 |


Обработка деталей на сверлильных станках.
|
|
|
|
Сверление – технологический процесс получения отверстий в сплошном материале. Сверлением изготавливают как сквозные, так и глухие отверстия. Процесс сверления применяется также для увеличения отверстий, полученных предварительной обработкой или в литых и штампованных заготовках. В зависимости от функционального назначения отверстий они могут обрабатываться с различной степенью точности и иметь переменное сечение. В каждом конкретном случае для обработки применяются различные инструменты. Изготовление отверстий производится на сверлильных станках. Закреплённому в патроне станка инструменту сообщается вращательное и поступательное движение. Для формирования отверстия необходимой формы применяются следующие инструменты:
сверло, зенкер, развёртка, метчик, Конус Морзе.
а

а
б
в
Рис. 20
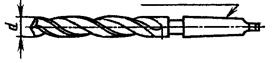
Свёрла по своим конструктивным особенностям и назначению подразделяются на спиральные, центровые и специальные. Спиральные свёрла наиболее широко используются для обработки отверстий в сплошном материале и для рассверливания отверстий. Свёрла бывают двух типов: с коническим Рис.20 (а)и цилиндрическим Рис.20 (б) хвостовиком. Конический хвостовик имеют свёрла диаметром более 10мм, которые крепятся непосредственно в шпинделе сверлильного станка или переходной конической втулке Рис.20 (а, б). Свёрла с цилиндрическим хвостовиком крепятся в кулачковом или цанговом патронах Рис.20 (в, г). Спиральные свёрла изготавливают в соответствии с отраслевыми стандартами и имеют диаметр от 0,25 до 80мм. Спиральное сверло имеет рабочую часть, состоящую из двух режущих лезвий, расположенных под углом 60О –120О, и направляющую цилиндрическую поверхность с винтовыми канавками.
|
|
|
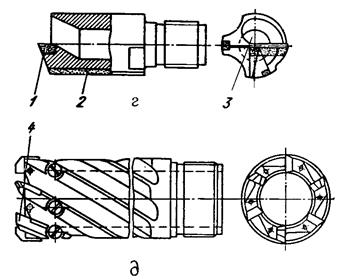
Центровые свёрла Рис.20 (в) применяются для сверления центровых отверстий в деталях типа тел вращения. Отверстия используются для крепления и центровки заготовки с помощью конусов (центров), закреплённых в шпиндельной головке токарного станка и задней бабке. Специальные свёрла Рис 20 (г, д) применяют для сверления глубоких отверстий. Сверла имеют центральный канал 3 (отверстие), через который подаётся охлаждающая жидкость и вымывается стружка из зоны резания. На Рис.20 (г) приведена конструкция однолезвийного сверла с напаянной режущей пластиной 1 и двумя направляющими пластинами 2.
Сквозные отверстия большого диаметра обрабатывают кольцевыми свёрлами Рис.20 (д), на торцах которых закреплены режущие пластины 4, ширина которых больше толщины стенок.
Зенкеры предназначены для обработки отверстий в литых и штампованных заготовках, а также для рассверливания предварительно обработанных отверстий. По конструктивным признакам зенкеры бывают цилиндрические Рис.21 (а), конические Рис.21 (б) и торцевые Рис.21 (в).
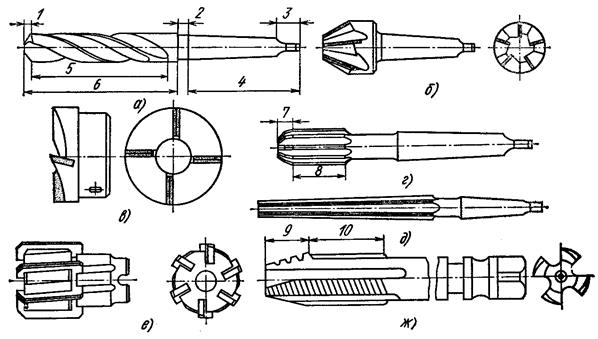
Рис.21
В отличие от сверла они имеют три или четыре режущих лезвия. Как и сверло, зенкер имеет рабочую зону 6, состоящую из режущей (заборной) части 1 и направляющей части 5. Хвостовик 4 имеет плоскую лапку 3 и связан с рабочей частью шейкой 2. По способу крепления зенкеры подразделяются на цельные, с коническим или цилиндрическим хвостовиком Рис.21 (а, б), и насадные Рис.21(в).
Развёртки предназначены для окончательной обработки отверстий и обеспечивают точность и повышенную чистоту поверхности. В зависимости от формы обрабатываемого отверстия развёртки бывают цилиндрические Рис.21 (г) и конические Рис.21 (д) по способу крепления с коническим хвостовиком и насадные Рис.21 (е). В отличие от зенковок, развёртки имеют от 6 до 12 главных режущих лезвий, расположенных на режущей конической части 7, калибрующая часть 8 служит для центровки развёртки в отверстии и обеспечивает необходимую точность и чистоту поверхности.
|
|
|
Метчики предназначены для нарезания внутренних резьб и изготавливаются из быстрорежущей стали Р18 Рис.21 (ж). Метчиками нарезают как цилиндрическую, так и коническую резьбу. На внешней поверхности метчика изготовлена резьба с прорезанными продольными пазами для вывода стружки. Рабочая поверхность метчика имеет режущую часть 9 и калибрующую 10. Процесс формирования резьбы осуществляется в основном режущей частью метчика, калибрующая часть производит окончательную доводку резьбы до требуемой чистоты и точности профиля. По своему назначению метчики делятся на гаечные, машинные и ручные.
|
|
|
