 |


Краткая историческая справка о развитии источников питания для дуговой сварки.
|
|
|
|
Краткая историческая справка о развитии источников питания для дуговой сварки.
| Тип сварочного источника питания | С какого года используется (ориентировочно) |
 Сварочный преобразователь (электродвигатель + генератор)
Сварочный преобразователь (электродвигатель + генератор)
| ≈ 1905 |
 Трансформатор
Трансформатор
| ≈ 1920 |
 Выпрямитель Выпрямитель
| ≈ 1950 |
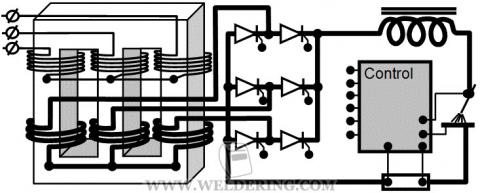 Сварочный тиристорный выпрямитель
Сварочный тиристорный выпрямитель
| ≈ 1970 |
 Сварочный инвертор
Сварочный инвертор
| ≈ 1980 |
Источники питания для дуговой сварки обеспечивают процесс сварки электрической энергией. В тоже время, они оказывают существенное влияние на характер протекания процесса сварки (в первую очередь, на качество и производительность). Поэтому более глубокое понимание свойств источников питания и принципов их работы является обязательным для тех, кто собирается работать в области сварки (хотя, конечно, нижеприведенная краткая классификация источников питания и несколько упрощенное рассмотрение их свойств не предполагают предоставления полной информации по этому вопросу).
Краткая классификация источников питания для дуговой сварки
Как это показано на схеме ниже, источники питания для дуговой сварки могут быть классифицированы по различным признакам.
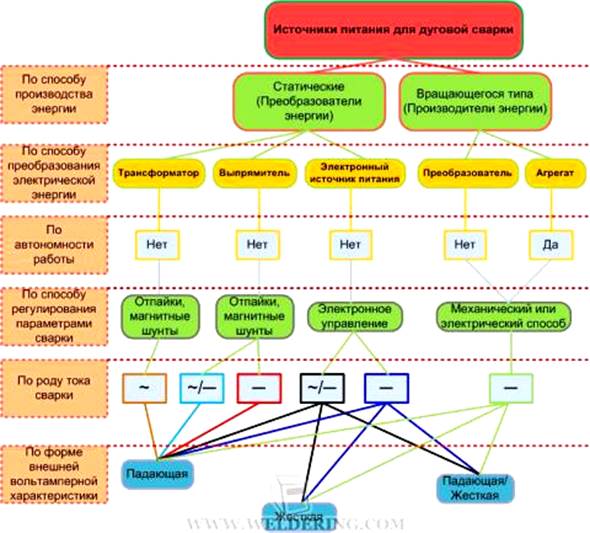
По первому признаку источники питания классифицируются в соответствии со способом производства энергии: преобразуется ли она из силовой сети питания (что имеет место в трансформаторах, выпрямителях и электронных источниках питания) или вырабатывается самими источниками питания (как это имеет место в случае использования генераторов).
По второму признаку источники питания классифицируются в соответствии со способом преобразования электрической энергии:
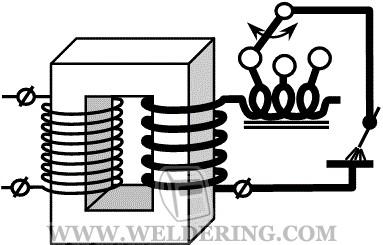
- путем использования трансформаторов, которые преобразуют относительно высокое напряжение силовой сети в более низкое напряжение для сварки переменным током;
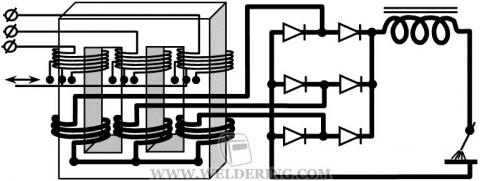
- путем использования сварочных выпрямителей, состоящих из трансформатора (для понижения напряжения силовой сети) и блока выпрямления для преобразования переменного тока в постоянный;
- путем использования электронных источников питания (например, сварочных инверторов);
- путем использования сварочных преобразователей, состоящих из сварочного генератора, вращение ротора которого обеспечивается электрическим двигателем;
- путем использования сварочных агрегатов, состоящих из сварочного генератора, вращение ротора которого обеспечивается двигателем внутреннего сгорания (строго говоря, в агрегате происходит преобразование не электрической энергии, а механической в электрическую).
|
|
|
Третьим классификационным признаком является способ получения энергии: источники питания могут быть зависимыми (все кроме агрегатов, т. к. получают энергию от стационарной электрической сети) и автономными (агрегаты, т. к. их генератор подсоединен к двигателю внутреннего сгорания).
По четвертому признаку источники питания классифицируются в соответствии со способом регулирования параметров сварки. В трансформаторах, выпрямителях это может быть выполнено с помощью подвижных катушек, подвижных магнитных шунтов, секционированием витков вторичной обмотки и другими способами.
Пятым классификационным признаком является род тока сварки, который обеспечивают источники питания: переменный (AC), постоянный (DC) или оба, как AC, так и DC (комбинированные источники питания).
По шестому классификационному признаку источники питания классифицируются в соответствии с формой внешней (статической) вольт-амперной характеристики (ВВАХ). Внешней вольтамперной характеристикой источника питания является зависимость среднего значения напряжения на клеммах источника от силы тока в сварочной цепи. Она может быть либо падающей (CC - constant current), либо жесткой (CV - constant voltage). И в том и другом случаях эти определения не совсем точны и являются условными, принятыми в сварочной практике. Более подробно о вольт-амперной характеристике см. Вольт-амперная характеристика дуги
|
|
|
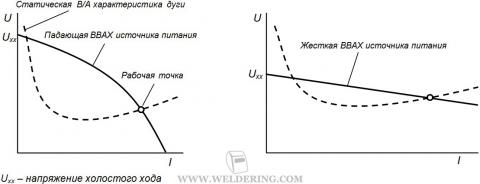
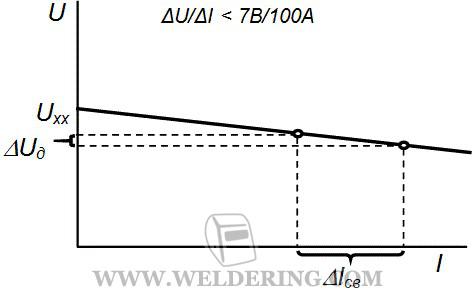
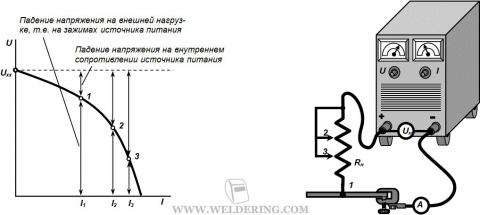
Uхх – напряжение холостого хода
Источники питания с падающей ВВАХ характеризуется следующими основными свойствами:
- имеют высокое напряжение холостого хода (≈ 2 … 2, 5 раза выше рабочего напряжения дуги);
- напряжение на клеммах источника питания падает существенно при повышении тока сварки;
- имеют ограниченный ток короткого замыкания (не выше, чем 1. 1 … 1. 3 от номинального тока сварки).
Для источников питания с жесткой ВВАХ характерны следующими основными свойствами:
- напряжение холостого хода лишь незначительно превышает рабочее напряжения дуги;
- напряжение на клеммах источника питания падает незначительно при повышении тока сварки;
- ток короткого замыкания может достигать очень высоких значений (в 2 … 3 раза превышающих номинальный ток сварки).
Форма внешней вольтамперной характеристики источника питания определяется экспериментально путем измерения напряжения на внешних зажимах источника питания (Uн) и тока в цепи (I) при плавном или ступенчатом изменении сопротивления нагрузки (Rн) и при неизменных значениях напряжения холостого хода, активной и индуктивной составляющих внутреннего сопротивления источника питания. По мере снижения сопротивления нагрузки повышается ток в цепи, увеличивается падение напряжения внутри источника питания и, соответственно, снижается напряжение на внешних зажимах источника питания (Uн). Темп снижения напряжения Uн (другими словами, наклон внешней вольтамперной характеристики) определяется значением внутреннего сопротивления источника питания. Чем выше внутреннее сопротивление источника питания, тем более крутой становится внешняя вольтамперная характеристика источника питания.
Статическую ВВАХ не следует путать с динамической характеристикой источника питания, которая характеризует скорость изменения мгновенных значений силы тока в сварочной цепи.
|
|
|
Ниже в таблице представлены данные для выбора рода тока и формы ВВАХ источника питания в зависимости от способа дуговой сварки.
| Способ сварки | Постоянный ток | Переменный ток | |
| Падающая | Жесткая | Падающая | |
| Ручная дуговая сварка покрытым электродом (MMA) | да | нет | да |
| Дуговая сварка вольфрамовым электродом в инертном газе (ТИГ) | да | нет | да |
| Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ) | нет | да | нет |
Сварочные источники питания также рассчитываются на разный режим работы, который оценивается относительной продолжительностью работы (ПР; иногда обозначается ПН – Период Нагрузки):
ПР = (время работы (сварки) / время всего цикла (сварки и паузы) = 10 мин) * 100%
Длительность всего цикла работы (сварки и паузы) для источников принята равной 10 минутам. Например, если ПР = 20%, то это означает, что после 2-х минут сварки на номинальном токе необходимо, чтобы источник остывал не менее чем 8 минут. В противном случае он может перегреться и выйти из строя.
|
|
|
