 |


Методы обработки наружных поверхностей тел вращения
|
|
|
|
Для наружного точения применяют проходные и подрезные резцы (рисунок 3.1).
Главный угол в плане φ влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом увеличивается радиальная сила резания Ру на резец, которая при недостаточной жесткости системы СПИД может вызывать вибрации.
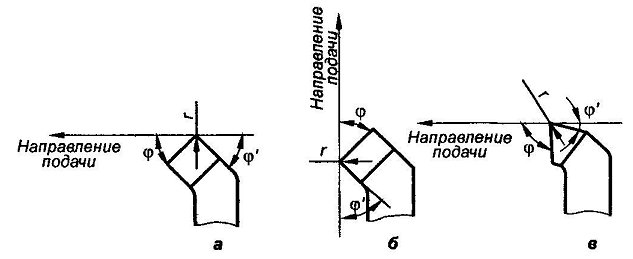
| Рисунок 3.1 – Углы в плане резцов в зависимости от направления подачи: а – проходной; б – подрезной; в – проходной, упорный |
Упорные проходные резцы с φ = 90° используют при обработке нежестких заготовок и валов с уступами.
| Вспомогательный угол в плане φ1= 10... 15° при черновой обработке, а при чистовой его увеличивают до 45°. С увеличением значения переднего угла γ улучшается сход стружки, но уменьшается угол заострения β, что снижает прочность резца. При точении мягких материалов γ = 8...20°. С увеличением прочности у обрабатываемого материала угол γ уменьшают, для тяжелых условий работы (обработка наплавленной и закаленной поверхности) углу γ придают отрицательные значения (у = -2… -5) (рисунок 3.2). | 
|
| Рисунок 3.2 – Резец с положительным (а) отрицательным (б) передним углом γ |
Форму заточки твердосплавных резцов с плоской передней поверхностью и положительным передним углом у применяют при точении серого чугуна, бронзы других хрупких материалов, а также при тонком и чистовом точении с подачами до 0,2 мм/об.
При точении стальных и чугунных отливок, ковкого чугуна, наплавленных поверхностей у заготовок для упрочнения режущей кромки, помимо придания углу γ отрицательного значения (см. рисунок 3.1) вдоль режущей кромки резца снимают фаску шириной f = 0,05...0,1 мм под углом γ f = -10...-30о. Задний угол α влияет на трение между задней поверхностью резца и поверхностью резания обрабатываемой заготовки. Для твердосплавных резцов при черновом точении α = 6...8о, а при чистовом - 8...12о.
|
|
|

| При токарной обработке значения углов γ и α могут изменяться в зависимости от положения режущей кромки относительно оси заготовки. Если резец уста-новлен выше или ниже оси заготовки (рисунок 3.3), то углы γ и α изменяются и не соответствуют углам заточки. |
| Рисунок 3.3 – Изменение углов резания в зависимости от установки резца относительно оси заготовки: а – по оси; б – выше оси; в – ниже оси |
Широко используют резцы сборной конструкции с механическим креплением многогранных твердосплавных пластин. Резцы сборной конструкции по сравнению с резцами с напаянными твердосплавными пластинками имеют следующие преимущества: сокращаются расходы, связанные с переточкой, вспомогательное время на смену и наладку резцов, а также повышается стойкость инструмента.
Резцы из быстрорежущих сталей отличаются от твердосплавных резцов значениями углов γ и α, которые соответственно равны: γ = 10...20о, α = 8...14о.
При чистовой обработке увеличение переднего угла γ способствует повышению качества обработанной поверхности.
Резцы с пластинками из режущей керамики марок ВЗ, ВОК-60, ВОК-63 и ВОК-71 применяют для обработки напроход и подрезки торцов.
Крепление режущей пластинки к державке резца производят прихватом сверху с помощью дифференциального винта 4 с головкой под шестигранный или квадратный ключ. Режущая пластинка 2 прижимается к опорной подкладке 1 из твердого сплава, которая крепится к державке 5 резца винтом.
Пластинки из режущей керамики марок ВЗ, ВОК-60, ВОК-63 и ВОК-71 выпускают треугольной формы (рисунок 3.4). Пластинки при точении не окисляются, имеют меньшую склонность к схватыванию с обрабатываемым материалом, к наростообразованию, к усадке стружки, к повышению температуры при резании металла.
|
|
|
| При использовании резцов, оснащенных пластинками из режущей керамики, необходимо следить за беззазорным прилеганием их к державкам и за тем, чтобы режущие кромки и опорные поверхности режущих пластинок были доведенными. | 
|
| Рисунок 3.4 – Схемы использования резцов, оснащенных пластинками из режущей керамики: а – пластинка из режущей керамики; б – проходной; в – проходной упорный; г - подрезной |
Наибольшая вероятность скалывания пластинок из режущей керамики при обработке сырых и закаленных деталей из стали и чугуна по корке и раковинам с включениями. Достаточно широкое применение находят резцы, оснащенные эльбором, гексанитом и другими сверхтвердыми материалами.
Резец (рисунок 3.5) состоит из державки 1 и вставки 2 из эльбора-Р (сверхтвердого материала) со следующими геометрическими параметрами: главный передний угол γ = - 5о ... - 10о, задние углы α = α1 = 10...15о, главный угол в плане φ = 30...55о, вспомогательный угол φ1 = 15°, радиус скругления при вершине r = 0,1...0,5 мм. В ряде случаев для упрочения главной режущей кромки затачивают кромку с углом γ f = - 20о... - 30° с f = 0,05...0,1 мм.
|
|
|
