 |


1. Особенности подготовки производства изделий на станках с ЧПУ —технологическая подготовка.
|
|
|
|
Вопросы к зачету
1. Особенности подготовки производства изделий на станках с ЧПУ —технологическая подготовка.
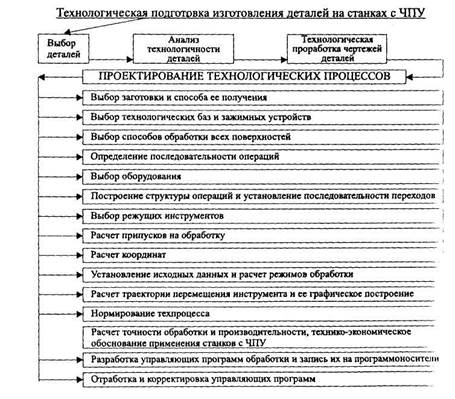
Технологическая подготовка производства деталей на станках с ЧПУ по содержанию, объему и методам существенно отличается от технологической подготовки на станках с ручным управлением и включает следующие виды работ:
отбор номенклатуры деталей в зависимости от сложности конструкции, их точности и программы выпуска;
проработка чертежей деталей на технологичность, направленная на унификацию конструктивных элементов, обеспечение возможности использования стандартного инструмента небольшой номенклатуры;
разработка технологического маршрута обработки заготовки детали с учетом существующего опыта изготовления аналогичных, выбор моделей станков с ЧПУ;
разработка технологической документации и программных карт;
разработка управляющих программ для станков с ЧПУ;
проектирование и изготовление специальной технологической оснастки;
отладка и корректировка программ.
Основные правила построения технологических процессов обработки на станках с ЧПУ соответствуют общим принципам механической обработки деталей. Специфические особенности проектирования обусловлены высокой производительностью станков за счет автоматизации всего цикла обработки заготовок деталей, концентрацией обработки на одной операции без переустановки заготовок, более высокой точностью и идентичностью обработанных поверхностей, необходимостью разработки управляющих программ на станках с ЧПУ.
Схема последовательности и особенностей технологической подготовки обработки деталей на станках с ЧПУ приведена ниже.
|
|
|
2. Методы разработки УП
Существуют следующие методы подготовки УП:
- ручной;
- автоматизированный с помощью устройства ЧПУ во встроенной микроЭВМ — цеховое программирование;
- автоматизированный вне станка с использованием персонального компьютера и соответствующих систем программирования.
Ручное программирование основано на использовании технологической информации, взятой из операционных карт обработки, и геометрической информации, взятой из чертежа детали. Затем, пользуясь справочниками, инструкциями по программированию и выполняя необходимые расчеты, технолог-программист кодирует каждую команду на выполнение вспомогательных действий, технологических переходов, контрольных и др. операций и записывает результаты в карту кодирования информации. Содержимое карты переносится на программоноситель для возможности передачи его устройству ЧПУ.
Этим методом разрабатывают управляющие программы обработки заготовок деталей простой геометрической формы. Для разработки управляющих программ обработки сложнопрофильных деталей ручной метод нерационален, так как трудоемкость программирования возрастает настолько, что использование станков с ЧПУ для обработки этих деталей становится неэффективным, а для деталей, имеющих пространственно заданные поверхности, — практически трудноосуществимым.
Значительная трудоемкость разработки управляющих программ ручным методом явилась предпосылкой автоматизации программирования с помощью ЭВМ.
Цеховое программирование. В индивидуальном и мелкосерийном производствах при неповторяющихся партиях деталей с относительно простой геометрической формой часто ограничиваются разработкой только УП. При этом управляющие программы разрабатывают непосредственно у станка (цеховое программирование), используя при этом клавиатуру пульта оператора и возможности систем CNC в части построений и преобразований контуров поверхностей деталей, постоянных циклов, подпрограмм и т. п.
|
|
|
За последние годы в связи с развитием микропроцессорных систем ЧПУ для управления металлорежущим оборудованием и оснащением их устройствами (символьно-цифровой клавиатурой, дисплеями, мощными микроЭВМ) для работы в режиме диалога наблюдается устойчивая тенденция разработки управляющих программ автоматизированным способом непосредственно у станка с ЧПУ. При этом станок с ЧПУ на период разработки УП выполняет функции компьютера. Устройства ЧПУ имеют узкоспециализированное программное обеспечение. Для ускорения работ по программированию технологических операций современные устройства ЧПУ (типа Heidenhain, Sinurnerik, Fanuc, 2C42, ЗС170 и др. ) имеют широкий набор постоянных и технологических циклов обработки, подпрограмм.
К постоянным циклам относятся: сверление, зенкерование, нарезание резьбы, растачивание, глубокое сверление, сверление двух рабочих глубин, зенкерование на обратном ходу и др.
К технологическим циклам относятся: однопроходный продольный цикл, однопроходный поперечный цикл, многопроходный черновой продольный цикл, многопроходный черновой поперечный цикл, многопроходный цикл нарезания торцовых или цилиндрических канавок, многопроходный цикл резьбонарезания.
Кроме того, устройства ЧПУ позволяют выполнять функции преобразования геометрических элементов: зеркальную обработку, последовательность точек на прямой или окружности, последовательность точек в форме матриц и др
При помощи функции по определению геометрических элементов контура детали устройством ЧПУ могут быть вычислены точки, прямые и окружности, которые требуются для составления программы, но отсутствуют непосредственно на чертеже детали.
Этот метод разработки УП предполагает оснащение станков оперативными устройствами ЧПУ и используется при изготовлении деталей простой и средней по сложности. геометрических форм.
К достоинствам метода программирования непосредственно у станка следует отнести следующее:
- не требуются услуги технолога-программиста, т. е. нужны меньшие организационные затраты при внедрении станков с ЧПУ;
|
|
|
- лучше используются технологические знания и опыт производственников;
- уменьшаются затраты на корректировку программ, так как при их разработке можно учесть текущее (на момент начала обработки заготовки детали) состояние станка с ЧПУ, фактическую номенклатуру применяемых инструментов и приспособлений.
- увеличивается гибкость производства.
Однако при использовании этого метода имеют место простои станков с ЧПУ, связанные с разработкой и вводом УП, требуются операторы станков с ЧПУ более высокой квалификации.
В качестве специального программного обеспечения служат системы автоматизированного программирования (САП).
B зависимости от объема и вида решаемых задач САП разделяются на системы общего назначения (универсальные) и специализированные. САП общего назначения ориентированы на универсальный подход к решению задач разработки УП для широкого класса деталей и различных типов станков в ЧПУ. Специализированные САП ориентированы на разработку УП для отдельных типов станков с ЧПУ.
Разработка управляющей программы происходит в диалоговом режиме работы с использованием специального меню и экранных форм (интерактивный режим), либо входного языка системы в зависимости от архитектуры САП. Технолог-программист может вести диалог с САП при помощи клавиатуры и устройства типа «мышь».
Технолог-программист на основе чертежа детали и данных технологии разрабатывает исходную программу (ИП) с использованием персонального компьютера. Исходная программа, являясь математической моделью для программирования обработки, задается в диалоговом режиме последовательно с декомпозицией сложных поверхностей деталей на геометрические элементы. При этом диалог состоит в последовательности запросов и указаний, содержащихся в меню и позволяющих описывать геометрию обрабатываемых поверхностей деталей, последовательность движений режущих инструментов, технологические режимы обработки, параметры инструмента и другую информацию.
При разработке исходной программы в интерактивном режиме с использованием меню и экранных форм САП, как правило, включает следующие основные модули:
|
|
|
- базу данных геометрической информации и управляющих программ;
- геометрический редактор для построения плоских и объемных поверхностей;
- средства формирования траектории инструмента для различных видов обработки;
- средства объединения траекторий инструмента в инвариантную программу на языке системы;
- редактор текста инвариантной программы, обеспечивающий ее визуализацию;
- средства визуализации инвариантной программы;
- набор постпроцессоров, транслирующих инвариантную программу в управляющую программу станка с ЧПУ;
- генератор постпроцессоров.
База данных САП обеспечивает хранение, обновление, удаление и другие функции обработки информации, создаваемой в процессе моделирования и подготовки управляющих программ.
Геометрический редактор предназначен для формирования в интерактивном режиме плоских и объемных геометрических примитивов: точек, отрезков прямых, многоугольников, дуг окружностей, плоских и пространственных кривых. С использованием этих примитивов описываются поверхности обрабатываемых заготовок деталей.
Типовая последовательность действий технолога-программиста при разработке управляющих программ с использованием таких САП содержит следующие операции:
- в архиве данных создается папка (файл), в которой будет размещаться информация по обрабатываемой детали;
- описывается геометрия детали с использованием геометрического редактора системы. При этом линии, - описывающие поверхности детали, являются составными, образованными отрезками прямых, окружностей, других кривых, предусмотренных в редакторе системы. Линии, описывающие зоны обработки, объединяются в контуры. При необходимости используются преобразования, включающие копирование, перенос, поворот, зеркальное отражение и др.;
- выполняются вспомогательные построения в геометрическом редакторе, например, построение контуров, ограничивающих зону обработки, проекций кривых на плоскости, контуров прижимов, закрепляющих заготовку детали на столе станка, и т. п.;
- к контурам поверхностей деталей строятся эквидистанты, определяющие границу перемещения инструмента с учетом органичений зоны обработки. Строятся участки траекторий подхода инструмента к обрабатываемому контуру и отхода от него. Для карманов определяются области, обрабатываемые фрезой данного радиуса;
- формируются программы описания траектории перемещения инструмента при обработке заготовки детали;
|
|
|
- к описанной траектории перемещения инструмента добавляются отрезки, соединяющие ее с исходной точкой, а также технологические параметры (подача, частота вращения шпинделя, включение смазочно-охлаждающей жидкости и др. ). Управляющие программы записываются в инвариантном коде;
- управляющая программа просматривается в редакторе программ и при необходимости корректируется. Затем на экране дисплея имитируется перемещение инструмента, т. е. осуществляется просмотр программы в динамике;
- производится постпроцессирование программы определенным постпроцессором, в результате чего получается окончательная управляющая программа в кодах устройства ЧПУ конкретного станка;
- редактирование управляющей программы.
Для описания поверхностей детали в геометрическом редакторе его меню может содержать следующие основные разделы: утилиты редактора, маркер, отрезок, дуга, кривая, контуры, измерить, преобразовать, пересечения, модифицировать, текст, примитивы, ввод/вывод и др.
В некоторых САП входной язык может быть алгоритмическим и по своей сущности близким к формульно-словесному способу описания обработки. Основное достоинство этого способа состоит в том, что запись процесса обработки получается весьма наглядной и понятной для широкого круга специалистов, знакомых с обычной математической символикой и различными способами геометрических построений. С другой стороны, во входном языке САП имеются строгие правила записи процессов обработки, благодаря чему устраняется опасность неоднозначного понимания сделанной записи. Такие САП наиболее понятны технологам-программистам высокой квалификации.
Имеющиеся в настоящее время системы отличаются входными языками и определенным уровнем интеллектуализации интерфейса, характеризующими их возможности и области применения. Наибольшее развитие получили APT-пободобные языки (на базе системы APT - Automatically Programmed Tools).
При описании процесса обработки на станках с ЧПУ приходится выполнять действия с различными объектами — переменными, функциями и т. п. Для удобства выполнения этих действий вводятся условные обозначения (идентификаторы). Идентификатор присваивается объекту в момент его определения с тем, чтобы иметь возможность ссылаться на этот объект в случае использования его в последующих операторах. Идентификаторы используют для обозначения простых скалярных и геометрических переменных, индексированных скалярных и геометрических переменных, обрабатываемого контура, подпрограмм и др.
|
|
|
