,0), 160,0. 200,0 | 203,0 | ||
| (6,0); (8,0); 10,0; 13,0; (16,0); (20,0); (25,0); (32,0); 40,0; (50,0) | 13,0 | 8,0, 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, 125,0, (150,0), 160,0, 200,0, 250,0 | 305,0 | ||
| 6,0; 8,0; 10,0; 13.0; 16,0; 20,0; 25,0, 32,0; 40,0; 50,0; 63,0 | 16.0 | 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0*, 80,0*, 100,0*, 125,0, (150,0), 160,0, 200,0, 250,0* | |||
| 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0 | 10,0 | 10,0, 13,0, 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 125,0, 160,0, 200,0 | 203,0 | ||
| 13,0 | 16,0 | 16,0, 20,0, 25,0, 32,0, 40,0, 50,0, 63,0, 80,0, 100,0, 125,0, (150,0), 160,0, 200,0, (250,0) | 305,0 | ||
| 6,0; 8,0; 10,0; 13.0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 | 20,0 | 25,0, 32,0, 40,0, 50,0*. 63,0*, 80,0*, 100,0*, 125,0 | |||
| 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 | 40,0*, 50,0*, 63,0*, 80,0*, 100,0*, 125,0* | ||||
| 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 | 32,0 |
* Должны изготавливаться на керамической связке классов точности АА или А.
|
|
|
Примечание. Размеры, заключенные в скобках, применять не рекомендуется.
Тип 4
Рис. П2
Таблица П2
Размеры, мм
| D | T | H | U±1.0 | α+2΄ | |
| 10, 13, 16,20 | 40° | ||||
| 5,9 | |||||
| 60° | |||||
| 13,25 | 40° | ||||
| 40° | |||||
| 20, 25, 32 | |||||
| 8, 10, 13 | 60° | ||||
| 40° | |||||
Тип 3

* Размеры для справок.
Рис. ПЗ
Таблица П3
Размеры, мм
| D | T | H | P | F±1.5 | U±1.0 | α+2΄ | J | ||
| Номин. | Пред. откл. | ||||||||
| +3,0 | 3,0 | 20° | |||||||
| — | — | 2,0 | 15° | ||||||
| 20° | |||||||||
| 30° | |||||||||
| 35° | |||||||||
| 10° | |||||||||
| 15° | |||||||||
| 20° | |||||||||
| 25° | |||||||||
| — | — | — | 3,0 | 20°; 25° | 45; 57 | ||||
| +3,0 | 2,0 | 20° | |||||||
| — | — | 35° | |||||||
| — | — | 10° | |||||||
| 35° | |||||||||
| 25° | |||||||||
| 5,5 | 18° | ||||||||
| +3,0 | 2,0 | 20° | |||||||
| 10; 13 | — | — | — | 10° | 85;50 110; 87 | ||||
| +3,0 | |||||||||
| — | — | 3,0 | |||||||
| +3,0 | 25° | ||||||||
| 32; 51 | |||||||||
| 30° | |||||||||
| — | — | — | 45° | ||||||
| — | 3,0 | 10° | |||||||
| +3,0 | 15° | ||||||||
| 4,0 | |||||||||
| — | — | 2,5 | 20° | ||||||
| — | — | 3,0 | 45° | ||||||
| 20° | |||||||||
| Продолжение табл. П3 | |||||||||
| - | +3,0 | - | 3,0 | 15° | |||||
| 45° | |||||||||
| 15° | |||||||||
| — | 45° | ||||||||
| +4,0 | 3,0 | 30° | |||||||
| — | +4,0 | — | 4,0 | 30° | |||||
| 20° | |||||||||
| — | — | 5,0 | 30° | ||||||
| 20° | |||||||||
| — | — | ||||||||
| — | — | 15° | |||||||
| 30° |
|
|
|
Тип 5

* Размер для справок.
Рис. П4
Таблица П4
Размеры, мм
| D | T | H | P | F±1.5 | D | T | H | P | F±1.5 | |||
| Номин. | Пред.откл. | Номин. | Пред.откл. | |||||||||
| +2,0 +2,0 | +2,0 | |||||||||||
| (16) | (10) | (8) 10 | ||||||||||
| 10; (13) | 13; (16) | +3,0 +3,0 | (12); | |||||||||
| (12); 13; 18 | ||||||||||||
| 6; (10) | 13; (16) | |||||||||||
| (12); 13 | ||||||||||||
| 40; 50 | ||||||||||||
| (12); | ||||||||||||
| 63; 80 | ||||||||||||
| (16); | ||||||||||||
| 20; (32) | 50; (60) | |||||||||||
| 50; 63 | ||||||||||||
| +3,0 | (12); | |||||||||||
| (12); | ||||||||||||
| 85; 100 | ||||||||||||
| +6,0 | ||||||||||||
| (32); 76 | +4,0 | |||||||||||
| Окончание табл. П4 | ||||||||||||
| +4,0 | +6,0 | |||||||||||
| 63; | 50; | |||||||||||
| 13; 20 | ||||||||||||
| 50; | ||||||||||||
| 40; | 13; 20 | |||||||||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 23

* Размеры для справок.
Рис. П5
Таблица П5
Размеры, мм
| D | T | H | Р | U±1,5 | а+2° | N | F | |
| Номин. | Пред, откл. | |||||||
| +4,0 | 20° | |||||||
| +6,0 | ||||||||
| 15° | ||||||||
| 10° | ||||||||
Тип 7

* Размер для справок.
Рис. П6
Таблица П6
Размеры, мм
| D | T | H | Р | F±1,5 | G±1,5 | |
| Номин. | Пред. откл. | |||||
| +3,0 | ||||||
| +4,0 | ||||||
| +4,0 | ||||||
| (150); 160 | ||||||
| 50, 100 | ||||||
| (150); 160 | 200; 250 | |||||
| 50; 85 | ||||||
| 20; 25 | 20; 25 | |||||
| 200; 250 | ||||||
| (150); 160 | ||||||
| 200; 250 | ||||||
| (150); 160 | 200; 250 | |||||
| 30; 35 | ||||||
| 50; (63); (80) | +6,0 | 13; (16); (20) | ||||
| 203; 305 | 265 (375) | 10; (20) | ||||
| (50); 63 80 | (10); 16; (20) | |||||
| Продолжение табл.П6 | ||||||
| 600; | +6,0 | |||||
| 63; 80 | ||||||
| 63; 80 | ||||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 2

* Размер W для справок.
Рис. П7
Таблица П7
Размеры, мм
| D | Т | Р | W |
| 76; 125 | 62; 38 | ||
| 160; (150) | 20; 25 | ||
| 80; 160 | |||
| 63; 125 | |||
| 125; (150) | 250; 305; 380 | 100; 72; 35 | |
| 100; 125; (150) | 400; 380 | 50; 60 | |
| 100; (150) | 380; 480 | 110; 60 |
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
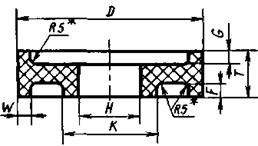
Тип 6

* Размеры для справок.
Рис. П8
Таблица П8
Размеры, мм
| D | Т | Н | Р | F±1,5 | Е | W | ||
| Номин. | Пред, откл. | |||||||
| ±1,5 | ||||||||
| 20 (22) | 50; 65; (68) | 15; 7; 6 | ||||||
| 80; (84) | 25; 40 | 25; 10 | 10; 8 | |||||
| (22); 32; 51; 76 | 100; (109) | 13; 8 | ||||||
| ±2,0 | ||||||||
| (175) | ±2,0 | |||||||
| 48; 75 | 52; 25 | |||||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 11

* Размеры для справок.
Рис. П9
Таблица П9
Размеры, мм
| D | T | Н | Р | F ±1,5 | а ±1° | a1 ±1° | W | К | E | J | ||
| Номин. | Пред, откл. | |||||||||||
| ±1,5 | 70° | 65° | ||||||||||
| 65; (68) | 8; 6 | 45; 48 | ||||||||||
| (22) | ||||||||||||
| 50° | 45° | |||||||||||
| 25; 30 | 70° | 65° | 60; 55 | 16; 10 | ||||||||
| 100; (109) | 25; 32 | 13; 8 | 76; 85; 70; 79 | 16; 8 | ||||||||
| 70; 79 | ||||||||||||
| (22) | ||||||||||||
| 100; (109) | 13;8 | 70; 79 | ||||||||||
| 20; (22) | 77° | 67° | ||||||||||
| 70° | 65° | |||||||||||
| 50° | 45° | |||||||||||
| ±2,0 | 70° | 65° | ||||||||||
| (175) | 50°; 60° | 60° | 71; 100 | |||||||||
| 80° | 80° | |||||||||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 12

* Размеры для справок.
Рис. П10
Таблица П10
Размеры, мм
| D | Т | H | К | N ± 1.0 | U ± 1.0 | W ± 1.0 | а ± 2 | Е | J | |
| Номин. | Пред, откл. | |||||||||
| +4,0 | 15° | |||||||||
| 10; (13) | 6; 9 | |||||||||
| (175) | 16; 20 | +6,0 | 25° | 12; 17 | 120; 100 | |||||
| 15° | ||||||||||
| 20; 25 | 8; 10 | 12; 15 | 80; 108 |
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 36

Рис. П11
Таблица П11
Размеры, мм
| D | Т | H | D | T | H |
| 160; 301 | |||||
| 40; 50 |
Тип 10
* Размеры для справок
Рис. П12
Таблица П12
Размеры, мм
| D | Т | Н | К | F=G, ±1,0 | W ± 1,0 | |
| Номин. | Пред.откл. | |||||
| +3,0 | ||||||
| +3,0 | ||||||
| +4,0 | ||||||
Тип 26

* Размеры для справок.
Рис. П13
Пример условного обозначения круга типа 1 наружным диаметром D=500 мм, высотой T=50 мм, диаметром посадочного отверстия H=305 мм, из белого электрокорунда марки 25А, зернистости 10-П, степени твердости С2, номером структуры 7, на керамической связке К1А с рабочей скоростью 35 м/с, класса точности А, 1-го класса неуравновешенности:
1 500x50x305 25А 10-П С2 7 К1А 35м/с А 1 юг. ГОСТ 2424-83
В условных обозначениях кругов указывают только их основные размеры: D×7×W — для типов 2 и 37; D*Т*Н — для остальных типов.
Технические требования
Круги должны изготовляться из шлифовальных материалов зернистостей, указанных в табл. П13.
Таблица П13
| Вид шлифовального материала | Зернистость |
| Нормальный электрокорунд | 50-4 |
| Белый электрокорунд | 50-5; М63-М10 |
| Хромотитанистый электрокорунд, магниево-кремниевый электрокорунд | 50-6 |
| Монокорунд | 50-8 |
| Зеленый карбид кремния | 50-6; М63— М10 |
| Черный карбид кремния | 50-6 |
Круги должны изготовляться классов точности: АА, А и Б.
Зерновой состав шлифовальных материалов — по ГОСТ 3647.
Механическая прочность кругов должна обеспечить их работу с рабочими скоростями, указанными в табл. П14.
Таблица П14
| Тип круга | Рабочая скорость, м/с |
| 30; 35; 40; 50; 60; 80 | |
| 30; 35; 40; 50; 60 | |
| 36,2 | 25; 30; 35 |
| 6, 11, 12, 14 | 20; 25; 30 |
| Прочие круги | 15; 25; 30; 35; 50 |
Эксплуатационные показатели качества кругов на керамической связке должны соответствовать указанным в табл.П15 и П16 при условиях обработки по табл.18.
Таблица П15
| Тип круга | Наружный диаметр круга, мм | Высота круга, мм | Марка шлифовального материала | Зернистость | Степень твердости | Номер структуры | Коэффициент шлифования, не менее | Шероховатость обработанной поверхности, Ra. mkm, не более | |||||||
| Внутреннее врезное шлифование | |||||||||||||||
| 1; 5; 7 | 3-8 | До 16 | 25А | 12-4 | СТ1; СТ2 | 9,6 | 0,63 | ||||||||
| 10-32 | До 32 | 25-12 | СМ2-С2 | 5-8 | 6,6 | 1,25 | |||||||||
| 32-63 | До 63 | СМ1-С1 | |||||||||||||
| 63-125 | До 100 | СМ1;СМ2 | |||||||||||||
| Плоское шлифование | |||||||||||||||
| До 80 | 25А | 40-25 | СМ2 | 3,0 | 1,25 | ||||||||||
| СМ1 | 2,5 | ||||||||||||||
| 1; 11 6; 12 | 150-300 | До 150 | 40-16 | М2-СМ2 | 3,0 | ||||||||||
| 1;5; | 250-300 | Св 20 | 40-25 | СМ1-С1 | 3,6 | ||||||||||
| 400-600 | МЗ-С1 | ||||||||||||||
| До 25 | СМ1-С1 | ||||||||||||||
| 1; 5; 7 | 125-600 | До 80 | 63С, 64С | 40-16 | МЗ-С2 | 5-8 | 0,26 | ||||||||
| 1; 5; 7 | 125-600 | До 80 | 63С, 64С | 12-М40 | СМ1-СTЗ | 6-9 | 0,15 | 0,63 | |||||||
| 11;6 | 40-300 | До 150 | 40-12 | МЗ-С2 | 5-7 | 15,0 | 1,25 | ||||||||
| Продолжение табл.П15 | |||||||||||||||
| Круглое наружное врезное шлифование | |||||||||||||||
| 1;5; 7; 23; 26 | 200-250 | До 40 | 25А | 40-12 | СМ1-С2 | 6-8 | 1,2 | 1,25 | |||||||
| 300-350 | 2,4 | ||||||||||||||
| 400-500 | До 63 | МЗ-СМ2 | 3,00 | ||||||||||||
| 10-6 | 7-9 | 0,9 | 0,63 | ||||||||||||
| 600; 750 | До 80 | 40-16 | С2-СТЗ | 6-7 | 1,46 | 1,25 | |||||||||
| 300; 350 | 63С; 64С | МЗ-СТ2 | 5-8 | 1,70 | |||||||||||
| 400; 450 | 2,16 | ||||||||||||||
| 500; 600 | 2,76 | ||||||||||||||
| 200-400 | CM1-C1 | 7-8 | 0,8 | ||||||||||||
| 12-М40 | МЗ-СT1 | 7-9 | 1,2 | 0,63 | |||||||||||
| 175-400 | До 50 | 53С; 54С | 40-16 | МЗ-С1 | 6-8 | 9,6 | 1,25 | ||||||||
| Круглое шлифование шеек коленчатого вала | |||||||||||||||
| До 80 | 25Л | 40—16 | СМ1-СТ2 | 6-7 | 1,0 | 1,25 | |||||||||
| 900 -1060 | До 125 | ||||||||||||||
| Круглое наружное шлифование с продольной подачей | |||||||||||||||
| 1, 5 7 | 500, 600 | До 80 | 25А | 40-16 | СМ2-С2 | 6-7 | 1,4 | 1,25 | |||||||
| Бесцентровое шлифование | |||||||||||||||
| 350-450 | До 200 | 25Л | 40—16 | СМ1-С1 | 6,7 | 3,6 | 1,25 | ||||||||
| 500, 600 | До 250 | 3,0 | |||||||||||||
| СМ2-С13 | 0,26 | ||||||||||||||
| 300, 350 | 63С; 64С | 40-25 | СМ1-СТЗ | 4-8 | 1,8 | ||||||||||
| 16-8 | 2,1 | 0,63 | |||||||||||||
| 400; 450 | 40-10 | 2,4 | 1,25 | ||||||||||||
| 500; 600 | 3,0 | ||||||||||||||
| 500* | 13А, 14А | СТ | 1,6 | 2,5 | |||||||||||
| 2,2 | 0,32 | ||||||||||||||
| 0,4 | 2,5 | ||||||||||||||
| 600* | 1,0 | 1,25 | |||||||||||||
| Шлицешлифование | |||||||||||||||
| 125-200 | До 32 | 25А | 40-16 | МЗ-С1 | 5-8 | 1,5 | 0,63 | ||||||||
* Связка вулканитовая.
Таблица П16
| Тип круга | Наружный диаметр круга, мм | Высота круга, мм | Марка шлифовального материала | Зернистость | Степень твердости | Номер структуры | Установленный ресурс, шт., не менее | Шероховатость обработанной поверхности, Ra. mkm, не более |
| Зубошлифование | ||||||||
| 100-300 | До 80 | 25А | 40-25 | МЗ-СМ2 | 6—8 | 1,25 | ||
| 400; 500 | 10-6 | СМ2-С2 | 8; 9 | 0,63 | ||||
| 250 -300 | До 50 | 25-16 | М2; МЗ | 7; 8 | ||||
| Св. 150 | <
|
|
|
