 |


Аппаратура, методы и технология ультразвукового контроля
|
|
|
|
Обнаружение и измерение имеющихся в конструкции дефектов осуществляют с помощью ультразвуковых дефектоскопов специального или общего назначения. Структурная схема импульсного ультразвукового эхо-дефектоскопа общего назначения приведена на рис. 9.7.
Импульс ультразвуковых механических колебаний, посылаемых в контролируемое изделие, создается в пьезопреобразователе за счет обратного пьезоэффекта. Для этого на пьезоэлемент пьезопреобразова-теля подается короткий электрический импульс, вырабатываемый генератором зондирующих импульсов. Отраженный от донной поверхности или от дефекта механический импульс УЗК принимается тем же или другим пьезопреобразователем, работающим в режиме приема, и преобразовывается посредством прямого пьезоэффекта в электрический сигнал. Далее сигнал, усиленный с помощью усилителя, подается на вертикальные отклоняющие элементы экрана, определяющие положение луча на экране дефектоскопа по высоте. Одновременно с ге нератором зондирующих импульсов запускается генератор развертки, который вырабатывает линейно увеличивающийся (пилообразный)

Рис. 9.7. Схема ультразвукового дефектоскопа:
1 - пьезопреобразователь; 2 - генератор зондирующих импульсов; 3 - синхронизатор; 4 - генератор горизонтальной развертки; 5 - глубиномер; 6 - блок временной регулировки чувствительности; 7 - усилитель; 8 - автоматический сигнализатор дефектов; 9 - экран дефектоскопа
импульс, подаваемый на горизонтальные отклоняющие элементы экрана, для развертки луча в горизонтальной плоскости. Сигналы, поступившие от дефекта (Д) или противоположной стороны изделия (донный сигнал), вместе с зондирующим импульсом появляются на экране дефектоскопа в виде пиков соответствующей амплитуды. Положение этих пиков на горизонтальной оси определяется временем их прихода и зависит от скорости УЗ колебаний в контролируемом изделии, а также глубины залегания дефекта или толщины изделия. С помощью глубиномера по времени прихода импульса и известной скорости распространения колебаний определяются соответственно глубина расположения дефектов и толщина изделия.
|
|
|
Автоматический сигнализатор дефектов (АСД) служит для выработки звукового или светового сигналов при появлении импульса от дефекта выше браковочного уровня. Для компенсации затухания колебаний и выравнивания амплитуд импульсов от равных по размерам, но расположенных на разной глубине дефектов, служит блок временной регулировки чувствительности (ВРЧ). Синхронизатор обеспечивает синхронную работу генератора зондирующих импульсов и генератора развертки, а также управляет работой блоков АСД, ВРЧ и глубиномера.
Современные ультразвуковые дефектоскопы позволяют получать на экране различные типы разверток, что существенно повышает информативность результатов контроля. Основной является развертка типа А, пример которой приведен на рис. 9.7. Развертка типа В позволяет визуализировать расположение дефектов по толщине изделия. Развертка типа С показывает расположение дефектов в плане в пределах проконтролированной зоны.
Наряду с перечисленными выше элементами неотъемлемой составной частью современных дефектоскопов является высокопроизводительный микропроцессор и соответствующее программное обеспечение. Ультразвуковые дефектоскопы последнего поколения, созданные на базе микропроцессорной техники, обладают большими функциональными возможностями. Их электронные и дефектоскопические параметры очень близки, так как во всех приборах используются практически одни и те же электронные компоненты. Помимо функциональных возможностей весьма важны также габариты и масса прибора. Самым легким и малогабаритным среди дефектоскопов общего назначения не только в России, но и в мире, на сегодняшний день является отечественный цифровой ультразвуковой дефектоскоп общего назначения А1212. На рис. 9.8 представлен дефектоскоп А1212, преобразователь которого установлен на стандартном образце СО-1.
|
|
|
Настройка уровня поисковой и браковочной чувствительности, а также эталонирование основных параметров ультразвуковых дефектоскопов осуществляются с помощью соответствующих стандартных образцов по ГОСТ 14782-86 или специальных стандартных образцов предприятий с искусственными отражателями, имитирующими дефекты. На рис. 9.9 приведен общий вид комплекта стандартных образцов КОУ-2.

|
Рис. 9.8. Ультразвуковой дефектоскоп
А1212 совместно со стандартным
образцом СО-1
Различные методы ультразвукового контроля отличаются схемами установки излучателя и приемника ультразвуковых колебаний, их положением относительно объекта контроля. Применяют теневой, зеркально-теневой, эхо-зеркальный и другие методы. Наиболее широкое распространение получил импульсный эхо-метод, основанный на отражении УЗ колебаний от несплошности и приеме отраженных эхо-сигналов. Амплитуда эхо-сигнала на экране дефектоскопа при этом будет пропорциональна размерам дефекта.
В эхо-методе различают три способа установки пьезопреобразователей:
• по раздельной схеме, предусматривающей использование двух
пьезопреобразователей, один из которых выполняет функцию излучателя, другой — приемника;
• по раздельно-совмещенной схеме, когда излучатель и приемник монтируются в одном корпусе (см. рис. 9.5 в и 9.7);
• по совмещенной схеме, когда один пьезопреобразователь выполняет одновременно функции излучателя и приемника.

|
Рис. 9.9. Комплект стандартных образцов КОУ-2

Рис.9.10 Схема прозвучивания сварных соединений:
а – прозвучивание стыкового шва с неудаленным усилением; б – позвучивание углового сварного шва
Последний способ применяют чаще всего. В зависимости от местоположения пьезопреобразователя контроль (прозвучивание) может осуществляться прямым, а также одно- и многократно отраженным лучом. В качестве примера на рис. 9.10 приведены схемы прозвучивания поперечных сечений некоторых типов сварных соединений. Удаление пьезопреобразователя от сварного шва (l1, l2) определяется соответствующим геометрическим расчетом. Для контроля сварного шва по всей его длине осуществляется соответствующее перемещение пьезопреобразователя (сканирование). При механизированном контроле перемещение осуществляется с помощью механического приводного устройства. При ручном перемещении применяют поперечно-продольный или продольно-поперечный способы сканирования. При поперечно-продольном способе пьезопреобразо-ватель перемещается возвратно-поступательно в направлении, перпендикулярном оси шва или под небольшим углом к ней с шагом t. Шаг сканирования t обычно принимается равным половине диаметра пьезопластинки преобразователя. При продольно-поперечном способе пьезопреобразователь перемещается вдоль шва. Различные способы сканирования представлены на рис. 9.11. В процессе сканирования пьезопреобразователь непрерывно поворачивают на угол 10...15°.
|
|
|
Наиболее надежный способ обнаружения внутренних дефектов реализуется при прозвучивании объекта контроля прямым лучом (см. рис. 9.10). Вместе с тем при контроле сварных швов с неудаленным усилением прозвучить удается только корень шва и прилегающую к нему зону. Чем больше ширина валика усиления шва, тем меньше контролируемая зона. Особенно остра данная проблема при контроле сварных соединений малой толщины, например тонкостенных труб, где отношение высоты и ширины валиков усиления к толщине контролируемого металла значительно больше, а в центре шва образуется

Рис. 9.11. Способы ручного сканирования
неконтролируемая зона. Кроме того, при контроле труб контактные поверхности пьезопреобразователей необходимо притирать с соответствующим радиусом кривизны.
В последние годы для контроля стыковых сварных соединений труб все шире стали использовать раздельно-совмещенные пьезопреобразователи «хордового» типа, изготовляемые, например, НПП «Политест» (Г.А. Гиллер, Л.Ю. Могильнер). Эти пьезопреобразова-тели позволяют за счет расхождения ультразвукового пучка в пределах толщины стенки обеспечить практически равномерное (с одинаковой чувствительностью) прозвучивание всего сечения сварного шва прямым лучом и в значительной мере избавиться от помех, возникающих при использовании совмещенного преобразователя: сигналов от неровностей валиков усиления; сигналов, возбуждаемых поверхностными волнами; реверберационных шумов совмещенного пьезопреобразователя.
|
|
|
Такие условия контроля обеспечиваются потому, что призмы раздельно-совмещенного пьезопреобразователя наклоняют в пространстве по отношению к оси трубы под определенными углами, а расстояние между ними 2L (длина хорды) выбирают из соотношения

где R и  — соответственно радиус кривизны наружной поверхности и толщина стенки трубы. Схема прозвучивания сварного стыка трубы с помощью раздельно-совмещенного пьезопреобразователя хордового типа приведена на рис. 9.12.
— соответственно радиус кривизны наружной поверхности и толщина стенки трубы. Схема прозвучивания сварного стыка трубы с помощью раздельно-совмещенного пьезопреобразователя хордового типа приведена на рис. 9.12.
Ультразвуковые колебания, излучаемые пьезопреобразователем, вводятся в трубу в точке А (рис. 9.13). При наличии в изделии дефекта (отражателя О) волна, падающая на него, зеркально отражается в направлении приемного преобразователя в точку В. Угол ввода ультразвуковой волны
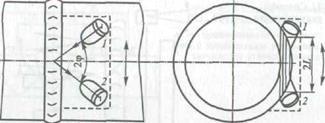
Рис. 9.12. Прозвучивание стыкового сварного соединения
пьезопреобразователем хордового типа: 1- излучающий преобразователь; 2 - то же, приемный
и угол разворота центральных лучей (φ выбирают таким образом, чтобы центральные лучи диаграмм направленности излучающего и приемного преобразователей и точки А и В находились в одной плоскости, проходящей через середину толщины стенки сечения трубы. Соответствующие углы определяют по формулам


где m – расстояние между хордой АВ и отражателем D
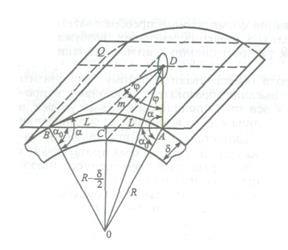
Рис. 9.13. Схема определения углов ввода пьезопреобразователя хордового типа
Контроль сварных стыков труб с помощью раздельно-совмещенного пьезопреобразователя хордового типа производится путем перемещения пьезопреобразователя только вдоль сварного стыка, одновременно совершая при этом незначительные (до ±2 мм) возвратно-поступательные перемещения. Контроль выполняется с каждой стороны сварного шва.
Разнообразие методических приемов ультразвукового контроля различных деталей и элементов обусловливается многообразием их конструктивного исполнения. Для наиболее ответственных деталей и элементов нефтегазового оборудования разработаны соответствующие технологические инструкции, регламентирующие методику их контроля (например, стволов вертлюгов, осей кронблоков, замков бурильных труб, валов турбобуров и др.).
|
|
|
Для механизированного контроля магистральных трубопроводов применяют внутритрубные при- боры-дефектоскопы (см.13.2), имеющие большое число преобразователей, расположенных по окружности с определенным шагом (обычно 8 мм). Измерительно-регистрирующая система таких приборов производит циклы измерений через каждые 3 мм по ходу движения, благодаря чему в пределах контролируемого участка трубопровода выполняются миллионы измерений. Обработка результатов измерений на компьютере позволяет выявить участки трубопровода с утонением стенок и наличием наружных и внутренних дефектов.
Ультразвуковые толщиномеры предназначены в основном для определения толщины изделия и, в отличие от дефектоскопов, имеют существенно более простое устройство, меньшие габариты и массу. Например, у них отсутствуют блоки временной регулировки чувствительности, автоматического сигнализатора дефектов и др. (см. рис. 10.7). При контроле толщины конструкций, подвергшихся сероводородному растрескиванию или расслоению, а также изготовленных из сталей с большим содержанием сульфидных включений, раскатов и др, часто совершаются ошибки, так как большинство толщиномеров определяют толщину изделия по пришедшему первым сигналу от дефекта или расслоения. Поэтому наиболее совершенные модели ультразвуковых толщиномеров снабжаются экранами, на которые выводится развертка типа А. Это позволяет выявить донный сигнал и отличить его от сигнала от расслоения.
Большинство моделей толщиномеров наряду с толщиной позволяет измерять также и скорость распространения или время распространения УЗ волны. Точное измерение этих параметров позволяет использовать ультразвуковые толщиномеры также и для других целей: например, для экспресс-анализа марки металла по скорости распространения в нем ультразвука. Перспективным также является применение высокоточных толщиномеров для контроля напряженного состояния и усилия затяжки болтов ответственного оборудования и агрегатов.
Известно, что вследствие акустоупругого эффекта скорость распространения УЗ волны зависит не только от материала объекта, но и от его напряженного состояния. При одноосном напряженном состоянии и неизменной температуре задача контроля резко упрощается. Так, по известному времени распространения УЗ импульса на длине болта в незатянутом t и затянутом t 0 состоянии напряжение можно рассчитать по формуле

где Е – модуль упругости материала болта; акустоупругий коэффициент распространения УЗ волн; k – коэффициент, учитывающий неравномерность распределения напряжения в гладкой и резьбовой частях болта:

где l – общая длина болта; l0 и lp – длины гладкого и нарезанного участков; d0 и dp их диаметры.
Усилие затяжки болта определяется по формуле

Такой подход к определению FЭ является в настоящее время наиболее распространенным [17, т.4, с.183].
|
|
|
