 |


16. Особливості підготовки виробництва деталей на верстатах з ЧПУ.
|
|
|
|
16. Особливості підготовки виробництва деталей на верстатах з ЧПУ.
Схема последовательности и особенностей технологической подготовки обработки деталей на станках с ЧПУ приведена на рис. 1.
|
|
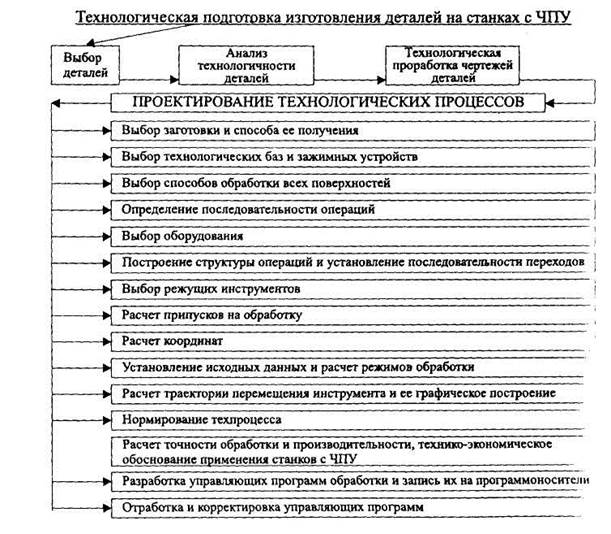
Рис. 1- Схема технологической подготовки обработки заготовок деталей на станках с ЧПУ
17. Три метода розробки управляючої програми. (см. вопрос 2)
18. Ручний метод розробки управляючої програми. (см. вопрос 2)
19. Цеховий метод розробки управляючої програми. (см. вопрос 2)
20. Автоматизований метод розробки управляючої програми. (см. вопрос 2)
21. Охарактеризувати перше покоління пристріїв ЧПУ.
Для жесткой синхронизации перемещения по координатам ивращения шпинделя в УЧПУ_в качестве тактового задатчика (вместо таймера в ЭВМ) используются импульсы от датчика скорости вращения привода главного движения. Управление приводами станка происходит преимущественно импульсами, поэтому УЧПУ является импульсным устройством, оснащенным УСО с импульсными входами-выходами.
Бурное развитие электроники обусловило постоянное усложнение УЧПУ. Простейшимиявляются системы ЧПУ класса NC (Numeric Control)
Системы класса NC являются наиболее распространенными. Они работают в следующем режиме. После включения станка и системы ЧПУ читаются первый и второй кадры программы. Как только закончилось их чтение, станок начинает выполнять команды первого кадра. В это время информация второго кадра программы находится в запоминающем устройстве системы ЧПУ. После выполнения первого кадра станок начинает отрабатывать второй кадр, который выводится из запоминающего устройства. В процессе отработки станком второго кадра система читает третий кадр программы, который вводится в освободившееся от информации второго кадра запоминающее устройство, и т. д. Основным недостатком рассмотренного режима работы является то, что для обработки каждой следующей заготовки из партии системе ЧПУ приходится вновь читать все кадры перфоленты. В то же время в процессе чтения перфоленты нередко возникают сбои из-за недостаточно надежной работы считывающих устройств УЧПУ. В результате отдельные детали из партии могут оказаться бракованными. Повышенная вероятность сбоев в системах класса NC объясняется также очень большим числом кадров перфоленты, поскольку для работы таких систем в программе должно быть записано каждое элементарное действие станка. Кроме того, при таком режиме работы перфолента быстро изнашивается и загрязняется, что еще более увеличивает вероятность сбоев при чтении. Наконец, если в кадре записаны действия, которые станок выполняет очень быстро, то УЧПУ за это время может не успеть прочитать следующий кадр, что также ведет к сбоям.
|
|
|
22. Охарактеризувати друге покоління пристріїв ЧПУ.
Вторым поколением УЧПУ были системы класса SNC (Stored Numeric Control), построенные на интегральных микросхемах, имеющих большую надежность и возможности и меньшие габариты, что и привело к росту мощности команд входного языка, упрощению программирования и сокращению размеров УП. Системы этого класса имели ОЗУ, достаточное для запоминания всей УП; это сделало возможным однократный ввод УП в ОЗУ и многократное ее выполнение при обработке серии деталей, эксплуатационные характеристики этих систем значительно улучшились.
системы класса SNC позволяют последовательно, кадр за кадром, прочитать всю программу и разместить информацию в своем запоминающем устройстве большой емкости (16 килобайт и более). Перфолента читается только один раз, перед обработкой всей партии одинаковых деталей, и поэтому мало изнашивается. Управление обработкой всех заготовок осуществляется по сигналам из запоминающего устройства, что резко уменьшает вероятность сбоев, а следовательно, и брак деталей. Системы SNC позволяют осуществлять однократный ввод управляющих программ при длине перфоленты от 40 до 310 м.
|
|
|
23. Охарактеризувати третє покоління пристріїв ЧПУ.
Использование управляющей ЭВМ в качестве УЧПУ вместо специальных блоков управления привело к созданию систем класса DNC (Direct Numeric Control). Ввиду высокой стоимости ЭВМ тех времен и ее больших габаритов ЭВМ размещалась вне зоны обработки и управляла несколькими станками одновременно.
Использование универсальной ЭВМ в качестве УЧПУ позволило:
реализовать алгоритмы управления в виде программ ЭВМ, что обусловило гибкость системы;
строить УП из мощных команд с использованием подпрограмм-циклов, что упрощает программирование и делает УП короткой;
загружать УП с перфоленты, магнитного диска или передавать по сети из архива.
|
|
|
