 |


Типы резьб и их назначение
|
|
|
|
В машиностроении наиболее часто применяются следующие типы резьб: треугольная — для соединения (скрепления) деталей между собой, трапецеидальная и прямоугольная — для передачи движения.
Треугольная резьба подразделяется на метрические, дюймовую и трубную.
Метрические резьбы. Наиболее широкое применение в СССР получили метрические резьбы. По ГОСТ 9150—59 они подразделяются на резьбы с крупными шагами (для диаметров 1-68 мм) и резьбы с мелкими шагами (для диаметров 1-600 мм). И те и другие резьбы отличаются между собой размерами шага (для одного и того же диаметра) и других элементов.
Метрические резьбы имеют треугольный профиль (рис. 242) с углом профиля α = 60°. Вершины профиля болта и гайки плоско-срезанные, впадина у болта может быть плоскосрезанной или закругленной по радиусу r.

Шаг метрических резьб измеряется в миллиметрах.
Дюймовая резьба (рис. 243) имеет угол а профиля, равный 55°, и плоскосрезанные вершины и впадины; между вершинами и впадинами имеются зазоры. Наружный диаметр дюймовой резьбы обозначается в дюймах. Шаг дюймовой резьбы выражается числом витков на длине в 1".
В СССР дюймовая резьба применяется редко: только при ремонте импортных машин.

Трубная цилиндрическая резьба (рис. 244) имеет профиль в виде треугольника с закругленными вершинами и впадинами, угол а профиля равен 55°. Шаг трубной цилиндрической резьбы выражается числом витков на длине в 1". Эта резьба применяется главным образом в газовых и водопроводных трубах, а также на муфтах, служащих для соединения этих труб.
Измерение резьбы
Резьбу можно измерять измерительной линейкой, резьбомером, резьбовыми калибрами, специальными шаблонами и др.
|
|
|
Измерительную линейку и резьбомер применяют преимущественно для измерения шага наружной резьбы. Измерительной линейкой измеряют длину определенного количества витков, например, десяти; разделив полученную длину на число витков, находят размер одного шага. При измерении дюймовой резьбы определяют число витков, которое приходится на длину одного дюйма (25,4 мм).
Резьбомер (рис. 245) служит для проверки шага резьбы. Он состоит из набора стальных пластинок, из которых каждая снабжена вырезами, точно соответствующими профилю резьбы определенного шага. На каждой пластинке выбиты цифры, указывающие шаг резьбы в миллиметрах или число витков на 1". При проверке шага резьбы прикладывают пластинку к проверяемой резьбе параллельно ее оси (рис. 245). Совпадение пластинки резьбомера с резьбой проверяется на просвет.

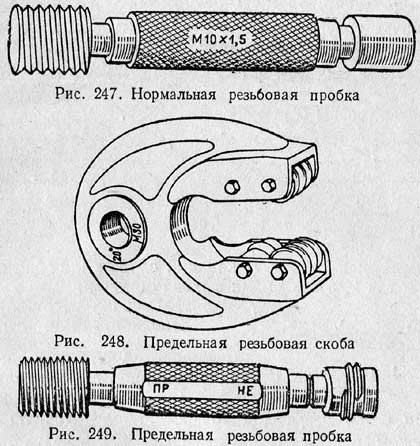
Одним из измерительных инструментов для проверки резьб являются нормальные резьбовые калибры. Наружная резьба проверяется нормальным резьбовым кольцом (рис. 246), а внутренняя — нормальной резьбовой пробкой (рис. 247). Правый гладкий конец пробки служит для проверки диаметра отверстия под резьбу, а левый резьбовой конец — для проверки самой резьбы. Правильность резьбы нормальными калибрами определяют на ощупь по отсутствию качания и трудности свинчивания калибра и детали.
Значительно более точна и производительна проверка резьбы предельными калибрами.
Наружную резьбу проверяют предельными резьбовыми скобами.
Скоба (рис. 248) имеет две пары роликов: передняя пара является проходной, а задняя — непроходной.
Способ измерения предельной резьбовой скобой такой же, как и при измерении гладких размеров, т. е. резьба должна свободно пройти через проходную сторону калибра, а непроходная сторона калибра должна задержать резьбу.
Внутреннюю резьбу проверяют предельными резьбовыми пробками (рис. 249). Проходной конец пробки имеет длинную резьбу полного профиля; он должен полностью ввинчиваться в резьбовое отверстие по всей длине. Непроходной конец пробки имеет дватри витка срезанного профиля, он не должен ввинчиваться в измеряемое отверстие.
|
|
|
Как гладкие, так и резьбовые предельные калибры применяются обычно при изготовлении большого количества одинаковых деталей и вообще в тех случаях, когда детали должны, иметь точные размеры с определенными допусками.
|
|
|
