 |


Разновидности направлений неровностей
|
|
|
|
| Направление неровностей | Схема направления | Направление неровностей | Схема направления |
| Параллельное | 
| Произвольное | 
|
| Перпендикулярное | 
| Кругообразное | 
|
| Перекрещивающееся | 
| Радиальное | 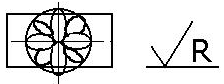
|
Шероховатость поверхности - совокупность неровностей обработанной поверхности с относительно малыми шагами.
Шероховатость поверхности принято определять по ее профилю, который образуется в сечении этой поверхности плоскостью, перпендикулярной к номинальной поверхности.
ГОСТ 2789 – 80 устанавливает следующие параметры шероховатости.
1) Ra -среднее арифметическое отклонение профиля в пределах базовой длины

где yi - абсолютные расстояния до средней линии; n - число измеренных отклонений.
Средняя линия “m” профиля (рисунок 3.1) делит измеряемый профиль таким образом, что в пределах длины участка поверхности выбираемого для измерения шероховатости сумма квадратов расстояний точек профиля до этой линии минимальна.

Рисунок 3.1 – Профиль шероховатости и его характеристика
Длина участка поверхности, выбираемая для измерения шероховатости называется базовой длиной 1.
Числовые значения базовой длины выбираются из ряда 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8,25 мм.
2) Высота неровностей Rz характеризует среднее расстояние между находящимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии параллельной средней линии

где h1, h3,…, h9 - расстояние от высших точек выступов до линии // средней линии;
h2, h4, …, h10 – расстояние от низших точек впадин до // средней линии.
3) Средний шаг неровностей профиля Sm

где Smi - среднее значение шага неровностей профиля по средней линии в пределах базовой длины.
|
|
|
4) Средний шаг Si местных выступов профиля - среднее значение шага местных выступов в пределах базовой длины.
5) Наибольшая высота неровностей профиля Rmax.
6) Относительная опорная длина профиля tP % - отношение опорной длины профиля nP к базовой длине.

где р - числовое значение уровня профиля.
Изложенные понятия и терминология шероховатости и поверхности соответствуют ГОСТ 2789 – 80.
Для указания шероховатости на чертежах используются условные обозначения в соответствии с ГОСТ 2.309 – 78. (Изменения, внесенные в ГОСТ 2.309 – 78, ИУС № 3.2003 вводятся с 1.01.2005 г.)


| 1) Параметр шероховатости. Предпочтительным является среднее арифметическое отклонение профиля Ra. 2) Способ обработки поверхности. Указывают в том случае, когда шероховатость поверхности следует получить единственным способом, применимым для обеспечения требуемого качества поверхности. | 
|
3) Базовая длина. Не указывают, если требования к шероховатости нормируют параметрами Ra или Rz и определение параметров производится в пределах базовой длины по ГОСТ 2789 – 73.
4) Направление неровностей. Указывают только в ответственных случаях, когда это необходимо по условиям работы детали или сопряжения.
ГОСТ 2789-80 определяет соотношение Ra и Rz.
Rz» 4Ra – для предварительной и чистовой обработки.
Для отделочной обработки - Rz» 5Ra.
На шероховатость поверхности при обработке резанием оказывает большое число факторов, связанных с условиями изготовления заготовок.
Факторы, влияющие на шероховатость:
1. вид и режим обработки;
2. условия охлаждения и смазки инструмента;
3. химический состав и структуры обрабатываемого материала;
4. конструкции и геометрии, стойкости режущего инструмента;
5. тип и состояние используемого оборудования;
6. вспомогательный инструмент и приспособления.
|
|
|
Все эти факторы можно объединить в три основные группы причин:
1) связанных с геометрией процесса резания.
2) пластической и упругой деформацией обрабатываемого материала.
3) возникновения вибраций режущего инструмента относительно обрабатываемой поверхности.
Процесс возникновения неровностей принято трактовать как копирование на обрабатываемой поверхности траектории движения и формы режущих лезвий. Пластические и упругие деформации искажают геометрически правильную форму неровностей, увеличивают их высоту.
Иногда вибрации вызывают появление продольной шероховатости, достигающей значительных размеров и увеличение поперечной шероховатости.
|
|
|
