 |


Гидропривод многоинструментного сверлильно-фрезерно-расточного станка с ЧПУ мод. ИР-500МФ4.
|
|
|
|
Методические указания по выполнению курсовой работы
по дисциплине: «Гидравлика» для студентов направления подготовки 150305 «Конструкторско технологическое обеспечение машиностроительных производств» профиля «Металлообрабатывающие станки и комплексы» и «Конструкторско технологическое обеспечение кузнечно штамповочного оборудования» всех форм обучения
Воронеж 2015
Составитель д-о техн. наук Ю.С. Ткаченко
УДК 621.7.669
Методические указания по выполнению курсовой работы по дисциплине: «Гидравлика» для студентов направления подготовки 150305 «Конструкторско технологическое обеспечение машиностроительных производств» профиля «Металлообрабатывающие станки и комплексы» и «Конструкторско технологическое обеспечение кузнечно штамповочного оборудования» всех форм обучения/ ФГБОУ ВПО «Воронежский государственный технический университет»; сост. Ю.С. Ткаченко, Воронеж, 2015 с.
В издании представлены методические указания по выполнению курсовой работы по дисциплине: «Гидравлика» для студентов направления подготовки 150305 «Конструкторско технологическое обеспечение машиностроительных производств» профиля «Металлообрабатывающие станки и комплексы» и «Конструкторско технологическое обеспечение кузнечно штамповочного оборудования» всех форм обучения. В данные указания включены варианты выполнения задания, примеры условных обозначений элементов гидросистем станков, по ГОСТ, содержание и правило выполнения курсовой работы.
Методические указания подготовлены в электронном в виде текстовом редакторе MS Word и содержится в файле КР по Гидравлике.doc.
Библиогр.: 2назв.
Рецензент канд. техн. наук, доц. В.И. Корнеев.
|
|
|
Ответственный за выпуск зав. Кафедрой профессор
С.В. Сафонов.
Издаётся по решению редакционного-издательского совета Воронежского государственного технического университета
© ФГБОУ ВПО
«Воронежский государственный
технический университет», 2015
Содержание курсовой работы состоит из описательной части, содержание которой приведено ниже (п.1-5), и графической части, которая состоит из гидравлической схемы указанного металлорежущего станка и чертежа выбранного гидронасоса.
1. Анализ гидравлической схемы данного станка, описание и принцип его действия.
2. Назначение гидропривода данного станка.
3. Расшифровка элементов гидропривода
4. Выбор рабочей жидкости и её основные характеристики.
5. Дать описание насоса установленного для вида данного станка.
Курсовая работа представлена в десяти вариантах, студенты выполняют тот вариант, номер которого соответствует последней цифре шифра. Если номер шифра оканчивается нулем, это соответствует десятому варианту задания.
Курсовая работа выполняется на листах формата А4. Графическая часть работы выполняется на листах формата А4 с соблюдения ГОСТов и требований ЕСКД.
Варианты задания:
1. Токарно – патронный станок с ЧПУ(модель 16К20РФ3).
2. Токарно патронно - центровой полуавтомат с ЧПУ (модель 1725 МФ3).
3. Многоинструментальный сверлильно- фрезерный-расточной станок с ЧПУ (модель ИР-500МФ4).
4. Радиально-сверлильный станок (модель 2Н55).
5. Плоскошлифовальный станок с прямоугольным столом (модель 3Д722).
6. Круглошлифовальный станок (модель 3А130) (3131).
7. Зубофрезерный станок с ЧПУ (модель МА70Ф4).
8. Вертикально – фрезерный полуавтомат с ЧПУ (модель ЛФ260МФ3).
9. Вертикально-протяжной полуавтомат (модель 7Б65).
10. Ножовочно отрезной станок (модель 872М).
1. Гидропривод токарного патронного станка с ЧПУ мод. 16К20РФЗ.
Обеспечивает подачу инструмента в продольном и поперечном направлениях,
|
|
|
а также поворот 8-позиционной резцедержки.
Основными узлами гидропривода (рис.1 ) являются: НУ — насосная установка — Г48-44 (см. гл. 7); ЭГШП1 - комплектный ЭГШП типа Э32Г18-22 (см. гл. 6) 1500
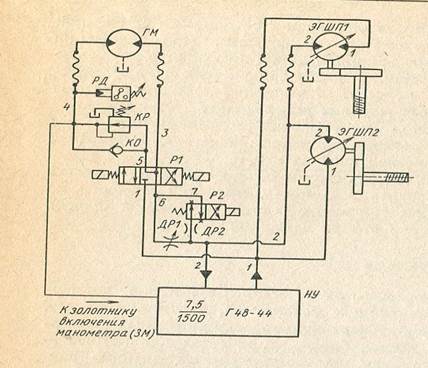
Рис.1. Гидравлическая схема токарного патронного станка с ЧПУ мод. 16К20РФЗ.
поперечного хода суппорта; ЭГШП2 — комплектный ЭГШП типа Э321 18-23 продольного хода каретки, ГМ — гидромотор поворота резцедержки Г15-21; Р1 — распределитель с электроуправлением 34ПГ73-12; Р2 — распределитель с электроуправлением 54БПГ73-11; ДР1, ДР2 — дроссели; КР — клапан редукционный ПГ57-22; КО — клапан обратный ПГ51-22; РД — реле давления ПГ62-11.
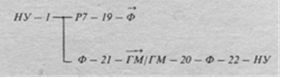
В процессе обработки комплектные ЭГШП обеспечивают перемещение инструмента в соответствии с заданной программой, причем продольная дискрета составляет 0,01, а поперечная 0,005 мм при скорости быстрых ходов 4,8 и 2,4 м/мин соответственно. Поворот резцедержки производится путем включения одного из электромагнитов распределителя Р1. Направление потоков масла в гидропривода следующее:

|
Скорость поворота может увеличиваться при включении электромагнита распределителя Р2, подключающего параллельно дросселю ДР1 дроссель ДР2 через линию 7. Давление в гидромоторе ГМ регулируется клапаном КР и контролируется с помощью реле давления РД. При вращении ГМ в обратном направлении масло сливается через обратный клапан КО, распределители и дроссели.
При эксплуатации станка возможны неисправности ЭГШП и НУ, указанные в гл. 6 и 7.
2. Гидропривод токарного патронно-центрового полуавтомата с ЧПУ мод. 1725МФ3
Обеспечивает зажим детали в патроне, перемещение пиноли задней бабки, продольное перемещение, поворот и фиксацию инструментального магазина, фиксацию и зажим резцового блока на суппорте, переключение зубчатого блока коробки скоростей.
Основные узлы гидропривода: НУ — насосная установка 4Г48-14; ЦЗП — цилиндр зажима патрона типа Г29-32 (с гидрозамком ГЗ и конечными выключателями контроля хода КВ1 и КВ2); ЦП — цилиндр пиноли; ЦП Б — цилиндр переключения зубчатого блока; ЦФ — цилиндр фиксации резцового блока; ЦЗБ — цилиндр зажима резцового блока; ЦПМ — цилиндр продольного перемещения инструментального магазина; ГМ — гидромотор Г15-23 поворота инструментального магазина; СЗ — следящий золотник управления продольным перемещением инструментального магазина, содержащий управляющие поршни П1 и П2 и рычаг управления Р; Ф — фиксатор инструментального магазина; Р1 — Р7 — распределители с электроуправлением; Р8 — распределитель крановый НБГ71-31 изменения направления зажима; Kl, К2 — клапаны усилия зажима ЭПГ57-72 с электроконтролем; КЗ — клапан усилия зажима ПГ57-72; РД — реле давления ПГ62-11; Ml, М2 — манометры.
|
|
|
При зажиме патрона включается правый электромагнит распределителя Р1, и поток масла движется по следующим линиям:

Усилие зажима регулируется клапаном К1 и контролируется по манометр Ml. КВ2 исключает возможность включения главного привода станка, если не переместился шток ЦЗП, а КВ1 — если диаметр зажимаемой заготовки менше необходимой величины (или заготовка не установлена вообще). При разжим включается левый электромагнит Р1, в результате чего направление потов масла изменяется:

|
В конце разжима, когда поршень цилиндра доходит до упора, реле РД дает команду на продолжение цикла. Направление зажима может изменяться на обратное с помощью распределителя Р8.

 Цилиндр ЦПБ срабатывает при включении одного из электромагнитов распределителя Р2 (1-КЗ-7-Р2-8-ЦПБ/ЦПБ-9-Р2-22-НУ); цилиндр ЦФ- при переключении РЗ (1 — РЗ^ 10 — ЦФ /ЦФ — 22 — НУ); цилиндр ЦЗБ — при переключении Р4 (1 — Р4—11 — ЦЗБ/ЦЗБ—12 — Р4 — 22— НУ).
Цилиндр ЦПБ срабатывает при включении одного из электромагнитов распределителя Р2 (1-КЗ-7-Р2-8-ЦПБ/ЦПБ-9-Р2-22-НУ); цилиндр ЦФ- при переключении РЗ (1 — РЗ^ 10 — ЦФ /ЦФ — 22 — НУ); цилиндр ЦЗБ — при переключении Р4 (1 — Р4—11 — ЦЗБ/ЦЗБ—12 — Р4 — 22— НУ).
При подводе пиноли задней бабки включается левый электромагнит распределения Р5

|
Давление зажима регулируется и контролируется клапаном К2. При отводе пиноли поток масла проходит в обратном направлении через К2, так как последний открыт давлением в линии 15.
Управление цилиндром ЦПМ осуществляется с помощью следящего золотника СЗ, корпус которого установлен на каретке инструментального магазина. В положении, показанном на схеме, инструментальный магазин отводится назад:

|
В конце отвода рычаг Р доходит до упора и поворачивается в среднее 1 положение, при котором линии 17 и 18 перекрываются. При подводе магазина в включается электромагнит распределителя Р6, в результате чего СЗ перемещается влево плунжером П1:
|
|
|

Поворот магазина осуществляется после включения электромагнита распределителя Р7:
В месте с магазином поворачивается диск Д, имеющий пазы в которые входит фиксатор Ф.

Рис.2. Гидравлическая схема токарного патронно-центрового полуавтомата с ЧПУ мод. 1725МФ3
Гидропривод многоинструментного сверлильно-фрезерно-расточного станка с ЧПУ мод. ИР-500МФ4.
Осуществляет уравновешивание шпиндельной бабки, переключение механических ступеней главного привода, отжим инструмента в шпинделе, ориентацию шпинделя, работу механизмов манипулятора, фиксацию инструментального магазина, зажим и отжим поворотного стола и столовспутников, автоматическую смену столов-спутников.
Основными составными частями гидросистемы (рис. 3) являются: НУ — насосная установка, выполненная на базе установки Г48-8 (укомплектована регулируемым пластинчатым насосом Я типа Г12-5М, фильтрами Ф1 — ФЗ, реле давления РД! и РД2, регулятором давления для уравновешивающих цилиндров РДУ типа ПГ57-62, обратными клапанами КО1 и К02, пневмогидравлическим

Рис. 3. Гидравлическая схема многоинструментного сверлильно-фрезерно-расточного станка с ЧПУ мод. ИР-500МФ4
аккумулятором А, подключенным через дроссель с обратным клапаном, и золотником включения манометра ЗМ); ЦУ — цилиндр уравновешивания шпиндель- I ной бабки; ЦФМ — цилиндр фиксации магазина; ЦВР — цилиндр выдвижения «руки»; ЦПМ — цилиндр вертикального перемещения манипулятора; ЦПР - цилиндр поворота «руки»; ЦОШ — цилиндр ориентации шпинделя; ЦПС — цилиндр I переключения скоростей; ЦОИ — цилиндр отжима инструмента; ЦЗС — цилиндр зажима стола-спутника; ЦЗПС — цилиндр зажима поворотного стола; ЦПП - цилиндр поворота платформы; ЦСС — цилиндры устройства автоматической смены столов-спутников; PI — Р6 — модульные комплекты (состоят из редукционного клапана, сдвоенного дросселя с обратным клапаном и распределителя с элсктроуправлением); Р7 — распределитель с электроуправлением; Р8 — Р11 — модульные комплекты (состоят из сдвоенного дросселя с обратным клапаном и распределителя с электроуправлением); РДЗ, РД4 — реле давления, контролирующие зажим стола-спутника; КОЗ — обратный клапан.
Гидросистема обеспечивает возможность независимой регулировки скорости движения цилиндров ЦФМ, ЦВР, ЦПМ, ЦПР, ЦОШ, ЦПС, ЦЗС, ЦЗПС, ЦПП и ЦСС в обоих направлениях, а также давления в цилиндрах ЦФМ, ЦБР, ЦПМ, ЦПР, ЦОШ и ЦПС. Применение регулируемого насоса и аккумулятора позволяет свести к минимуму потери мощности в гидроприводе. Движение каждого из рабочих органов производится после переключения соответствующего электромагнита распределителей Р1 — Р11 по команде, поступающей от системы ЧПУ. Регулятор РДУ поддерживает постоянное давление в штоковой полости цилиндра ЦУ независимо от направления и скорости движения шпиндельной бабки, определяемых приводом подачи. В переходных режимах и при движении на наибольшей скорости колебания давления в системе уравновешивания сглаживаются аккумулятором А.
|
|
|
|
|
|
