 |


Вопрос 38: Конструкции механизмов автоматической смены инструмента в шпинделях станков с ЧПУ.
|
|
|
|
Шпиндельные узлы МЦ являются многофункциональными механизмами, которые служат для установки режущего инструмента, сообщения ему вращения и автоматической замены. При этом требования к основным характеристикам шпиндельных узлов (точности, жесткости, диапазону регулирования частот вращения, быстроходности, надежности и долговечности) постоянно повышаются. Наиболее распространены в МЦ невыдвижные шпиндели на подшипниках качения (рис. 5.18). Опоры шпинделя монтируются либо в корпусе шпиндельной бабки, либо в вынесенной вперед гильзе 11с фланцем для ее крепления в корпусе бабки. Такая конструкция шпинделя позволяет создать на единой конструктивной базе различные модификации шпиндельных узлов по размеру и конфигурации поверхностей для закрепления инструмента, диапазону регулирования частот вращения, положению оси вращения шпинделя, а также облегчает монтаж, регулировку и ремонт шпиндельных узлов.



На рис. 5.18 шпиндель 8 установлен в гильзе 11 на двухрядных роли-
ковых подшипниках 14 и 21, воспринимающих радиальную нагрузку.
Осевую нагрузку воспринимает шариковый упорно-радиальный под-
шипник 12. Натяг в переднем радиальном подшипнике регулируется
изменением толщины кольца 16 и перемещением через промежуточное
кольцо 13 внутреннего кольца подшипника (с конической шейкой) гай-
ками 9 и 10. Натяг в аналогичном заднем подшипнике изменяется за
счет толщины кольца 20 при затягивании болтов 7, в результате чего
через втулку 22 смещается внутреннее кольцо подшипника.
Крутящий момент на шпиндель передается от привода главного дви-
жения через зубчатую муфту 23. Крутящий момент на режущий инст-
румент передается через две торцовые шпонки 17. Инструментальные
оправки 15 базируются в шпинделе по коническому отверстию. Зажим
оправок осуществляется тарельчатыми пружинами 24; усилие зажима
можно регулировать гайкой 25. На переднем конце тяги 6 имеется
замок, который при перемещении тяги соединяется посредством шари-
ков 19 с хвостовиком 18 оправки. Освобождение оправки выполняется
гидроблоком 28 через втулку 4, расположенную в ступице 5. В поршне
27 гидроблока на подшипнике установлен упор 29, который переме- *
щает тягу 6. Освобождение оправки инструмента контролируется бес-
контактными датчиками 1, 2, 3.
|
|
|
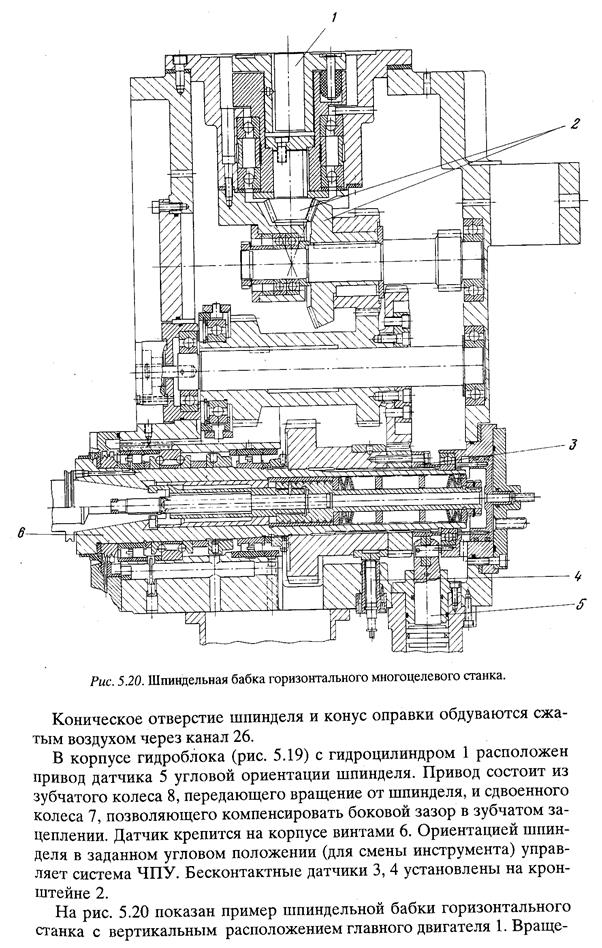

ние от двигателя передается на шпиндель 6 через пару конических
колес 2, вращающихся с большой частостой, что обусловливает весьма
высокие требования к точности их изготовления и монтажа. При угло-
вой ориентации шпинделя происходит замедление вращения двигателя
и его отключение конечным выключателем 4, осуществляющим грубое
позиционирование. Точное позиционирование производится с помощью
гидроцилиндра 5 и ролика, попадающего во впадину кулачка 3.
На рис 5 21 приведено поперечное сечение шпиндельной бабки.
Вертикальное перемещение бабки производится в направляющих каче-
ния 2 и 8 с помощью шариковой винтовой передачи, гайка которой зак-
репляется на фланце 1 корпуса. Переключение блока зубчатых колес 3
производится гидроцилиндром 5, через рычаг 4, а контроль положения
осуществляется с помощью штока 7 и конечных выключателей 6.
На рис 5.22 показан пример привода главного движения МЦ верти-
кальной компоновки. Вращение шпинделя 1 осуществляется либо через
ременную передачу 7 при включенной зубчатой муфте 2 и нейтральном
положении блока шестерен 3, либо через коробку скоростей при зацеп-
лении колес 9 и 8. Шестерни 4 и 5 закреплены на втулке 6, связанной с
хвостовиком шпинделя шпоночным соединением. Механизм переме-
щения вилки 12 содержит электродвигатель 17, зубчатую передачу 11
и винт 10 Между гайкой и вилкой установлена пружина 18, которая
сжимается в случае совпадения зубьев переключаемых элементов, а
затем при их медленном повороте досылает муфту в рабочее положе-
ние Величину перемещения вилки настраивают кулачками 13 и 14,
~ воздействующими на микровыключатели 15 и 16. Механизм перемеще-
ния блока шестерен 3 устроен аналогично.
|
|
|
На рис 5.23 изображен вариант привода подач МЦ на примере при-
вода вертикальной подачи шпиндельной бабки (см. также рис. 5.14,
координата Y). Высокомоментный электродвигатель 7 закреплен на
стойке МЦ с помощью основания 6; он соединен с ходовым винтом 1
винтовой пары качения через сильфонную муфту 5, которую устанав-
ливают на конических втулках 9, 10 и фиксируют болтами 8. Ходовой
винт 1 установлен в радиально-упорном подшипнике 3 в расточке осно-
вания 6. Натяг в упорном подшипнике регулируется за счет изменения
длины L втулки радиального подшипника при соответствующем пово-
роте гайки 4 и последующем стопорении ее винтом 11. Гайка качения
2, работающая в паре с ходовым винтом 1, закреплена на шпиндельной
бабке В электродвигатель встроена тормозная муфта, предотвраща-
ющая падение шпиндельной бабки при отключении электропитания.
Обратная связь по положению рабочего органа (координата Y) осуще-
ствляется с помощью датчика (например, линейного индуктосина).
Вариант конструкции привода поворотного стола МЦ, показанный на
рис. 5.24, содержит червячную передачу 15, 14. Червяк 15 соединен че-
рез муфту с высокомоментным электродвигателем. Поворотный стол 5
вместе с фланцем 13 и гидроцилиндром 11 установлен на неподвижной
оси 1 в корпусе 18 прямоугольного стола (см. также рис. 5.14, коор-
дината X). Перед поворотом выводятся из зацепления полумуфты 2 и 3, фиксирующие поворотный стол относительно корпуса 18, для чего
стол приподнимается поршнем 10. При этом масло подается по каналу
К4 и стол вместе с гидроцилиндром перемещается вверх до тех пор,
пока не будет выбран зазор в упорном шарикоподшипнике 19. Электро-
двигатель через червячную передачу поворачивает гидроцилиндр и
связанный с ним шпонкой 4 стол на заданный угол. По окончании

Станочное оборудование автоматизированного производства. 2- т. Под ред. В.В Бушуева. – М.: Изд-во «Станкин», 1993. 584 с.; 1994. 656 с.
|
|
|
Вопрос 39: Проектирование привода главного движения станков с ЧПУ. Особенности конструкций привода главного движения станков токарой группы с ЧПУ. Особенности конструкции приводов главного движения станков с ЧПУ фрезерно-сверлильно-расточной группы.
|
|
|
