 |


Станки сверлильно-расточной группы.
|
|
|
|
Станки сверлильно-расточной группы подразделяются на 10 типов: 0-й тип оставлен резервным, к 1-му относятся вертикальные сверлильные станки, к 2-му – одношпиндельные сверлильные полуавтоматы, к 3-му –многошпиндельные полуавтоматы, к 4-му – координатно-расточные станки, к 5-му – радиально-сверлильные, к 6-му – горизонтально-расточные, к 7-му – алмазно- расточные, к 8-му – горизонтально-сверлильные и к 9-му – различные станки сверлильно-расточной группы, не вошедшие в предыдущие типы.
Вертикально-сверлильные станки.
Сверлильные станки предназначены для сверления отверстий, рассверливания, зенкерования, развертывания, нарезания резьбы мерным инструментом. Основными формообразующими движениями при операциях являются главное движение (вращательное) и движение подачи шпинделя станка (рис. 7). Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки, посредством которых устанавливается необходимая частота вращения инструмента и его подача.
Основным параметром вертикально-сверлильных станков является условный диаметр сверления – наибольший диаметр, который может быть просверлен сверлом из быстрорежущей стали в сплошной заготовке из нормализованной стали 45.
Вертикально-сверлильные станки предназначены для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах. Они выпускаются настольного исполнения с условным диаметром сверления 3, 6 и 12мм и напольного - с условным диаметром 18; 25; 32; 35; 50 и 75 мм.

Рис. 7. Общий вид вертикально-сверлильного станка
Радиально-сверлильные станки.
|
|
|
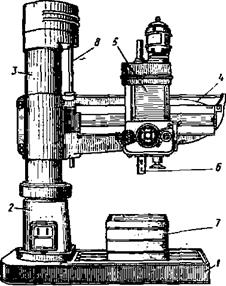 Перемещение по плоскости стола крупногабаритных и тяжелых деталей сопряжено с большими неудобствами и потерей времени. Поэтому при обработке большого числа отверстий в таких деталях применяют радиально-сверлильные станки (рис 8). Радиально-сверлильные станки выпускаются с условным диаметром сверления до 100мм. При работе на них деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение. На фундаментной плите 1 такого станка установлена тумба 2 с неподвижной колонной, на которую надета гильза 3, поворачивающаяся вокруг колонны на 360°. На гильзе смонтирована траверса 4, которая имеет горизонтальные направляющие для перемещения сверлильной головки 5.
Перемещение по плоскости стола крупногабаритных и тяжелых деталей сопряжено с большими неудобствами и потерей времени. Поэтому при обработке большого числа отверстий в таких деталях применяют радиально-сверлильные станки (рис 8). Радиально-сверлильные станки выпускаются с условным диаметром сверления до 100мм. При работе на них деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение. На фундаментной плите 1 такого станка установлена тумба 2 с неподвижной колонной, на которую надета гильза 3, поворачивающаяся вокруг колонны на 360°. На гильзе смонтирована траверса 4, которая имеет горизонтальные направляющие для перемещения сверлильной головки 5.
Внутри головки размещены коробки скоростей и подач и узел шпинделя 6. На передней крышке расположены органы управления. Обрабатываемые детали устанавливают на столе 7 или непосредственно на верхней плоскости фундаментной плиты. Шпиндель 6 со сверлильной головкой может перемещаться в горизонтальном направлении, а вместе с траверсой 4 и гильзой 3 поворачиваться вокруг оси неподвижной колонны. Эти два движения обеспечивают установку инструмента по любым координатам.
Рис.8. Радиально-сверлильный станок
С помощью винта 8 траверса поднимается или опускается по гильзе и закрепляется на любой высоте. Гильза, в свою очередь, может быть зажата на колонне, а сверлильная головка — на траверсе. Перед сверлением отверстия гильзу и сверлильную головку фиксируют, а по окончании обработки освобождают. Механизмы зажима размещены в нижней части гильзы, над тумбой 2 и в сверлильной головке.
Расточные станки.
Расточные станки предназначены для обработки корпусных деталей. На них можно производить растачивание, сверление, фрезерование, зенкерование, нарезание резьб и т.п. В зависимости от характера выполняемых операций, назначения и конструктивных особенностей эти станки подразделяют на универсальные и специализированные. В свою очередь универсальные станки разделяются на горизонтально-расточные, координатно-расточные и алмазно- расточные. Для этих типов станков наиболее существенным параметром, определяющим основные размеры станка, является диаметр шпинделя.
|
|
|
|
|
|
