 |


Зубообрабатывающие станки.
|
|
|
|
Зубофрезерные станки.
Станки работают как методом обката, так и копирования. Зубофрезерование методом обката производится червячной фрезой (рис.15), которая может быть представлена в виде совокупности закрепленных на цилиндрической поверхности гребенок, смещенных друг относительно друга. В процессе обработки происходит взаимный обкат инструмента с заготовкой подобно обкату червяка с колесом в червячной передаче. При этом образуется узкая полоска на боковой поверхности заготовки (след фрезы).
|

В табл. 2 указаны важнейшие способы фрезерования методом обката, осуществляемые на универсальных зубофрезерных станках. При этом методе применяется в основном способ продольной (вдоль оси заготовки) подачи (табл. 2, а, б, в, г). В средне- и крупносерийном производствах используют также фрезерование с угловой (в направлении наклона зуба) подачей.
При зубофрезеровании способом диагональной подачи (табл. 2, ж) червячная фреза одновременно выполняет движение подачи в продольном и тангенциальном (вдоль оси инструмента) направлениях. При этом зона максимальной механической и температурной нагрузки на режущие кромки перемещается в направлении оси фрезы, что снижает износ, позволяет использовать всю рабочую длину фрезы и осуществлять обработку на предельных режимах резания. Применяют также периодическое перемещение отведенной от заготовки фрезы вдоль своей оси после окончания обработки (табл. 2, з), что позволяет вести последующее фрезерование новым рабочим участком и повысить стойкость инструмента и качество обработки.
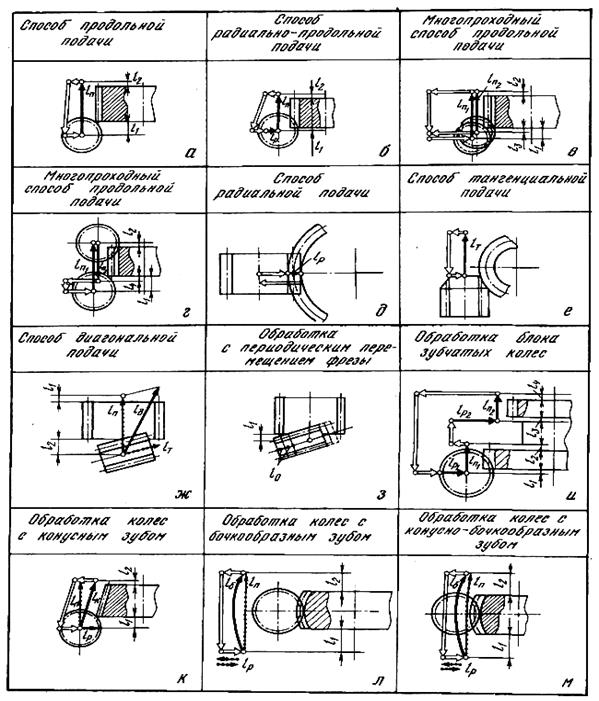
Табл. 2.Способы обработки зубчатых колес на зубофрезерных станках методом обката. Стрелками показаны: сплошной жирной линией - движение подачи; двойной тонкой -ускоренный ход; пунктирной - перемещение суппорта (при наложении движения); кружком - точка включения; l т - тангенциальное перемещение фрезы; lп - продольное перемещение; l д - диагональное перемещение; l к и l р - конусное и радиальное перемещение; l б - сферичное (конусно-сферичное) перемещение; l 0 - шаг осевой передвижки фрезы; l 1 и l 3 - величины врезания; l 2 и l 4 - перебеги.
|
|
|
Зубчатые колеса с модифицированным по длине зубом (табл. 2, к, л, м) - колеса с малым углом конуса при вершине, колеса с бочкообразным зубом - обрабатывают с использованием движения подачи по двум направлениям. Продольная подача назначается технологически необходимой, а скорость движения второй подачи (радиальной) зависима от первой и изменяется по определенному закону с целью получения заданной траектории перемещения инструмента.
При нарезании косозубых колес ось фрезы устанавливают таким образом, чтобы направление витков червячной нарезки совпадало с направлением зубьев обрабатываемого колеса (рис.16).
 При фрезеровании червячных колес выбор типа червячной фрезы зависит от вида профиля червяка и от используемого метода фрезерования: с радиальным (рис.17 а) или тангенциальным (рис.17, б) движениями подачи. При радиальном врезании (рис.17, а) оси заготовки и инструмента сближаются до тех пор, пока червячная фреза не углубится на полную высоту профиля. При тангенциальном врезании (рис.17, б) межосевое расстояние А устанавливают перед обработкой и в последующем не меняют.
При фрезеровании червячных колес выбор типа червячной фрезы зависит от вида профиля червяка и от используемого метода фрезерования: с радиальным (рис.17 а) или тангенциальным (рис.17, б) движениями подачи. При радиальном врезании (рис.17, а) оси заготовки и инструмента сближаются до тех пор, пока червячная фреза не углубится на полную высоту профиля. При тангенциальном врезании (рис.17, б) межосевое расстояние А устанавливают перед обработкой и в последующем не меняют.
Рис.16. Установка шпинделя фрезы относительно нарезаемых цилиндрических колес а) при разноименных направлениях винтовых линий на фрезе и на колесе; б) при одноименных направлениях винтовых линий на фрезе и на колесе; в) прямозубых, γ-делительный угол подъема линии витка фрезы; φ - угол наклона суппорта фрезы.
|
|
|
При этом основная часть припуска снимается заборным конусом фрезы, а цилиндрическая часть фрезы выполняет калибрующую обработку, обеспечивая требуемые размеры колеса. Неизменность межосевого расстояния в процессе обработки, наличие на фрезе калибрующей части делает метод нарезки тангенциальным врезанием более точным по сравнению с радиальным. В единичном производстве червячное колесо можно нарезать фрезой-летучкой, имеющей один режущий зуб, выполненный по профилю рейки и вставленный в оправку, которую закрепляют в шпинделе зубофрезерного станка (рис.17, в). При этом также используется метод тангенциального врезания.
Рис.17.Схема нарезания червячногоколеса червячной фрезой: а) - с радиальным врезанием; б) - с тангенциальной подачей инструмента; в) - однозубой фрезой.
Резьбофрезерные станки.
 Существуют два основных типа резьбофрезерных станков; они характеризуются методом работы, видом применяемых фрез и назначением.
Существуют два основных типа резьбофрезерных станков; они характеризуются методом работы, видом применяемых фрез и назначением.
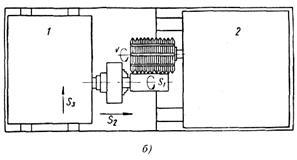
| Рис.18. Схема фрезерования длинной (а) и короткой (б) резьбы |
Резьбофрезерные станки первого типа, работающие дисковыми резьбовыми фрезами, служат для нарезания длинных винтов нормального или большого шага (например, ходовых винтов) и длинных червяков большого модуля (рис.18, а).
Станки второго типа применяются для нарезания коротких резьб треугольного профиля с малым шагом гребенчатыми (групповыми) резьбовыми фрезами с кольцевыми витками (рис.18, б). Шаг витков такой фрезы должен быть равен шагу tp нарезаемой резьбы.
В станках первого типа фрезе сообщается вращательное главное движение V (рис.18, а) и продольная подача s2 мм/об, причем численно s2 = tp, а заготовке сообщается круговая подача s1. Движение s3 служит для врезания фрезы в заготовку.
Станки могут выполнять следующие виды работ: а) нарезать резьбу дисковыми резьбовыми фрезами; б) фрезеровать винтовые канавки дисковыми фрезами; в) фрезеровать прямые канавки дисковыми фрезами; г) нарезать зубчатые колеса и шлицевые валики червячными фрезами методом обкатки.
|
|
|
