 |


Ж.6 Контроль качества механической обработки кромок
|
|
|
|
Ж.6.1 В процессе работы производится операционный контроль качества работ (таблица Ж.2.)
Ж.6.2 Линейные размеры обработанных фасок необходимо контролировать штангенциркулем. Точность измерения линейных размеров – 0,1 мм по РД 03-606-03.
Ж.6.3 Углы обработки контролировать с помощью угломера (2УМ) и шаблона сварщика (УШС-3). Точность измерения – 1° по РД 03-606-03.
Ж.6.4 Качество обработанной поверхности оценить с помощью набора эталонных образцов для оценки шероховатости.
Ж.6.5 Косина реза (отклонение от перпендикулярности торца трубы относительно образующей) выполненного в полевых условиях оценивается с помощью поверочного угольника по ГОСТ 3749, металлической линейки, набора щупов.
Порядок проведения измерения (рисунок Ж.8):
а) для определения разницы внутренних диаметров трубы (катушки) необходимо измерить размеры 1-1 и 2-2 по внутреннему периметру трубы в сечении А и в сечении В, на расстоянии К, равному длине опорной полки угольника. Длина опорной полки поверочного угольника не менее 250 мм. Измерения производить рулеткой с ценой деления
1 мм;
б) вычислить величину разницы внутренних диаметров трубы (катушки) в сечениях А и В;
в) установить линейку на торец трубы, а угольник – на внутреннюю поверхность трубы таким образом, чтобы угольник соприкасался с линейкой. Длина угольника со стороны линейки должна составлять от 0,45 до 0,98 внутреннего диаметра трубопровода в измеряемом сечении. С помощью набора щупов измерить величину зазора между линейкой и угольником в месте наибольшего зазора (точках C¢ и С¢¢). Точность измерения – 0,1 мм
по РД 03-606-03.
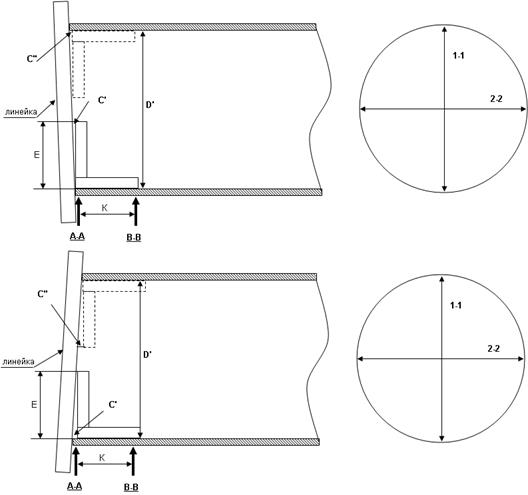
А-А, В-В – сечения в которых производятся измерения периметра трубы; D' – внутренний диаметр трубопровода в измеряемом сечении; C¢, C¢¢ – точки измерения зазора; К – длина опорной полки угольника; Е – длина угольника; 1-1, 2-2 – размер катушки во взаимно перпендикулярных плоскостях
|
|
|
Рисунок Ж.8 – Схема измерения косины реза в полевых условиях
Повторить проведенные измерения на диаметрально противоположной стороне трубы, катушки:
г) величина косины реза F, мм, определяется по формуле:
- при разнице диаметров в сечениях А и В менее 0,5 мм расчет производится по формуле:
 ,(Ж.1)
,(Ж.1)
где D'А – внутренний диаметр трубопровода в торцевом сечении, мм;
C¢, C¢¢ – величина зазора в соответствующих точках, мм;
Е – длина угольника со стороны линейки, мм;
- при разнице диаметров в сечениях А и В – 0,5 мм и более расчет производится по формуле:
 , (Ж.2)
, (Ж.2)
где Cmaх, С min – величина зазора в точках C¢, C¢¢, мм.
Максимальная допускаемая косина реза – 2,0 мм.
Таблица Ж.2 – Этапы операционного контроля качества выполняемых работ
| № п/п | Наименование процессов и конструкций, подлежащих контролю | Предмет контроля | Инструмент и способ контроля | Периодичность контроля | Ответственный |
| Проверка труб, предназна-ченных для обработки | Проверка сертификатов на трубы перед обработкой кромок Наличие маркировки | Визуально Визуально | Постоянно (каждая труба) Постоянно (на каждой трубе) | Руководитель работ | |
| Состояние труб перед обработкой кромки | Визуально, универсальный шаблон сварщика УШС-3, линейка | Непрерывно (каждую трубу) | Помощник оператора кромкообра-батывающего станка | ||
| Проверка труб, при обработке | Проверка угла обработанной кромки | Угломер 2УМ рулетка, линейка То же | Каждую трубу | Помощник оператора кромкообра-батывающего станка | |
| Проверка величины притупления | Штангенциркуль | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Проверка косины реза | Угольник, щуп | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Проверка качества поверхности обработанной кромки | Набор эталонных образцов для оценки шероховатости поверхности | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Проверка длины трубы (катушки) после обработки кромок | Рулетка | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Замер периметра катушки (трубы) на обработанном торце | Рулетка | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Маркировка труб (катушек) с обработанными кромками | Наличие маркировки | Визуально | Каждую трубу | Помощник оператора кромкообра-батывающего станка |
Ж.6.6 Периметр трубы (катушки) на обработанном торце измерить с помощью рулетки с ценой деления 1 мм по РД 03-606-03.
|
|
|
Ж.6.7 Оператор кромкообрабатывающего станка и его помощник должны осуществлять контроль строительной длины обработанных труб или катушек, производить замер параметров разделки кромок, косину реза, периметр трубы на обработанном торце, качество обработанной поверхности.
Ж.6.8 Кромки труб или катушек, параметры которых не соответствуют требованиям нормативной документации должны быть обработаны повторно после устранения причин, приведших к браку.
Ж.6.9Помощник оператора кромкообрабатывающего станка должен нанести белой краской маркировку на зачищенную поверхность трубы или катушки с обработанными кромками. Маркировку наносить несмываемой краской на внутренней поверхности на расстоянии от 10 до 500 мм от торца трубы или катушки.
Пример маркировки –
| Труба – 1020х20х6000 К60 – ТУ Тип разделки ТР-5 Периметр 3202 мм Другие обозначения должны быть предусмотрены проектами узлов. |
|
|
|
