 |


Базирование цилиндрической детали
|
|
|
|
Любая цилиндрическая деталь имеет две плоскости симметрии, которые, пересекаясь, образуют ось.
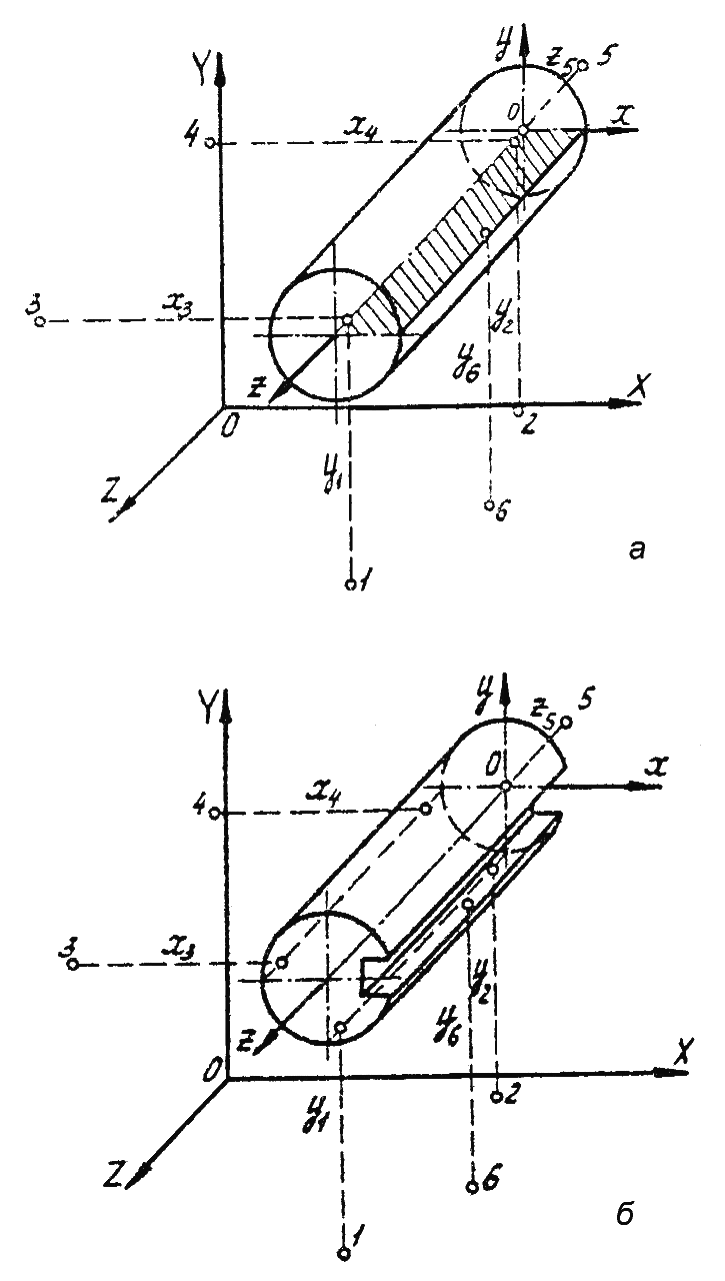
Эта особенность и позволяет использовать при базировании цилиндрической детали в качестве базы ось. Базирование цилиндрической детали с использованием двусторонних связей представлено на рисунке 5.6.
При базировании цилиндрической детали в качестве баз используются ось и две плоские поверхности, которые образуют комплект баз, включающий в себя двойную направляющую и две опорные базы (рисунок 5.7).
| |
| Рисунок 5.6 - Базирование цилиндрической детали |

Рисунок 5.7 – Комплект баз цилиндрической детали
Двойной направляющей базой называется база, которая накладывает 4 двусторонние связи и лишает, тем самым, деталь 4-х перемещений. На практических схемах двойная направляющая базаотображается 4 опорными точками. Например, на рисунке 5.6 первая двусторонняя связь лишает деталь перемещения вдоль оси OZ, вторая - вращения вокруг оси OY, третья - перемещения в вдоль оси OY, четвертая - вращения вокруг оси OZ.
Из двух опорных баз у цилиндрической детали одна лишает деталь перемещения, а другая вращения. На рисунке 5.6 пятая опорная точка лишает деталь перемещения вдоль оси ОХ, а шестая - вращения вокруг оси ОХ.

| Рисунок 5.8 - Базирование детали типа «диск» |
Базирование диска
Деталь типа «диск», как правило, имеет две плоскости симметрии, которые, пересекаясь, образуют ось, и хорошо развитые торцовые поверхности. Базирование детали типа «диск» с использованием двусторонних связей приведено на рисунке 5.8.
При базировании детали типа «диск» в качестве баз используются ось и две плоскости, которые образуют комплект, включающий в себя установочную, двойную опорную и опорную базы (рисунок 5.9).
|
|
|

Рисунок 5.9 – Комплект баз деталей типа «диск»
Установочная база - лишает деталь трех степеней свободы. Эта база была рассмотрена при базировании призматической детали. У диска эта база выполняет ту же функцию - она лишает деталь одного перемещения и двух вращений.
Первая двусторонняя связь (первая опорная точка) лишает деталь перемещения вдоль оси OY (рисунок 5.8); вторая - вращения вокруг оси параллельной OZ; третья - вращения вокруг оси параллельной ОХ.
Двойной опорной базой называется база, которая накладывает 2 двусторонние связи и лишает деталь 2 перемещений во взаимно перпендикулярных направлениях. Обе двусторонние связи накладываются на оси, но одна в горизонтальной, а другая в вертикальной плоскости симметрии.
Опорная база накладывает одну двустороннюю связь и лишает деталь типа «диск» вращения вокруг своей оси. Располагается такая база как можно дальше от оси в горизонтальной или вертикальной плоскости симметрии. Реализуется в виде паза или лыски на цилиндрической поверхности детали.
Итак, при базировании любой детали действует правило «шести точек». Сущность его такова: для определения положения детали необходимо и достаточно лишить ее шести степеней свободы, то есть задать координаты шести точек. При нарушении правила шести точек появляется неопределенность базирования.
КЛАССИФИКАЦИЯ БАЗ
Базирование необходимо на всех стадиях создания изделия. Несмотря на разнообразие задач, возникающих при этом, ГОСТом 21495 предусмотрена классификация баз по трем признакам:
1. по решаемым задачам (по назначению),
2. по числу лишаемых степеней свободы,
3. конструктивному оформлению (по характеру проявления).
Схематично классификация баз представлена на рисунке 5.10.
|
|
|
| КЛАССИФИКАЦИЯ БАЗ | ||
| ПО НАЗНАЧЕНИЮ | ПО ЛИШАЕМЫМ СТЕПЕНЯМ СВОБОДЫ | ПО ХАРАКТЕРУ ПРОЯВЛЕНИЯ |
| 1.Конструкторская - основная - вспомогательная | 1.Установочная | 1.Скрытая |
| 2.Направляющая | 2.Явная | |
| 3.Опорная | ||
| 2.Технологическая | 4.Двойная направляющая | |
| 3.Измерительная | 5.Двойная опорная |
Конструкторской базой называется база, которая определяет положение детали или сборочной единицы (СЕ). Различают конструкторские базы основные и вспомогательные.
Основная база - база, принадлежащая детали и используемая для определения ее положения в изделие.
Вспомогательная база - база, принадлежащая детали используемая для определения положения присоединяемой к ней детали.
Технологической база называется база, которая определяет положение заготовки или изделия в процессе изготовления и ремонта.
Измерительной базой называется база, которая определяет положение заготовки или изделия и средств измерения.
По числу лишаемых степеней свободы базы различают: установочную, направляющую, опорную, двойную направляющую, двойную опорную. Характеристики этих баз были рассмотрены выше при изучении базирования различных деталей.
По конструкторскому оформлению различают базы явные и скрытые.
Явной базой называется реальная поверхность, разметочная риска или точка пересечения рисок.
Скрытой базой называется ось, воображаемая поверхность или точка. Схемы базирования при использовании скрытых баз приведены на рисунке 5.11.
Опорные точки на скрытых базах показывают вне контура заготовки, указывая тем самым, каких перемещений или поворотов лишается заготовка (рисунок 5.11 б).
При установке заготовок в приспособление или на стол металлорежущего станка для обработки, в зависимости от требований обеспечения при этом точности тех или иных размеров, в состав комплекта баз можно включать одну или две скрытые ТБ.
Рассмотрим примеры. При фрезеровании плоскости 1 у призматической заготовки требуется выдержать размер В (рисунок 5.12 а). Для обеспечения требуемой точности размера В при обработке партии заготовок на настроенном станке необходимо и достаточно принять в качестве установочной ТБ плоскость 2. Размер 2 будет выдержан независимо от расположения заготовки в направлении горизонтальных осей координат и поворота вокруг вертикальной оси. Воображаемые плоскости А и Б, на которых расположены опорные точки 4, 5 и 6, выполняют функции направляющей и опорной скрытых ТБ. Комплект из одной явной и двух скрытых ТБ лишает заготовку после ее закрепления шести степеней свободы.
|
|
|

Рисунок 5.11 – Использование двух скрытых баз А и Б
при установке заготовки на магнитную плиту
Если у подобной заготовки на одной из операций требуется профрезеровать паз 5, выдерживая при этом размеры Г и Д, то необходимо и достаточно принять в качестве явных баз плоскость 6 (установочная ТБ) и плоскость 7 (направляющая ТБ) (рисунок 5.12 б). Плоскость Е играет здесь роль опорной скрытой ТБ, лишающей заготовку шестой степени свободы.
При фрезеровании полуоткрытого паза 8 с выдерживанием размеров Л, М, Н (рисунок 5.12 в) необходим комплект явных ТБ.
Использование при базировании заготовок скрытых баз позволяет существенно упростить конструкцию приспособления, так как только на явных базах заготовки опорные точки создают с помощью конструктивно оформленных установочных элементов приспособления. На скрытых же базах опорные точки показывают условно, после закрепления (и на протяжении всего цикла механической обработки) заготовка неподвижна в выбранной системе координат, вследствие возникновения сил трения между поверхностями установочных элементов.
Однако в отдельных случаях с целью сокращения времени на установку заготовки (при механической обработке) скрытые базы материализуют.
Простейший пример материализации скрытых баз – нанесение на поверхности заготовки (или детали) разметочных рисок, точек от накернивания, которые представляют собой следы пересечения скрытой базы (координатной плоскости) с поверхностью заготовки на столе станка.
При обработке заготовок типа валов их ось (двойную направ-ляющую базу) материализуют в виде двух центровых отверстий.
| Рисунок 5.12 – Базирование заготовок на операциях фрезерования с использованием одной (а), двух (б) и трех (в) явных ТБ |

Материализация скрытых баз может привести к появлению полного комплекта явных баз. Например, с целью сокращения времени на установку заготовки, часто переходят к базированию по явным ТБ. На столе станка или в приспособлении создают три материальные координатные плоскости, даже если это необязательно с точки зрения обеспечения точности обработки. Последующим совмещением системы координат заготовки с системой координат приспособления, путем приведения в соприкосновение соответствующих поверхностей заготовки и установочных элементов приспособления, быстро достигается требуемая точность ее положения на станке. Наряду с приданием заготовке при ее базировании определенного положения, смонтированные на станке или в приспособлении, дополнительные установочные элементы могут при необходимости воспринимать силы резания или зажима.
|
|
|
Скрытые базы используют при базировании деталей (заготовок) и в тех случаях, когда требуется обеспечить постоянство положения осей цилиндрических поверхностей, плоскостей симметрии.
ВИДЫ ТЕХНОЛОГИЧЕСКИХ БАЗ
Рассмотренная классификация баз представлена в ГОСТ 21495 - 76. Однако в технической литературе используется еще ряд определений для баз. Часть из них уже устарела. Стандарт запрещает их использование. Например, недопустимо употреблять вместо «конструкторская, технологическая, измерительная» соответственно «сборочная, установочная, контрольная». В то же время за рамками ГОСТа остались такие важные понятия как: черновая, чистовая, настроечная, проверочная базы, которые используются в технологической практике и по принадлежности их можно отнести к технологическим базам. Дополним классификацию баз ГОСТа этими понятиями.
Черновой базой называется необработанная поверхность заготовки. По ней заготовку базируют в начальной стадии обработки на первом установе для обработки поверхностей, которые затем используются как базы на последующих операциях.
Чистовой базой называется обработанная поверхность. По ней базируют заготовку на последующих операциях.
Настроечной базой называется обрабатываемая на данном установе поверхность заготовки, по которой производится настройка станка для обработки на том же установе других поверхностей.
Как правило, настроечная база связана размером с технологической базой заготовки, например опорной.
Понятие настроечной базы используется при обработке заготовок партиями на предварительно настроенных станках, т.е. при автоматическом получении размеров.
Пример настроечной базы рассмотрен на рис.5.4.4..
|
|
|

Рис. Пример настроечной базы
Согласно рисунку имеем обрабатываемые поверхности  и
и  , которые связаны размером
, которые связаны размером  . Поверхность задана относительно поверхности
. Поверхность задана относительно поверхности  размером
размером  . Заготовка обрабатывается на горизонтально-фрезерном станке. Технологической установочной базой является поверхность , т.е. этой поверхностью заготовка устанавливается на стол станка.
. Заготовка обрабатывается на горизонтально-фрезерном станке. Технологической установочной базой является поверхность , т.е. этой поверхностью заготовка устанавливается на стол станка.
Поверхность по определению является настроечной базой. Во-первых, она обрабатывается на одном установе с поверхностью  , которая связана с ней размером
, которая связана с ней размером  . Во-вторых, по этой поверхности подбором диаметров фрез производится настройка станка для получения размера
. Во-вторых, по этой поверхности подбором диаметров фрез производится настройка станка для получения размера  и, наконец, она связана размером с технологической установочной базой, т.е. поверхностью .
и, наконец, она связана размером с технологической установочной базой, т.е. поверхностью .
Проверочной базой называется поверхность, линия или точка заготовки, по отношению к которым производится выверка положения заготовки на станке или установка режущего инструмента при обработке заготовки, а также выверка положения других деталей или сборочных единиц.
Проверочные базы используются в условиях мелкосерийного и единичного производства. Классическим примером, который приведен в учебной литературе, является использование проверочной базы для обеспечения параллельности присоединительной плоскости корпусной детали оси гнезд подшипников при их расточке (рис. 5.5.1.).
| S |
| ось планшайбы |
| А |
| А |
| n |
| гнезда подшипников |
| // |
| 0,01 |
| Б |
| Б |
| Рис.5.5.1. Использование проверочной базы при расточке гнезд подшипников |
  |
Плоскость предварительно обработана. Установить на нее деталь при расточке нельзя из-за того, что минимальное расстояние от плоскости стола до оси вращения планшайбы больше, чем расстояние от плоскости до оси центров гнезд подшипников. Поэтому деталь устанавливается на противоположную необработанную поверхность, полученную литьем. Допустим, что после установки заготовки между плоскостью и строго горизонтальной осью вращения планшайбы, которой будет после обработки параллельна ось гнезд подшипников, имеется отклонение от параллельности. Эту погрешность устраняют регулировкой высоты опор по точным ватерпасам (приборам контроля горизонтального уровня), которые устанавливаются на плоскость , являющейся проверочной базой. После регулировки эта плоскость займет горизонтальное положение и станет параллельна оси вращения планшайбы, а, следовательно, и оси гнезд подшипников.
Искусственной базой называется реальная поверхность заготовки, которая создается специально, если нельзя или трудно использовать другие поверхности для надежного базирования и закрепления заготовки при обработке с заданной точностью. Примером искусственной технологической базой являются центровые отверстия вала, которые при его эксплуатации не используются и удаляются, если они мешают работе конструкции.
|
|
|
