 |


Лекция № 8 (2 часа). 8. Общие сведения о сварных соединениях. Типы сварных соединений и швов. Требования к сварным соединениям. Подготовка и сборка сталей под сварку. Понятие о режимах сварки и их влияние на качество сварных соединений
|
|
|
|
Лекция № 8 (2 часа)
8. ОБЩИЕ СВЕДЕНИЯ О СВАРНЫХ СОЕДИНЕНИЯХ. ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ. ТРЕБОВАНИЯ К СВАРНЫМ СОЕДИНЕНИЯМ. ПОДГОТОВКА И СБОРКА СТАЛЕЙ ПОД СВАРКУ. ПОНЯТИЕ О РЕЖИМАХ СВАРКИ И ИХ ВЛИЯНИЕ НА КАЧЕСТВО СВАРНЫХ СОЕДИНЕНИЙ
8. 1 Общие сведения о сварных соединениях. Типы сварных соединений и швов
Термины и определения основных понятий в области сварки устанавливает ГОСТ 2601-84.
Сварное соединение – неразъёмное соединение, выполненное сваркой.
Сварное соединение (рис. 8. 1) включает три характерные зоны металла в изделии, образующиеся в результате сварки: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также основного металла 4, прилегающую к зоне термического влияния.
 |
Рис. 8. 1. Сварное соединение
Сварной шов – участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва – сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл – металл подвергающихся сварке соединяемых частей.
Зона сплавления – зона, где находятся частично оплавленные зёрна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зёрна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введённые в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния – участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
|
|
|
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлёсточные и торцовые сварные соединения.
 |
Стыковое соединение – сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 8. 2).
Рис. 8. 2. Стыковые соединения
Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (рис. 8. 2б).
 |
Угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краёв (рис. 8. 3).
Рис. 8. 3. Угловые соединения
Тавровое соединение – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 8. 4).
 |
Рис. 8. 4. Тавровые соединения
Нахлёсточное соединение – сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 8. 5а, б).
 |
Рис. 8. 5. Нахлёсточные (а, б) и торцевое соединения (в)
Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки.
Торцовое соединение – сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 8. 5в).
По типу сварные швы делят на стыковые, угловые и прорезные.
Стыковой шов – сварной шов стыкового соединения.
Угловой шов – сварной шов углового, нахлёсточного или таврового соединения.
Прорезной шов – (рис. 8. 6) получается в результате полного проплавления верхнего, а иногда и последующих листов, и частичного проплавления нижнего листа (детали).
 |
Рис. 8. 6. Прорезные швы
|
|
|
Частным случаем прорезного шва является точечный или пробочный шов (электрозаклёпка – при дуговой сварке) (рис. 8. 6г). Прорезные швы при приварке толстого листа (рис. 8. 6д) могут выполняться по заранее выполненным отверстиям в верхнем листе (при точечном шве) или прорезки (при непрерывном шве).
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е – расстояние между видимыми линиями сплавления сварного шва (рис. 8. 2а).
Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (рис. 8. 2а; рис. 8. 4а).
Вогнутость шва m определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом, и поверхностью шва, измеренным в месте наибольшей вогнутости (рис. 8. 2в; рис. 8. 3в).
Корень шва – часть сварного шва, наиболее удалённая от его лицевой поверхности (рис. 8. 2б; рис. 8. 4а). По существу это обратная сторона шва, в которой различают ширину е1 и g1 обратного валика (рис. 8. 2а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчётную высоту.
Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (рис. 8. 3в; рис. 8. 4а). Катет задаётся в качестве параметра режима, который нужно выдерживать при сварке.
Толщина углового шва а – наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла (рис. 8. 4а).
Для оценки прочности сварного соединения используют расчётную высоту углового шва – р (рис. 8. 4а).
Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу (рис. 8. 3в).
По протяжённости сварные швы подразделяют на непрерывные и прерывистые. Стыковые сварные швы, как правило, выполняют непрерывными. Угловые швы могут быть непрерывными (рис. 8. 7а) и прерывистыми (рис. 8. 7б), шахматным (рис. 8. 7в) и цепным (рис. 8. 7г) расположением отрезков шва. Угловые швы могут быть выполнены и точечными швами (рис. 8. 7б, д).
|
|
|
 |
Рис. 8. 7. Угловые швы тавровых соединений
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную.
Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (навесу).
Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния.
Под слоем сварного шва (рис. 8. 8, I-IV) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков (рис. 8. 8, 1-5), располагающихся на одном уровне поперечного сечения шва.
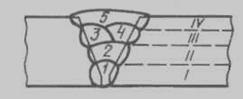 |
Рис. 8. 8. Многослойный шов
Валик – металл сварного шва, наплавленный за один проход.
Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
По пространственному положению с учётом требований международных стандартов различают следующие сварные швы; горизонтальные (на вертикальной плоскости), вертикальные, потолочные и швы, сваренные в нижнем положении (рис. 8. 9, рис. 8. 10).
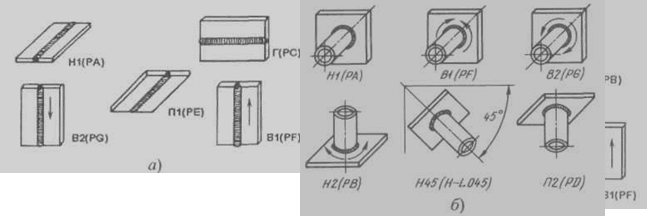 |
Рис. 8. 9. Положение шва при сварке стыковых (а) и тавровых (б) соединений листов: Н1 – нижнее; Н2 – нижнее тавровых соединений; В1 – вертикальное (сварка снизу вверх); В2 – вертикальное (сварка сверху вниз); Г – горизонтальное; П1 – потолочное; П2 – потолочное тавровых соединений
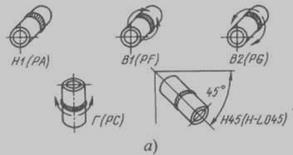
Рис. 8. 10. Положение шва при сварке стыковых (а) и угловых (б) соединений труб: Н1 – нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом; Н2 – нижнее при вертикальном расположении осей трубы, привариваемой без поворота или с поворотом; В1 – переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на подъём»; В2 – переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на спуск»; Г – горизонтальное при вертикальном расположении осей труб свариваемых без поворота или с поворотом; Н45 – переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота; П2 – потолочное при вертикальном расположении осей трубы, привариваемой без поворота или с поворотом
|
|
|
|
|
|
