 |


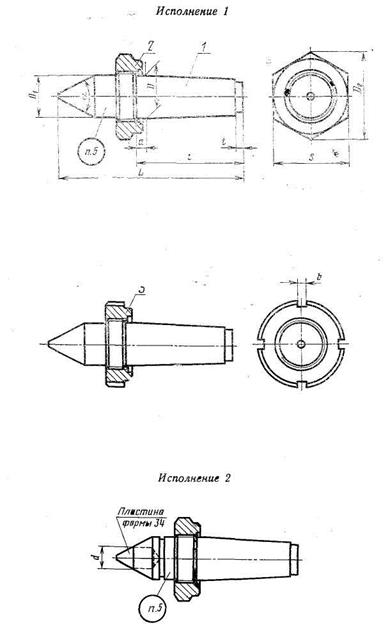
Центры упорные с отжимной гайкой
|
|
|
|
Центры упорные с отжимной гайкой применяются при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.
Центры изготавливаются двух исполнений [49]:
1 – с закаленным рабочим конусом;
2 – с рабочим конусом из твердого сплава.
Конструкция и размеры упорных центров должны соответствовать указанным на рис. П3 и в табл. [49].
|
Рис. П3
Центры упорные
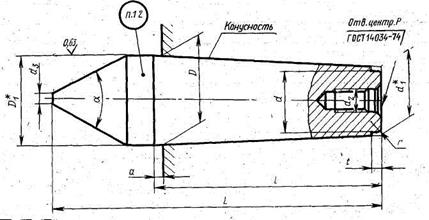
Упорные центры подразделяются на центры нормальной и повышенной точности, предназначенные для базирования деталей с центровыми отверстиями по ГОСТ 14034-74 при обработке их на средних и тяжелых металлорежущих станках [47].
Конструкция и размеры центров соответствуют указанным на рис.П4.и в табл. П3.
|
Рис. П4
Таблица П3
| Обозначение центров при a | Конусность | D | D1 | d3 | a | L при a | l | ||
| 60° | 75° | 60° | 75° | ||||||
| 7032-0171 | 7032-0089 | 1: 10 | 80,70 | 2,5 | |||||
| 7032-0172 | 7032-0090 | 1: 7 | 81,00 | ||||||
| 7032-0173 | 7032-0091 | 1: 10 | 90,70 | ||||||
| 7032-0174 | 7032-0092 | 1: 7 | 91,00 | ||||||
| 7032-0175 | 7032-0093 | 1: 10 | 100,70 | ||||||
| 7032-0176 | 7032-0094 | 1: 7 | 101,00 | ||||||
| 7032-0177 | 7032-0095 | 1: 10 | 111,00 | ||||||
| 7032-0178 | 7032-0096 | 1: 7 | 111,43 | ||||||
| 7032-0179 | 7032-0097 | 1: 10 | 121,00 | ||||||
| 7032-0180 | 7032-0098 | 1: 7 | 121,43 | ||||||
| 7032-0181 | 7032-0099 | 1: 10 | 141,00 | ||||||
| 7032-0182 | 7032-0100 | 1: 7 | 141,43 | ||||||
| 7032-0183 | 7032-0101 | 1: 10 | 161,50 | ||||||
| 7032-0184 | 7032-0102 | 1: 7 | 162,14 | ||||||
| 7032-0185 | 7032-0103 | 1: 10 | 181,50 | ||||||
| 7032-0186 | 7032-0104 | 1: 7 | 182,14 | ||||||
| 7032-0187 | 7032-0105 | 1: 10 | 201,54 | ||||||
| 7032-0088 | 7032-0106 | 1: 7 | 202,14 |
Примечание. Центры диаметром D = 90; 110; 140; 180 мм изготавливаются по заказу потребителя.
Пример условного обозначения упорного центра нормальной точности диаметром D = 80 мм, конусностью 1:10 и углом a = 60°:
|
|
|
Центр 7032-0171 ГОСТ 18259-72.
То же, повышенной точности:
Центр 7032—0171 П ГОСТ 18259-72.
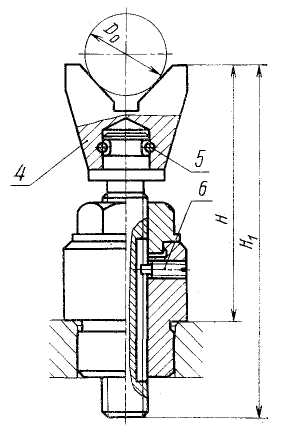
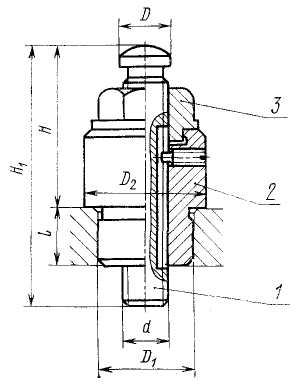
Центры упорные с отжимной гайкой
Упорные центры с отжимной гайкой подразделяются на центры нормальной и повышенной точности, предназначенные для базирования деталей с центровыми отверстиями по ГОСТ 14034-74 при обработке их на средних и тяжелых металлорежущих станках [48].
Конструкция и размеры центров соответствуют указанным на рис. П5 и в табл. П4.
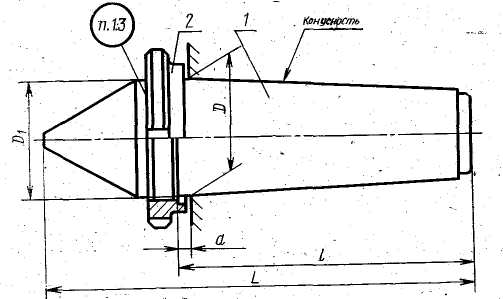 |
Рис. П5
Таблица П4
| Обозначение центров при a | Конусность | D | D1 | a | L при a | l | ||
| 60° | 75° | 60° | 75° | |||||
| 7032-0157 | 7032-0139 | 1: 10 | 80,70 | |||||
| 7032-0158 | 7032-0140 | 1: 7 | 81,00 | |||||
| 7032-0159 | 7032-0141 | 1: 10 | 90,70 | |||||
| 7032-0161 | 7032-0142 | 1: 7 | 91,00 | |||||
| 7032-0162 | 7032-0143 | 1: 10 | 100,70 | |||||
| 7032-0126 | 7032-0144 | 1: 7 | 101,00 | |||||
| 7032-0127 | 7032-0145 | 1: 10 | 111,00 | |||||
| 7032-0128 | 7032-0146 | 1: 7 | 111,43 | |||||
| 7032-0129 | 7032-0147 | 1: 10 | 121,00 | |||||
| 7032-0130 | 7032-0148 | 1: 7 | 121,43 | |||||
| 7032-0131 | 7032-0149 | 1: 10 | 141,00 | |||||
| 7032-0132 | 7032-0150 | 1: 7 | 141,43 | |||||
| 7032-0133 | 7032-0151 | 1: 10 | 161,50 | |||||
| 7032-0134 | 7032-0152 | 1: 7 | 162,14 | |||||
| 7032-0135 | 7032-0153 | 1: 10 | 181,50 | |||||
| 7032-0136 | 7032-0154 | 1: 7 | 182,14 | |||||
| 7032-0137 | 7032-0155 | 1: 10 | 201,51 | |||||
| 7032-0138 | 7032-0156 | 1: 7 | 202,14 |
Примечание. Центры диаметром D = 90; 110; 140; 180 мм изготавливаются по заказу потребителя.
Пример условного обозначения упорного центра с конусностью 1:10 и углом a = 60°:
Центр 7032-0157 ГОСТ 18260-72
То же, повышенной точности:
Центр 7032-0157 П ГОСТ 18260—72
Центры станочные вращающиеся
Центры станочные вращающиеся используются для токарныхстанков, в том числе для станков с числовым программным управлением [46].
Центры изготавливаются двух типов:
А - с постоянным центровым валиком;
Б - с насадкой на центровой валик.
Основные размеры вращающихся центров соответствуют размерам, указанным на рис. П6 и в табл. П5.
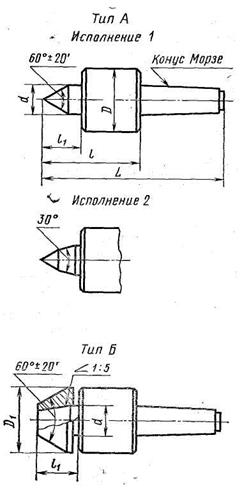
Рис. П6
Таблица П5
| Конус Морзе | Серия | d | D | L | l | D1 | l1 | ||
| 1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
| не более | не менее | ||||||||
| Нормальная | |||||||||
| Усиленная | |||||||||
|
|
|
Примечание. Размеры по 2-му ряду используются для центров к станкам с числовым программным управлением.
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1 - 4-Н ГОСТ 8742-75.
То же, усиленной серии:
Центр А-1 - 4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1 - 4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А – 1 -4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А – 1 – 4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А – 1 – 4-НП ЧПУ ГОСТ 8742-75
Оглавление
Приложение 10
Подпорки винтовые встроенные для станочных приспособлений (ГОСТ 13158-67)
Винтовые встроенные подпорки применяются в качестве подводимых опор и дополнительного крепления деталей в местах, подверженных деформациям прогиба от действия зажимов, давления режущего инструмента и т.п. [31]
Конструкция и размеры винтовых встроенных подпорок соответствуют указанным на рис. П1 и табл. 1[31].
 Исполнение 1 Исполнение 2
Исполнение 1 Исполнение 2
Рис. П1. Общий вид:
1 – винт; 2 – корпус; 3 – гайка; 4 – призма; 5 – штифт; 6 - винт
Оглавление
Приложение 11
|
|
|
