 |


Структура технологических операций
|
|
|
|
Производительность технологических операций в значительной степени зависит от их структур, определяемых количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно- или многоместная обработка), количеством инструментов, используемых при выполнении операции (одно- или многоинструментальная обработка), и последовательностью работы инструментов при выполнении операции. Последовательное вступление инструментов в работу или последовательное расположение нескольких заготовок в приспособлении по направлению движения подачи характеризует структуру операции с последовательной обработкой. При параллельном расположении обрабатываемых заготовок в приспособлении (т. е. при их расположении перпендикулярно к направлению движения подачи) и при одновременной обработке нескольких поверхностей одной или нескольких заготовок формируется структура операции с параллельной обработкой.
При многоместной обработке заготовок, расположенных в приспособлении в несколько рядов вдоль и поперек движения подачи, операция характеризуется как операция с параллельно-последовательной обработкой.
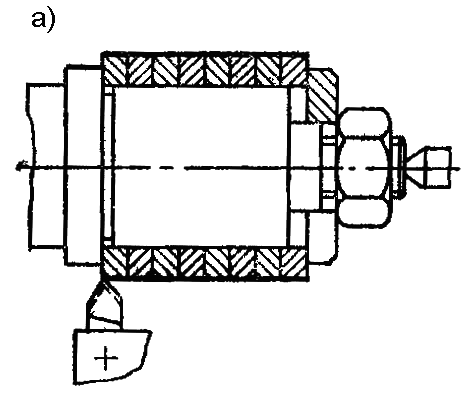
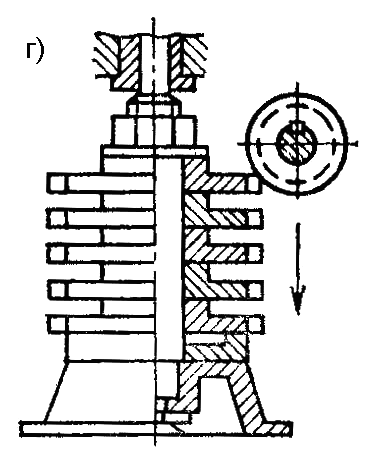
Одноместная и последовательная обработка одним (рисунок 9.2) или несколькими сменяемыми инструментами (рисунок 9.3) не дает возможности совмещения основного времени обработки отдельных поверхностей и отдельных переходов, поэтому основное время То технологической операции, входящее в состав ее штучного времени Тш, определяется суммой основных времен То всех переходов операции согласно формуле
 (9.1)
(9.1)
| а) б) | 
| в) г) | 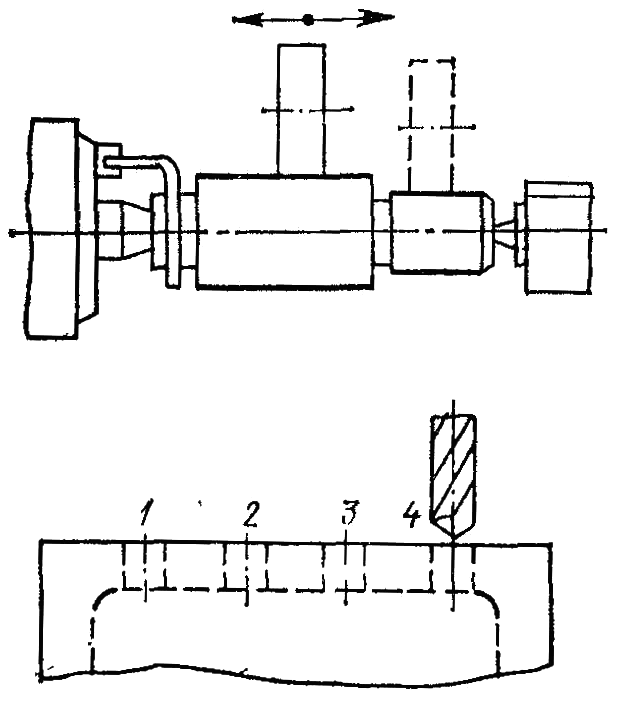
|
Рисунок 9.2 – Схемы одноместной последовательной одноинструментальной обработки
|
|
|
[1, 2 – номера ходов инструмента (а); 1, 2, 3, 4 – последовательность положений сверла (г)]
Вспомогательное время Тв при одноместной последовательной одноинструментной обработке (см. рисунок 9.2) складывается: из времени на установку и снятие заготовки Тус, включающего в себя затраты времени на установку штучных заготовок в приспособлении и их смену, установку сменных приспособлений-дублеров или приспособлений-спутников в рабочие позиции (при обработке прутков 7,0 включает в себя затраты времени на разжим цанги, подачу прутка до упора и зажим цанги); из времени на управление станком Тус, которое включает в себя затраты времени на пуск и останов станка, переключения скоростей и подач, изменение направления вращения шпинделей, перемещения суппортов, головок, кареток, а при обработке на станках с ЧПУ еще и из времени на индексацию Тинд. состоящего из затрат времени на перемещение частей станка в новые и исходные позиции и фиксацию (см. рисунок 9.2, г), поворот делительных устройств и кондукторов, перемещение заготовок на новые позиции. Вспомогательное время можно выразить формулой
 (9.2)
(9.2)
При одноместной последовательной многоинструментной обработке сменяемым инструментом (рисунок 9.3) время индексации Тшд в формуле (9.2) обычно заменяется временем Тс.и, учитывающим затраты времени на смену инструмента при выполнении отдельных переходов операции (затраты времени на поворот резцовых или револьверных головок; замену сменных расточных борштанг, быстросменных кондукторных втулок и инструментов в быстросменном патроне сверлильного станка.

| 
|
Рисунок 9.3 – Схемы одноместной последовательной многоинструментальной обработки сменным инструментом
При одноместной последовательной многоинструментальной обработке заготовок на станках типа «обрабатывающий центр» в состав вспомогательного времени входит как время индексации, так и время смены инструмента, поэтому формула для расчета вспомогательного времени приобретает вид
|
|
|
 (9.3)
(9.3)
В тех случаях, когда время контрольных измерений обрабатываемой заготовки Тизм не может быть перекрыто основным временем выполнения операции, оно добавляется в формулах (9.2) и (9.3) отдельным слагаемым.
Во всех случаях одноместной параллельной обработки: одноместной одноинструментальной обработки фасонными инструментами (рисунок 9.4, а, б) или наборами инструментов (рисунок 9.4, в); одноместной параллельной многоинструментной обработки (рисунок 9.5); одноместной параллельно-последовательной многоинструментной обработки (рисунок 9.6) основное время выполнения отдельных переходов Тоi совмещается и общая продолжительность основного времени То операции определяется длительностью Тol лимитирующего (т. е. наиболее продолжительного) перехода, перекрывающей длительность всех других переходов, и числом одновременно обрабатываемых заготовок Z.

Рисунок 9.4 – Схемы одноместной параллельной одноинструментальной обработки фасонными инструментами (а, б) и наборами инструментов (в)
При одноместной параллельной обработке
 (9.4)
(9.4)
Вспомогательное время определяется по формуле (9.2).
Многоместные схемы обработки дают возможность совмещения как основного, так и вспомогательного времен, поэтому они обеспечивают достижение наивысшей производительности. Эти схемы могут осуществляться в трех вариантах:
все обрабатываемые заготовки устанавливаются на станке одновременно и затем одновременно обрабатываются одним или несколькими инструментами (рисунок 9.7; рисунок 9.9; рисунок 9.10, а);
| 
|

| |

| |
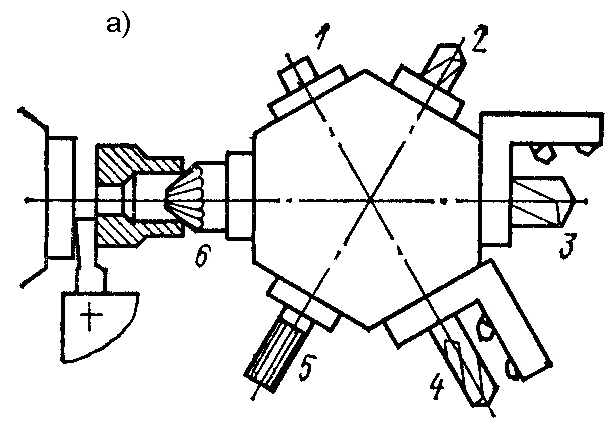
| Рисунок 9.6 - Схемы одноместной параллельно-последовательной многоинструментной обработки: а - на токарно-револьвсрном станке с шестипозици-онной головкой; в - на сверлильном станке с последо-вательным перемещением многошпиндельной головки в позиции 1—3; в - на сверлильном станке комбинированным инструментом; г — на токарно-револьверном станке с горизонтальной осью револьверной головки |
 
|
Рисунок 9.5 – Схемы одноместной параллельной многоинструментальной обработки
|
|
|
заготовки или группы заготовок устанавливаются в свои приспособления независимо от других заготовок во время обработки последних и обрабатываются одновременно или последовательно (рисунок 9.8; рисунок 9.10, б, в);
обработка выполняется на непрерывно вращающемся столе или барабане при непрерывной смене обрабатываемых заготовок (рисунок 9.11).

| 
| 
|
| Рисунок 9.7 - Схемы многоместной последовательной одноинстру-ментной обработки с одновременной установкой заготовок: а - обта-чивание колец; 6 - сверление пачки тонких заготовок; в - фрезеро-вание заготовок, установленных вдоль движения подачи; г - нареза-ние зуба шестерен |
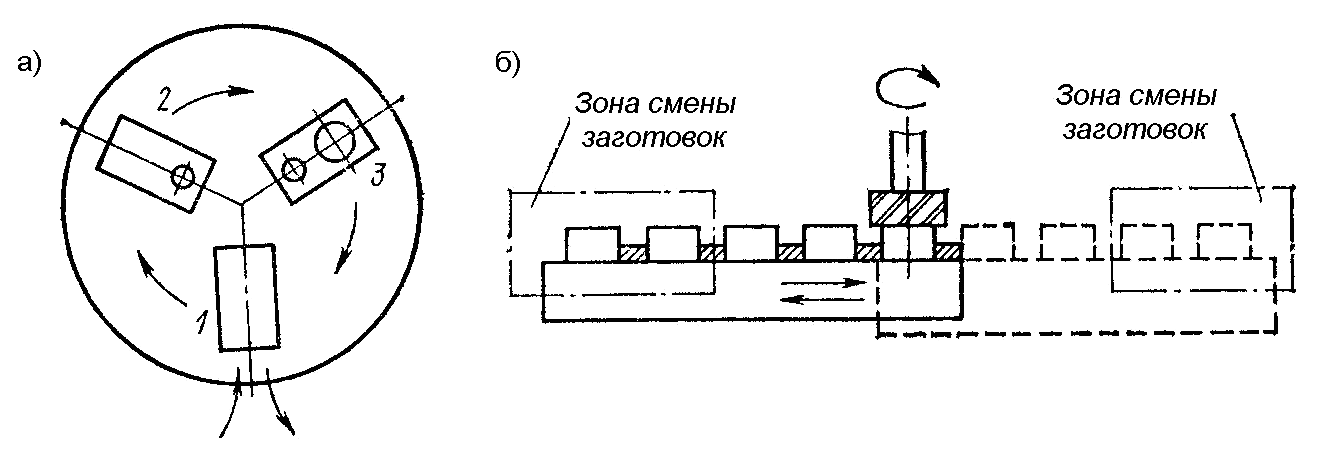
Рисунок 9.8 - Схемы многоместной последовательной одноинструментной обработки с раздельной установкой заготовок: а - обработка отверстий на вертикальном полуавтомате (1 - позиция загрузки и съема заготовок; 2 - позиция сверления малого отверстия; 3 - позиция сверления большого отверстия); б - маятниковое фрезерование (снятие обработанных и установка новых заготовок производится одновременно с фрезерованием на движущемся столе)

Рисунок 9.9 - Схемы многоместной параллельной многоинструментной обработки с одновременной установкой заготовок
При многоместной параллельной многоинструментной обработке с одновременной установкой заготовок (см. рисунок 9.9) затраты основного и вспомогательного времен распределяются между Z одновременно обрабатываемых заготовок и определяются из выражений:
 (9.5)
(9.5)
 (9.6)
(9.6)
Многоместная последовательная обработка с одновременной установкой заготовок (см. рисунок 9.7) не дает возможности совмещения основного времени обработки заготовок (как это имеет место при параллельной обработке), и основное время операции То определяется из выражения
 (9.7)
(9.7)
где Z - число последовательно обрабатываемых заготовок; Toi - основное время обработки каждой заготовки.
Следует отметить, что основное время операции То, определенное для многоместной последовательной обработки по формуле (9.7), может оказаться значительно меньше аналогичного времени при одноместной обработке тех же заготовок в связи с существенным сокращением затрат времени на врезание и перебег инструмента, входящего в значение Toi.
|
|
|
Вспомогательное время в этом случае также определяется по формуле (9.6).
Многоместная последовательная обработка с раздельной установкой заготовок (см. рисунок 9.8) позволяет совмещать время установки заготовок с основным временем, значительно сокращая вспомогательное время, величина которого может быть определена по формуле Тв = Туп или (в необходимых случаях)
 (9.8)
(9.8)
Основное время То определяется так же, как и при одноместной обработке.
Многоместная параллельно-последовательная обработка с раздельной установкой заготовок (см. рисунок 9.10) не только дает возможность совмещать время установки заготовок с основным временем, сокращая общие затраты вспомогательного времени, но и позволяет осуществить частичное совмещение основного времени переходов. В этом случае общее основное время То определяется продолжительностью Тоl неперекрываемого (лимитирующего) перехода и числом одновременно обрабатываемых заготовок
 (9.9)
(9.9)
Затраты вспомогательного времени в свою очередь сокращаются пропорционально числу одновременно обрабатываемых заготовок
 (9.10)
(9.10)

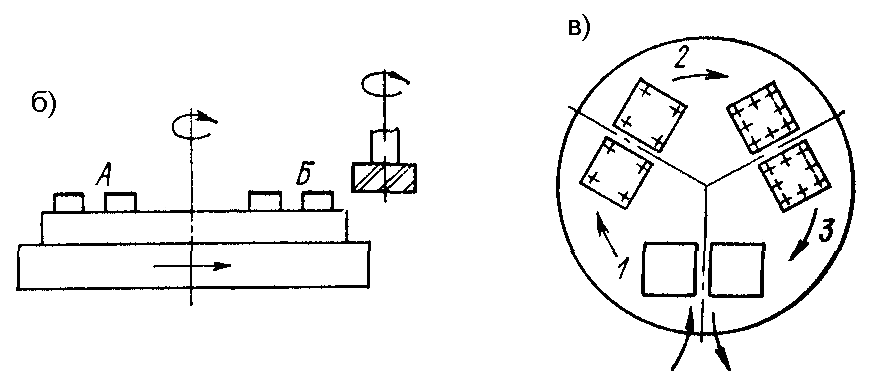
| Рисунок 9.10 - Схемы многоместной параллельно-последовательной обработки с одновременной (а) и раздельной (б, в) установкой заготовок: а - плоское шлифование заготовок; б- фрезерование на поворотном столе со сменой группы заготовок А во время обработки заготовок Б после возвращения стола в крайнее левое положение и его поворота на 180° вокруг вертикальной оси; в - обработка на вертикальном полуавтомате (1 - позиции загрузки; 2, 3 - позиции обработки заготовок) |
|
Многоместная параллельно-последовательная обработка с непрерывной установкой и сменой обрабатываемых заготовок на станке (рисунок 9.11) обеспечивает наивысшую производительность обработки, так как дает возможность осуществить полное совмещение и перекрытие вспомогательного времени основным, поэтому в данном случае Тв = 0. Основное время в этом случае определяется делением времени одного оборота стола или барабана на число установленных на нем заготовок.
Многоместная обработка с непрерывной сменой обрабатываемых заготовок в большинстве случаев осуществляется как параллельно-последовательная, однако иногда (при определенных конфигурации и размерах заготовок) она может быть построена при последовательной обработке заготовок. Наиболее удобно осуществлять непрерывную смену заготовок при их установке на вращающихся столах и барабанах с вертикальной или горизонтальной осью вращения, однако в отдельных случаях обработки находят применение и другие конструкции (например, с цепными устройствами и т. п.).
|
|
|
| Рисунок 9.11 - Схемы многоместной параллельно-последовательной обра-ботки с непрерывной сменой загото-вок: а - непрерывное фрезерование; б - фрезерование торцов валиков | 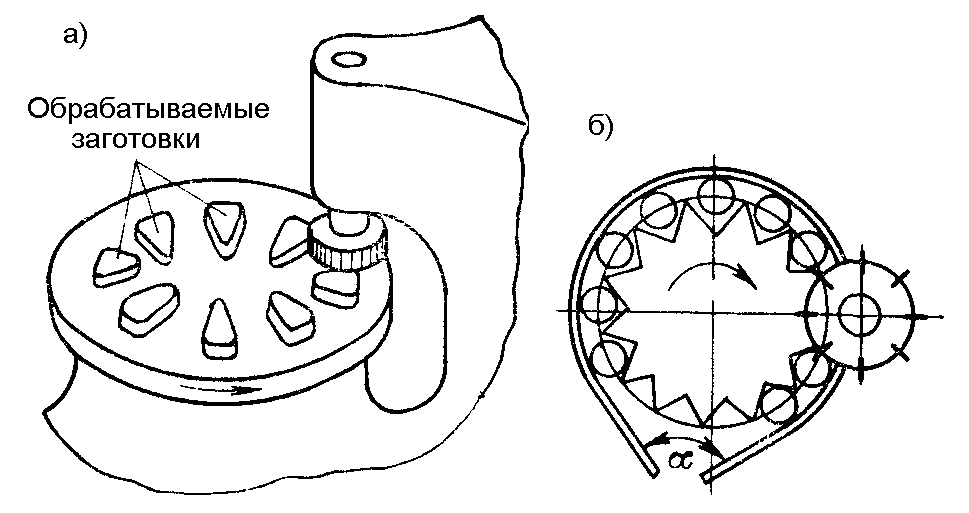
|
Для количественной оценки принятой структуры операции может быть определен коэффициент совмещения основного времени операции Кс.о по формуле
 (9.11)
(9.11)
числитель которой — То - представляет собой основное неперекрываемое время операции, входящее в состав ее штучного времени, а знаменатель  выражает сумму всех элементов основного времени, совмещенных и несовмещенных переходов операции. Величина Кс.о изменяется в пределах от 0 до 1. При отсутствии совмещения переходов Кс.о = 1. При повышении степени совмещения коэффициент совмещения основного времени снижается.
выражает сумму всех элементов основного времени, совмещенных и несовмещенных переходов операции. Величина Кс.о изменяется в пределах от 0 до 1. При отсутствии совмещения переходов Кс.о = 1. При повышении степени совмещения коэффициент совмещения основного времени снижается.
|
|
|
