 |


Бесцентровошлифовальные станки.
|
|
|
|
Эти станки используются в крупносерийном производстве для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины, а также заготовок, не имеющих центровых отверстий, и обеспечивают высокую точность и качество обрабатываемой поверхности. Это достигается благодаря повышенным режимам резания и сокращения времени на установку, выверку и снятие заготовок.
Бесцентровая обработка позволяет уменьшить припуск на шлифование, так как заготовка центрируется по обрабатываемой поверхности (рис. 20). Повышенный режим шлифования возможен вследствие надежной опоры шлифуемой заготовки на нож (башмак) и ведущий круг.
Различают станки для наружного и внутреннего бесцентрового шлифования деталей. Основным параметром бесцентрово-шлифовальных станков является наибольший диаметр шлифуемой поверхности: 10, 20, 40, 80, 160 и 320 мм.
Применяются три способа бесцентрового шлифования (рис.21): шлифование «напроход», врезное и шлифование до упора. Последний способ используется для обработки заготовок, имеющих выступ.
Способом «напроход» шлифуют гладкие заготовки без выступов при непрерывной подаче их между вращающимися кругами. Врезным шлифованием обрабатывают цилиндрические, конические и фасонные заготовки.
Заготовку устанавливают так, чтобы обработка происходила одновременно по всей длине. Поэтому высота шлифовального круга больше, чем длина заготовки. Заготовка только вращается, а ведущий или шлифующий круг получают поперечную подачу в радиальном направлении. При шлифовании конических или фасонных поверхностей шлифовальному кругу или обоим кругам правкой придается соответствующая форма рабочей поверхности.
|
|
|
Обрабатываемая заготовка 2 (рис. 22) при бесцентровом шлифовании не закрепляется, а базируясь по наружной поверхности на опорном ноже 4 (или башмаке), контактирует с двумя кругами 7 и 3. Круг 1 - шлифующий, вращаясь с окружной скоростью 30-40 м/с, снимает припуск с заготовки, а другой круг 3 -ведущий, вращаясь с окружной скоростью 10-50 м/мин, сообщает заготовке вращение (круговую подачу) и продольное перемещение (осевую подачу). Продольная подача сообщается шлифуемой заготовке ведущим кругом 3 либо вследствие установки его под некоторым углом а (от 1° до 8o см. рис. 20) по отношению к шлифующему кругу 7, либо из-за наклона опорного ножа на тот же угол а. Нож и ведущий круг поддерживают заготовку и принимают на себя возникающие силы резания. Чтобы обеспечить касание ведущего круга с заготовкой по всей ширине круга, ему придают форму гиперболоида (см. рис. 20). Вследствие меньшей скорости вращения ведущего круга (в 60-100 раз) трение между шлифовальным кругом и заготовкой меньше, чем между заготовкой и ведущим кругом, поэтому линейная скорость заготовки в зоне контакта соответствует линейной скорости ведущего круга, то есть скорость заготовки задается ведущим кругом. В качестве ведущих кругов используют мелкозернистые твердые круги на вулканитовой связке, однако они могут быть также стальными, чугунными или алюминиевыми. Для обеспечения цилиндричности обрабатываемой заготовки ее устанавливают несколько выше центров шлифовального и ведущего кругов примерно на 0,15-0,25 диаметра заготовки, но не более 10- 12мм - во избежание вибраций.
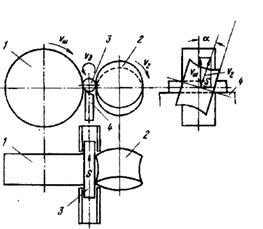
Рис.20. Схемы работы бесцентрового круглошлифовального станка 1 - шлифовальный круг, 2 - ведущий круг, 3 - заготовка, 4 - опорный нож, Vш -окружная скорость шлифовального круга, Vд - окружная скорость обрабатываемой детали (заготовки), V2 - окружная скорость ведущего круга, а - угол поворота ведущего круга или наклона опорного ножа, 5 - продольная подача заготовки.
|
|
|

Рис. 21. Методы бесцентрового шлифования: а - врезное, б - напроход, в - до упора, I - шлифовальный круг, 2 - ведущий круг, 3 - заготовка, 4 - опорный нож, 5 -упор
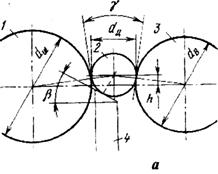
Рис.22. Схема бесцентрового шлифования
1 - шлифовальный круг, 2 - заготовка, 3 - ведущий круг, 4 - опорный нож, dB - диаметр ведущего круга, d ш - диаметр шлифовального круга, d d - диаметр детали, h -превышение оси заготовки осей кругов, β - угол опоры, γ - тангенциальный угол.
Скорость продольной подачи S(м/мин) обрабатываемой заготовки (рис. 20) зависит от угла а между осями кругов и скорости вращения ведущего круга (V2) и определяется выражением: S=V2 Sinα, а окружная скорость вращения заготовки Vд (м/мин) - круговая подача: Vд = V2 Соs а. При черновом шлифовании а= 1,5°- 6°, а при чистовом - а = 0,5°-1,5°.
Ножи выполняют гладкой или ступенчатой формы из легированной стали, а иногда нож оснащают пластинкой из твердого сплава.
|
|
|
